


Voor CNC-multitasking-machines, waarom deel uitmaken van Y?
 Een snijgereedschap dat profiteert van de Y-asbeweging van een multitasking-machine, kan afsteken sneller uitvoeren dan conventioneel X-as beweging. Fotocredits:Sandvik Coromant
Een snijgereedschap dat profiteert van de Y-asbeweging van een multitasking-machine, kan afsteken sneller uitvoeren dan conventioneel X-as beweging. Fotocredits:Sandvik Coromant Draaifrezen met B-as en veel CNC-draaicentra met live-gereedschap bieden Y-as beweging loodrecht op de Z-as. Deze derde lineaire as stelt frezen in staat om over de middellijn van de spil te bewegen om bewerkingen uit te voeren zoals frezen, boren en sleuven maken, met als doel om onderdelen in één opstelling compleet te maken.
Sandvik Coromant heeft een manier gevonden om die beweging verder te benutten om afsteekbewerkingen effectiever uit te voeren in vergelijking met het traditionele X-asproces op draaibanken zonder Y-as. Het bereikte dit door zijn CoroCut QD-gereedschap opnieuw te ontwerpen door de wisselplaatzitting 90 graden te draaien en het werkstuk in de Y-as te plaatsen, zodat de snijkrachten naar het sterkste deel van het mes van het gereedschap worden geleid.
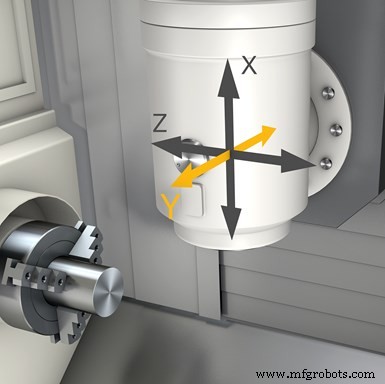
Hier zijn de bewegingsassen voor een B -as draai-frees.
"Dit zou de klant echt ten goede komen die seconden van cyclustijden wil verkorten met een hogere voeding en minder geluid", zegt Staffan Lundström, productmanager bij Sandvik Coromant. “Je hoeft niet met lawaai en trillingen te leven als je een Y-as hebt. Voor de klant betekent het zowel tijdwinst als extra mogelijkheden voor onbemande productie.”
Lundström kwam een paar jaar op het idee om af te steken met behulp van de Y-as, totdat hij een prototype ontwikkelde met de hulp van een klein team bij Sandvik Coromant. De eerste gereedschapstest ging niet goed, wat resulteerde in ratelende geluiden en trillingen van de machine en uiteindelijk een gebroken wisselplaat.
"Het was een grote tegenslag voor ons", legt Lundström uit. "Ik begreep niet echt wat er mis was."

Afsteekbewerkingen voor conventionele CNC-draaicentra drijf de snijplotter langs de X-as.
Vervolgens bekeek het team wat er was gebeurd, besloot het interne koelvloeistof toe te voegen en paste het ontwerp van de adapter aan. Toen het het nieuwe prototype op een andere machine testte, bleek deze alternatieve afsteekmethode succesvol.
Met het huidige ontwerp, bij een bladoverhang van 60 mm (2,36 inch), wordt gezegd dat de buigstijfheid van het blad meer dan zes keer zo groot is als bij een conventioneel afsteken van gereedschap in de X-as, wat een stabieler snijproces oplevert, waardoor het gebruik van langere gereedschappen en hogere voedingen en snellere cyclustijden mogelijk is.
In één testvergelijking merkte een winkel in de lucht- en ruimtevaartindustrie de verschillen op tussen het afsteken van een 35 mm staaf Inconel 718 op een multitaskingmachine met behulp van de Y-asmethode met het CoroCutQD-gereedschap en de standaard X-asmethode met een ander gereedschap. De Y-as methode behaalde een snijsnelheid van 40 m/min en een voeding van 0,12 mm/omw, wat een standtijd van 35 delen opleverde. De X-as methode behaalde een snijsnelheid van 30 m/min en een voeding van 0,05 mm/omw, wat een standtijd van slechts 10 delen opleverde.
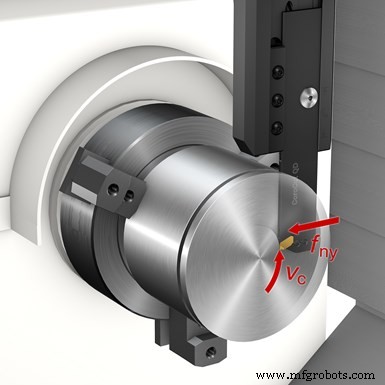
De CoroCut QD is ontworpen om langs de Y-as van een multitasking-machine. De buigstijfheid van gereedschapsbladen is naar verluidt meer dan zes keer die van een conventioneel afsteken van gereedschap in de X-as.
Gereedschapslengte kan worden gemeten met behulp van een offline voorinstelling. De gereedschapslengte wordt de middenhoogte van het gereedschap bij het afsteken, en het is belangrijk om de middenhoogte correct te hebben, vooral bij het afsteken tot in het midden, zegt het bedrijf. Als het moeilijk is om de snijkant te zien, is er een meetvlak op het gereedschap.
Het gereedschap is geschikt voor werkstukdiameters tot 180 mm (7 inch) en snijbreedtes van 3 tot 4 mm (0,118 tot 0,157 inch).
Industrieel materiaal
- ventatieve onderhoudschecklist voor CNC-machines
- Waarom 5-assige CNC-routers onmisbaar zijn voor uw bedrijf?
- Wat is de as waarnaar wordt verwezen voor CNC-bewerking?
- Een gids voor het kopen van gebruikte CNC-machines
- Waar worden CNC-machines voor gebruikt?
- Parameters definiëren voor CNC-draaimachines
- Waarom hebben 4-assige CNC-machines de voorkeur boven andere typen?
- Bar Puller Kit voor Gang Tool CNC-draaibanken
- Twee-assige CNC-draaibanken gebouwd voor stabiliteit
- Draaicentrum voor draaien van grote onderdelen
- Waarom horizontale CNC-machines gebruiken?