


Dubbel (ruw knijpen slijpen halveert de cyclustijd)

De "behoefte aan snelheid" van de maakindustrie is vandaag de dag meer waar dan in het verleden, omdat klanten een snellere doorlooptijd van producten eisen. En als de ene fabrikant dat niet kan, zoekt de klant een ander bedrijf dat dat wel kan. Daarom vinden veel machinefabrieken processen uit - of investeren ze in nieuwe en efficiëntere apparatuur - om
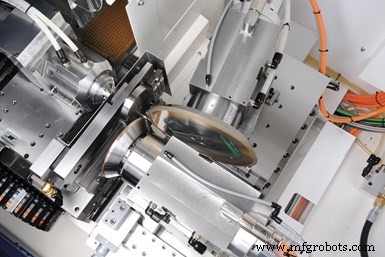
Het dubbel-ruwe cilindrische knijpslijpproces wordt op beide foto's getoond. De bovenste foto toont echter het wiel op 10 graden. Hier beweegt het wiel bijna in lijn met de onderdeelas. Het wiel kan efficiënter slijpen als het in een dergelijke axiale beweging in het materiaal voortbeweegt. Bij 90 graden (onderste foto) kan het wiel echter bewegingen uitvoeren voor rughoeken en uitsparingen, maar er zullen meer trillingen worden geïntroduceerd in vergelijking met de 10 graden positie. Volgens Rollomatic moet de positie van 10 graden worden gebruikt als het profiel dit toelaat. Fotocredits:Rollomatic Inc.
snellere productie.
Dit geldt ook voor gereedschapsfabrikanten. Een proces dat hen hierbij kan helpen, is een alternatief knijpslijpproces dat dubbel-ruw knijpen-cilindrisch slijpen wordt genoemd. Het nieuwe maalproces halveert niet alleen de cyclustijd in vergelijking met traditioneel knijpen, maar genereert ook minder warmte en is een stiller proces, om enkele voordelen te noemen.
Deze dubbel-ruwe knijpslijpmethode is speciaal ontworpen door Rollomatic Inc. voor de voorbereiding van blanco's van hardmetalen snijgereedschappen en T-gleuffrezen. Het proces is geïntegreerd in de ShapeSmart NP50 knijp-/schilslijpmachine van het bedrijf, die oorspronkelijk in 1996 werd ontwikkeld.
De methode verschilt van traditioneel knijpslijpen waarbij een vooraanstaand voorbewerkingswiel wordt gebruikt om het meeste materiaal te verwijderen, dat vervolgens op de voet wordt gevolgd door een tegenoverliggend afwerkwiel om een fijne afwerking te verkrijgen. Beide wielen staan tegenover elkaar tijdens gelijktijdig slijpen, waardoor hun druk op het onderdeel wordt tegengegaan. Omgekeerd zijn beide slijpstations bij dubbel voorbewerken uitgerust met diamantschijven met een korrelgrootte voor het voorslijpen. Deze twee voorbewerkingswielen lopen synchroon, maar het voorste wiel neemt het meeste materiaal weg. Het andere wiel ruimt het materiaal van het eerste wiel op. De lag-afstand van het tweede wiel is afhankelijk van de positie langs het profiel, omdat het dubbele voorbewerkingsproces speciaal is ontwikkeld voor het insnoeren van onbewerkte gereedschappen.
Ook de maalspindels spelen een belangrijke rol in het proces. De synchrone direct aangedreven spindels van de NP50 hebben elk een piek van 19 pk met een synchrone motor die zorgt voor een constant toerental tijdens bedrijf. Ook de koppelcurve is volgens Rollomatic zeer efficiënt. De rotatiekracht van de synchroonmotor wordt niet verminderd bij hoger toerental.
De efficiënte synchrone spindels op de machine zijn ook gunstig omdat ze met slechts 35% stroomverbruik of minder werken. Hierdoor geven ze geen warmte af aan de machine of aan het maalproces. Er wordt ook gezegd dat ze veel stiller werken, zelfs onder belasting, in vergelijking met hun tegenhanger met inductiemotor.
Geval in punt
Rollomatic suggereert dat deze slijpmethode het meest geschikt is voor hardmetalen en geharde stalen werkstukken. Door de hardheid en hittebestendigheid van deze materialen zijn ze de beste keuze voor slijpbaarheid.
Bijvoorbeeld, bij een testproductie van 100 stuks volhardmetalen onbewerkt materiaal met een schachtdiameter van 5/8 inch, een halsdiameter van 0,400 inch en een halslengte van 2,25 inch, verminderde dubbel ruw knijpenslijpen de cyclustijd tot 5 minuten en 5 minuten. seconden, vergeleken met een cyclustijd van ongeveer 10 minuten met het conventionele ruw/finish knijpen, volgens het bedrijf.

Deze volhardmetalen T-slot blank werd geslepen met behulp van dubbel-ruwe knijpslijptechnologie. Bij een testproductierun in de ShapeSmart NP50 knijp-/schilslijpmachine met dubbel ruw knijpslijpen, was de cyclustijd zonder laden/lossen 5 minuten. en 5 sec.
Aanvaardbare afwerkingen, verbeterde herhaalbaarheid
Dubbel ruw knijpen kan een oppervlakteafwerking bereiken van 12 tot 32 microinch vergeleken met 1,2 microinch met een diamantschijf met afwerking.
Het herhaalbare proces van deze maalmethode is een ander voordeel. Rollomatic zegt dat een machinist een slijpklus kan opzetten zonder continu en nauwkeurig de optimale voedingen en snelheden te hoeven instellen.
De herhaalbaarheid van de technologie maakt ook productie in lange batches mogelijk zonder de noodzaak om slijpstenen regelmatig te repareren. Voorbewerkingswielen hebben meestal een betere hoekvastheid in vergelijking met de fijnere afwerkwielen, zegt het bedrijf.
Met alle efficiëntievoordelen die dubbel ruw knijpen slijpen biedt, zijn er nog meer mogelijkheden beschikbaar op de NP50-slijpmachine die de productiviteit verhogen.
Hoewel de machine deze dubbel-ruwe knijpslijptechnologie biedt, kan ruw en fijn knijpslijpen nog steeds op de machine worden uitgevoerd. Ook zijn er opties zoals het meten van onderdelen en automatische laadeenheden beschikbaar.
Als onderdeelmeting tijdens het proces belangrijk is voor een toepassing, biedt Rollomatic een Marposs-diametermeter als optie op de machine. De unit meet de diameter op één plaats langs de as van het gereedschap en de feedback geeft de machine het signaal om een automatische wielpositiecompensatie uit te voeren. Volgens het bedrijf is deze correctie nuttig bij veranderingen in de omgevingstemperatuur en slijtage van de slijpsteen. De meter kan ook worden gebruikt om vlakken te tasten en de cirkelvormige positie van het onderdeel in te stellen op basis van het platte oppervlak.

De ShapeSmart NP50 knijp-/schilslijpmachine doet niet alleen traditioneel knijp-/schilslijpen, maar is ook geüpgraded om de dubbel-ruwe knijpslijptechnologie te gebruiken. Dubbel ruw knijpen slijpen halveert de cyclustijd, verbetert de oppervlakteafwerking en produceert ook minder warmte en geluid.
Geautomatiseerde laadeenheden kunnen ook in de standaard NP50-machine worden geïntegreerd. Een drie-assige, snelle automatische pick-and-place gereedschapslader is door het bedrijf ontwikkeld met het oog op een hoge instelsnelheid. Het maakt gebruik van vooraf gekalibreerde cassettes en een grijperontwerp waarmee verschillende diameters kunnen worden vastgehouden zonder dat de grijperposities opnieuw moeten worden ingesteld.
Rollomatic | rollomatic.ch/nl
Industrieel materiaal
- Zorgen voor winstgevendheid door middel van goed onderhouden snijgereedschap
- Theorie van de slijpschijf | metalen | Industrieën | Metallurgie
- Eindwerkend torentje verkort de cyclustijd
- Job Shop vermindert verwerkingstijd 60 procent
- Hard draaien gebruiken om de slijptijd te verkorten
- Twin-Spindle CNC Chucker verkort de productietijd
- Hoe de cyclustijd in de auto-industrie te verbeteren?
- Cyclustijd versus takttijd:waarom de verschillen ertoe doen
- CNC-bewerkingscyclustijdberekening
- Oppervlakteslijpen op de ouderwetse manier
- Inleiding tot PLC-vlakslijpmachine