


Wat is GTAW- of TIG-lassen? gedetailleerde uitleg | De mechanische post
 |
| het kopiëren van afbeeldingen is verboden |
TIG-lassen of GTAW staat voor ” Tungsten Inert Gas Welding “ en “gas wolfraam booglassen” respectievelijk.
Wat is lassen?
Lassen is een fabricageproces dat metalen en thermoplasten met elkaar verbindt door warmte toe te passen, waardoor de onderdelen smelten en naar elkaar toe geleiden wanneer ze worden afgekoeld. Bij het lassen wordt ofwel het basismetaal gesmolten en samengesmolten of er wordt een vulmateriaal gebruikt om de opening te vullen en de onderdelen samen te voegen. Dit is in het kort "wat is lassen? “
Laten we eerst eens kijken wat een 'elektrische boog' is, voordat we dieper ingaan op TIG-lassen.
Wat is een elektrische boog?
TIG of GTAW zijn een van de soorten ” elektrisch booglassen “ . Het elektrisch booglassen is de meest veelgebruikte methode om componenten van metalen onderdelen te verbinden met behulp van de warmte die wordt geproduceerd als gevolg van een elektrische boog.
Gtaw- of TIG-lasproces :
Bij TIG-lassen blijft de boog tussen het werkstuk en de wolfraamelektrode in stand en wordt beschermd door inerte gassen zoals Helium , Argon enz. U vraagt zich misschien af Wat is het doel van inert gas dat wordt gebruikt bij TIG-lassen? Laten we eens kijken Inerte gassen zoals argon en helium worden gebruikt bij Tig-lassen omdat:- Het helpt bij het produceren van een betere en stabielere boog.
- Er wordt geen slak geproduceerd nadat het lassen is voltooid
- Hoge kwaliteit las kan worden geproduceerd
- Het inerte gas beschermt het werkstuk tegen reactie met de gassen in de atmosfeer door er een barrière tussen te creëren.
Wolfraamelektrode :
Terugkomend op het onderwerp:bij Tig-lassen, zoals de naam al doet vermoeden, wordt een wolfraamelektrode gebruikt voor het produceren van boog. Wolfraam wordt gebruikt vanwege het hoge smeltpunt van ongeveer 3422 graden Celsius . De wolfraamelektrode kan een boog produceren van ongeveer 10.000K. In wolfraamelektrode 1-2% van thorium en zirkonium wordt toegevoegd om de stroomcapaciteit, elektronenemissie, boogstabiliteit en verhoogd smeltpunt te verbeteren. Elektrodediameters variërend van 0,8 mm - 5 mm worden vaak gebruikt.
 |
Lasproces van TIG :
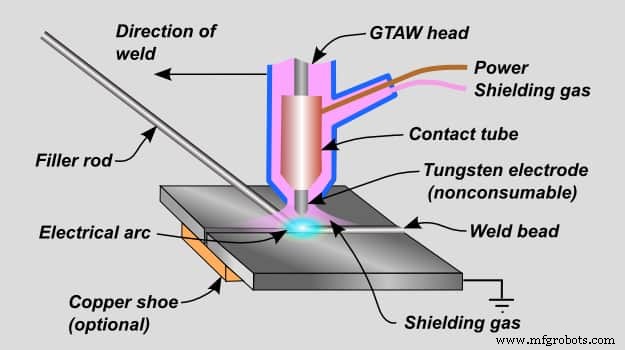
Zoals te zien is in de afbeelding, bestaat de laskop (ook wel toorts of pistool genoemd) uit een lichtgewicht handvat met een voorziening voor het vasthouden van een wolfraamelektrode. Het beschermgas stroomt in de lastoorts over de elektrode door het mondstuk aan het uiteinde van het pistool in het booggebied. De stroom van het gas over de elektrode helpt bij een betere warmteafvoer waardoor hogere stromen kunnen worden gebruikt. Lastoortsen zijn voorzien van een watermantel eromheen voor koeling. Tijdens het lasproces kan al dan niet een toevoegmetaal worden gebruikt. Wanneer de stroomtoevoer is ingeschakeld, stroomt er stroom door de elektrode in het werkstuk via het inerte gasmedium en produceert een boog met hoge temperatuur. Deze boog smelt het vulmetaal en smelt de onderdelen samen wanneer ze worden afgekoeld. Als er geen toevoegmetaal wordt gebruikt, wordt de stroom afhankelijk van het werkstukmetaal verhoogd of verlaagd. De boog smelt het basismetaal en verbindt ze zo bij afkoeling. Bij TIG-lassen zijn zowel handmatige als automatische processen mogelijk. Deze methode is geschikt voor het lassen van dunnere werkstukken (tot 6 mm dikte). Lees ook:- Basisworkshoptools die je moet kennen
- Draaimachine – uitgelegd Wat is een kruiskoppeling
- Meest populaire technische software
Metalen die gelast kunnen worden met TIG :
- Aluminium en zijn legeringen
- Staal
- Roestvrij staal
- Gietijzer
- Silicium brons
- Titanium
- Nikkel
- Koper
- Koolstofstaal
- Magnesium enz.
Opmerking:
Bij het lassen van metalen met een oxidelaag op de oppervlakken, zoals aluminium of magnesium, wordt een hoogfrequente wisselstroom gebruikt om oxidatie te voorkomen. Voor andere wordt echter een gelijkstroom gebruikt.

Toepassing van TIG-lassen:
Het TIG-lasproces heeft een zeer groot toepassingsgebied vanwege de vele voordelen, bijv.:
• Het zorgt voor een geconcentreerde verwarming van het werkstuk.
• Het zorgt voor een effectieve bescherming van het smeltbad door een inert beschermgas.
• Het kan onafhankelijk zijn van vulmateriaal.
• De vulmaterialen hoeven niet fijn te worden voorbereid als alleen de legering in orde is.
• Nabehandeling van de las is niet nodig omdat er geen slak of spatten ontstaan.
• Moeilijk toegankelijke plaatsen kunnen worden gelast.Toepassingsgebieden TIG-lassen wordt vaak gebruikt voor klussen die hoogwaardig lassen vereisen, zoals bijvoorbeeld:
• De offshore-industrie
• Warmtekrachtcentrales
• De petrochemische industrie
• De voedingsindustrie
• De chemische industrie
• De nucleaire industrie
Door de toenemende eisen aan de laskwaliteit is TIG-lassen zeer populair geworden voor het lassen van kleinere buisafmetingen en voor het lassen van grondlagen in zowel ongelegeerde als gelegeerde materialen in zwaardere platen.
Als je dit bericht leuk vindt, laat het ons dan weten in de reacties en deel het met vrienden en familie via onderstaande sociale links.
Industriële technologie
- Forehand-lassen versus backhand-lassen:wat is het verschil?
- Wat is het verschil:MIG Vs. TIG-lassen
- Wat zijn de voordelen van een gecertificeerde lasinspecteur?
- Wat zijn de uitdagingen van het lassen van aluminium?
- Wat is Gas Tungsten Arc Welding of TIG-lassen?
- Wat zijn de verschillende lasposities?
- Wat zijn de belangrijkste soorten mechanische krachtoverbrengingssystemen?
- Wat is 5S? Een uitleg van de elementen van 5S voor een lean-cultuur
- Wat zit er in het productieproces?
- Wat zijn de verschillende soorten lassen?
- Wat maakt de beste puntlasser?