


Onevenwichtige percepties
Verhogen gebalanceerde tools de productiviteit? Het effect van onbalans is een van de eenvoudigste natuurkundige theorieën die iedereen kan visualiseren. Bedenk wat er gebeurt als je te veel natte handdoeken aan één kant van je wasmachine hebt terwijl deze draait. Of hoe uw rit zou zijn als uw auto geen uitgebalanceerde wielen had.
Deze scenario's zijn gemakkelijk voor te stellen, maar het effect van onbalans is niet zo duidelijk als het gaat om gereedschapshouders voor freestoepassingen vanwege verschillende misverstanden die al jaren bestaan binnen de matrijzenbouw. Bovendien worden de voordelen van het balanceren van gereedschapshouders bij alle snelheden vaak over het hoofd gezien.
Een evenwichtige terugblik
Het was de matrijzenindustrie die voor het eerst het belang inzag van het uitvoeren van echt uitgebalanceerde gereedschapshouderassemblages. Een gereedschapshouder bestaat uit de gereedschapshouder, snijgereedschap, indien nodig trekbout, moer, spantang, enz. In het begin tot midden jaren '90, met bewerkingscentra die tot 15.000 tpm konden draaien, was er een uitbarsting van spindelstoringen. De minder massieve spindels op deze hogesnelheidsmachines en de extreme onbalans van de meeste gereedschapshouders die werden gebruikt, maakten het probleem onevenwichtig dat moest worden opgelost.
In het begin van de jaren '90 was er geen machine bekend op de markt die specifiek was ontworpen om de gereedschapshouder nauwkeurig uit te balanceren. Bijgevolg kochten ultramoderne bedrijven die probeerden de technologische curve voor te blijven balanceringsmachines aan die ontworpen waren om onderdelen zoals rotoren, wielen, krukassen, turbines, enz. te balanceren - geen gereedschapshouders. Deze balanceermachines brachten de assemblages echter uit balans, dus klanten zagen geen merkbaar verschil bij het bewerken met hun "gebalanceerde" gereedschapshouders.
Aan het eind van de jaren '90 kwam er eindelijk een balanceermachine op de markt die echt uitgebalanceerde gereedschapshouders op de markt bracht. Daarnaast omvatten andere balanceringsverbeteringen die rond deze tijd werden geïntroduceerd, fijnere, "voorgebalanceerde" gereedschapshouders en gereedschapshoudersystemen die zorgen voor een meer consistente herhaalbaarheid van de balans bij het wisselen van snijgereedschap (d.w.z. gereedschapshouders met krimppassing). Door deze combinatie van ontwikkelingen konden matrijzenmakers hun gebruik van de nieuwste high-speed technologieën versnellen en optimaliseren en matrijzen produceren met fijnere afwerkingen, wat resulteerde in sterk verminderd polijst- en/of EDM-werk.
Hoewel de matrijzenindustrie twee decennia geleden de noodzaak van het gebruik van uitgebalanceerde gereedschapshouders voor haar hogesnelheidstoepassingen heeft vastgesteld, is de industrie nog steeds enigszins in de war over het belang van het uitvoeren van echt uitgebalanceerde assemblages.
Een misvatting over het balanceren van gereedschapshouders is de perceptie dat alleen het gebruik van een voorgebalanceerde gereedschapshouder voldoende is. Hoewel het gebruik van deze voorgebalanceerde gereedschapshouders ten zeerste wordt aanbevolen, garandeert dit geen volledige benutting van de bewerkingsmachine. Na het wisselen van snijgereedschap is het meten van de onbalans van een gereedschapshouder essentieel om het maximale potentieel van alle werktuigmachines in een werkplaats volledig te realiseren. Zelfs machines met een lager toerental (die draaien op 8.000 tpm) kunnen optimaal worden gebruikt als ze gebalanceerde gereedschapshouders gebruiken. Fijn uitgebalanceerde gereedschapshouders bieden vele voordelen, waaronder een hogere productiviteit, veiligheid en een lange levensduur van het snijgereedschap en de spindel. Alleen wanneer het gereedschapshoudersamenstel een nauwkeurige concentriciteit en balans vertoont, kunnen de optimale snijomstandigheden worden gebruikt. In dit geval is de vuistregel:te veel balans is beter dan te weinig.
Wat gebeurt er met de ongebalanceerde houders die zich al in de fabriek bevinden? Hoewel het in de praktijk onmogelijk is om het mengen van gebalanceerde en ongebalanceerde houders te vermijden, moet u er rekening mee houden dat een enkel bewerkingsproces met een ongebalanceerde houder met een hoge rotatiesnelheid de vereiste bewerkingsnauwkeurigheid ongedaan kan maken en de spil kan beschadigen. Om deze reden moeten gereedschapshouders worden uitgebalanceerd, bij voorkeur in de fabriek zelf. Zo niet, dan is het raadzaam om het balanceren van gereedschapshouders een onderdeel te maken van de goederenontvangst en kwaliteitscontrole. Laten we eerlijk zijn, hoe weet u in welke staat uw gereedschapshouderassemblages zich bevinden, tenzij u een machine heeft om ze te controleren?
Oorzaken en gevolgen van onbalans
Onbalans wordt veroorzaakt door een ongelijke gewichtsverdeling tijdens het draaien, waardoor centrifugale krachten ontstaan die met de rotatiesnelheid naar het kwadraat toenemen. Dit betekent dat als de onbalans gelijk is, de spindel een 25 keer hogere centrifugaalkracht creëert bij een toerental van 10.000 tpm dan bij een toerental van 2.000 tpm. Als gevolg hiervan heeft een onbalans in gereedschapshouderassemblages een bijzonder merkbaar negatief effect op bewerkingen met hoge snelheid, zware gereedschappen of snijgereedschappen met complexe geometrieën.
Een belangrijk gevolg van onbalans is deze middelpuntvliedende kracht die de spindellagers belast, waardoor de levensduur van de spindel kan worden gehalveerd. Daarom wordt het gebruik van uitgebalanceerd gereedschap altijd aanbevolen; anders zijn spindelgaranties niet aanwezig of beperkt.
Een ander gevolg is de trilling die ontstaat wanneer de effectieve richting van de middelpuntvliedende kracht verandert terwijl de spil draait. Deze trillingen worden door de hele machine en het snijgereedschap overgedragen, waardoor de levensduur van het snijgereedschap wordt verkort. Er is gemeld dat de standtijd van een ongebalanceerde gereedschapshouder met gemiddeld 10 procent wordt verkort, wat resulteert in hogere snijgereedschapskosten. Deze trillingen zijn niet alleen schadelijk voor de spindel en het snijgereedschap; ze tasten ook de betrouwbaarheid van het hele proces aan en worden overgedragen op het resultaat van de bewerking. Trillingen creëren klappersporen die moeten worden verwijderd door extra fijne bewerkingen of handwerk.
Om het juiste procesbetrouwbaarheidsniveau te bereiken en de gewenste eindresultaten te bereiken, moeten trillingen worden verminderd. Eén methode om dit te doen, vereist een verlaging van het spiltoerental, de voedingssnelheid en de snijdiepte. Dit kan leiden tot soepeler snijden, maar vermindert ook de verspaningssnelheid en productiviteit.
Investering Intel
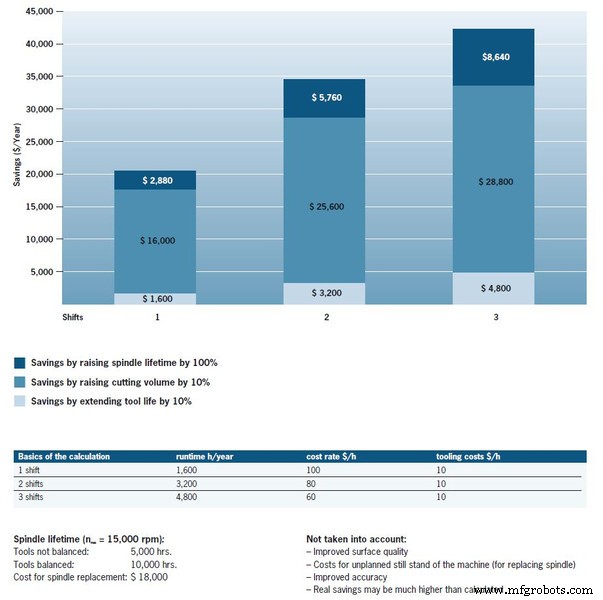
Het probleem met verminderde verspaningssnelheden en productiviteit wordt duidelijk na een eenvoudige analyse:een bewerkingscentrum kost $ 100 per uur om te werken (eenploegendienst, 1.600 bedrijfsuren per jaar). Met een toename van 10 procent in metaalverwijderingstijd bespaart u $ 10 per uur, wat gelijk staat aan $ 16.000 per jaar.
Een ander voordeel van een uitgebalanceerde gereedschapshouder is een langere levensduur van de spil, wat essentieel is voor kostenbesparingen en machinebetrouwbaarheid. Het maakt het plannen van spindelvervanging mogelijk, waardoor ongeplande stilstand van de machine wordt geëlimineerd. Een echt uitgebalanceerd systeem kan een besparing van meer dan $ 20.000 per jaar per machine opleveren. En dit omvat niet eens extra besparingen die kunnen worden gerealiseerd door een verbeterde oppervlaktekwaliteit van onderdelen, grotere maatnauwkeurigheid en minder machinestoringen of stilstandtijden.
Deze cijfers plaatsen het bezwaar over de kosten van een balanceermachine in perspectief. Men zou kunnen stellen dat een investering pas duur is als deze zichzelf niet of snel genoeg terugverdient. Uit bovenstaande berekeningen blijkt dat een balanceermachine zich in feite zeer snel terugverdient. Houd er rekening mee dat een enkel bewerkingsproces met een ongebalanceerde houder bij een hoge rotatiesnelheid de vereiste bewerkingsnauwkeurigheid ongedaan kan maken en de spil kan beschadigen. Bedenk dat een spindelvervanging alleen meer kan kosten dan een balanceermachine.
Meettests
Het meten van de balans van een gereedschapshouder is noodzakelijk om een consistent bewerkingsproces te garanderen. Bij gebruik van een echt uitgebalanceerde montage is doorgaans geen verdere fijnbalancering nodig na het toevoegen van een snijgereedschap, vooral bij krimphouders.
Fijn uitgebalanceerde gereedschapshouders zijn een stap in de goede richting. Welke effecten hebben de snijgereedschappen of vlakfreesfrezen echter op de totale onbalans van het samenstel? Laten we deze eenvoudige meettest eens bekijken om deze vraag te beantwoorden:
Metingen werden uitgevoerd op een dynamische balanceermachine met een Weldon-spankop, een spantang- en een krimptangkop, samen met een vlakfrees. Allemaal fijn uitgebalanceerde producten met een schachtdiameter van 20 mm in de korte uitvoering. De meeteisen waren balanswaarde G =2,5 bij bedrijfstoerental van 25.000 tpm/meetproces één vlak (statisch). Aanvankelijk werd de onbalans op vier verschillende typen gereedschapshouders gemeten (dus zonder snijgereedschappen). Zoals verwacht bleef de onbalans van de houders constant binnen de tolerantiegrenzen. Daaropvolgende metingen met snijgereedschappen in deze fijn uitgebalanceerde houders lieten duidelijke onbalansen zien, vooral voor gereedschappen met klemvlakken, die tegenwoordig veel worden gebruikt.
Er werd geen merkbare onbalans gevonden in assemblages met gereedschappen met cilindrische assen en met symmetrische gereedschapsgeometrie in krimp- en spantanghouders. De gemeten waarden waren 0,8 of 1,3 gram millimeter (gmm). Gereedschappen met cilindrische assen en symmetrische snijkanten hebben slechts een kleine onbalans. De krimpopnames hebben geen bewegende delen en klemmen het gereedschap centraal en ook hier is er nauwelijks sprake van extra onbalans. Bij de spantanghouder kan de klemmoer een probleem vormen omdat deze asymmetrisch is gebouwd, maar om deze reden zijn de moeren zelf speciaal uitgebalanceerd.
Gereedschappen met spanvlakken konden daarentegen helemaal niet aan de balansvereisten voldoen. Zelfs met de Weldon gereedschapshouder werd een echte onbalans van 5,5 gmm gemeten, wat overeenkomt met een balansclassificatie van G8. Op puur wiskundige basis staat dit slechts een maximaal toerental van 7.600 tpm toe. Bij spantangopnames werd voor dit snijgereedschap met klemvlak een balanswaarde tot G29 bepaald en voor krimpklauwplaten G38. Dit komt overeen met maximale rotatiesnelheden van respectievelijk 2.700 tpm en 1.600 tpm.
Zelfs fijn uitgebalanceerde krimp- en spantangopnames raken aanzienlijk uit balans wanneer ze worden gecombineerd met asymmetrische gereedschappen of gereedschappen met Weldon-spanvlakken. Om efficiënt en nauwkeurig te kunnen werken bij het bewerken, moeten deze gereedschappen na elke gereedschapswissel opnieuw worden uitgebalanceerd.
Metingen van de vlakfrees leverden vergelijkbare resultaten op. Met inzetgereedschappen in bedrijf werd een onbalans van 20,3 gmm vastgesteld, wat overeenkomt met een balansclassificatie van G23. Dit komt omdat vlakfrees-wisselplaatfrezen onderdelen hebben die worden vastgeklemd en die zich niet altijd op dezelfde plaats bevinden. De freeskop heeft een grote tolerantie vanwege de samenstelling van de montage (d.w.z. pennen met boorgaten en spelingsfitting), dus de positie van het gereedschap is niet 100 procent gedefinieerd.
Uit deze testen blijkt dat het onderling balanceren of snijden van gereedschap en houder essentieel is. Ook bij hoogwaardig gereedschap is een fijne uitbalancering belangrijk voor de totale gereedschapsbouw.
Eenvoudig balanceren
Er bestaan nog bedenkingen over balanceren, maar met de juiste balanceermachine en praktijkgerichte software moet het snel en eenvoudig te realiseren zijn. In een notendop, de operator plaatst de houder in de machine en selecteert de juiste vereisten in het menu, waarna de machine de gebruiker door de resterende stappen leidt.
Elke werknemer die bekend is met gereedschapshouders moet in staat zijn om een correct ontworpen balanceermachine te bedienen zonder uitgebreide training. De specialistische kennis moet in de machine zitten, waarin de benodigde gegevens over elk gereedschap al zijn ingevoerd en opgeslagen, wat tijd bespaart en fouten voorkomt. Aanvullende veiligheidsmaatregelen kunnen worden verstrekt via gebruikersbeheer. U kunt bijvoorbeeld de rechten voor het samenstellen of wijzigen van gereedschapsgegevens beperken tot aangewezen personeel. Andere gebruikers hebben alleen toegang tot opgeslagen tools en kunnen dan verder gaan met balanceren volgens de gestelde eisen.
Het balanceerproces is een grotendeels geautomatiseerd proces waarbij de gereedschapshouder in de balancerspindel wordt geklemd en in rotatie wordt gebracht, waarna metingen worden gedaan. Krachtsensoren op de balansspindel meten de centrifugaalkrachten veroorzaakt door onbalans. De software evalueert vervolgens de metingen en laat de operator zien hoeveel materiaal moet worden verwijderd of toegevoegd, of waar het gewicht moet worden verplaatst om de onbalans te compenseren.
Balanceermachines bieden ook verschillende andere opties die de gebruiker kan gebruiken om onbalans te verwijderen. Als alternatief voor het uitboren van materiaal kunnen bijvoorbeeld balanceerschroeven of -ringen gewicht toevoegen. Met deze tactiek worden twee ringen die bij elkaar horen en een gedefinieerde onbalans hebben, geklemd op een cilindrisch deel van de gereedschapshouder om onbalans te compenseren. De software geeft dan de exacte hoek aan waarin de ringen gedraaid moeten worden. Een beschikbare lijnlaser toont de rotatiepositie direct op de machine.
Het meten duurt maximaal één minuut en als u met balanceerringen of schroeven werkt, is het hele proces in twee minuten afgerond. Als u een boor op de gereedschapshouder moet gebruiken om de massa te egaliseren, kan dit iets langer duren.
Een duidelijkere perceptie
Door vooruitgang in balanceringstechnologieën is het balanceren van een gereedschapshouder snel, eenvoudig en nauwkeurig, zodat u echt het maximale uit uw bewerkingsmachines kunt halen. Je hoeft alleen maar de basisfysica met betrekking tot balans te onthouden en die vervolgens toe te passen op het balanceringsproces. Dan zouden alle misvattingen moeten verdwijnen.
Eerder verschenen op Haimer-USA.com.
Shop balancers voor gereedschapshouders van Haimer-USA op MSCDirect.com.
Industriële technologie
- Wat is een ponstool?
- Op weg naar succes
- Uitloop van gereedschap verminderen
- Gereedschapsstaalsoorten
- Wanneer moet u uw kranen upgraden?
- Draaien opnieuw uitgevonden met PrimeTurning
- Gereedschapshouder voor CNC-draaibank:alles wat u moet weten
- Een overzicht van typen CNC-gereedschapshouders
- CNC-gereedschapshouderwagen biedt geweldige mobiliteit
- CNC-gereedschapshouderrek slaat verschillende gereedschapshouders op
- Klikwissel gereedschapshouder voor snelle wisselplaatwissel