


Hoe u ingeblikte cycli voor het boren kunt verbeteren
De meeste CNC-bewerkingscentra bieden twee soorten ingeblikte cycli voor het pikboren:de G73 breekt spaanjes voor smeedbare materialen en de G83 verwijdert de spanen voor diepe gaten. G73 wordt gebruikt om spanen te breken als er gaten worden geboord, waarbij de boor met regelmatige tussenpozen een klein beetje wordt teruggetrokken (bijvoorbeeld elke 0,1 inch of 2,5 mm). G83 wordt gebruikt om spanen uit de boorgroeven te verwijderen wanneer er gaten worden geboord, waarbij de boor elke drie tot vijf keer de boordiameter volledig uit het gat wordt teruggetrokken.
Wat als u diepe gaten in kneedbare materialen moet bewerken? Dit vereist een combinatie van de twee voorgeprogrammeerde cycli, en de meeste CNC's hebben hiervoor geen voorgeprogrammeerde cyclus. Met FANUC Custom Macro kunt u echter uw eigen ingeblikte boorcyclus maken en deze laten werken zoals u dat wilt. U kunt zelfs een modaal oproepcommando maken en dit laten uitvoeren met een G-code naar keuze, en annuleren met G80.
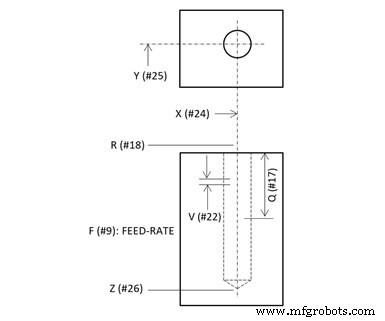
Idealiter gebruikt uw door de gebruiker gemaakte voorgeprogrammeerde aangepaste macro-cyclus dezelfde CNC-woorden en wordt deze op dezelfde manier aangeroepen als G73 en G83. Dit zorgt voor consistentie, minimaliseert verwarring en voorkomt dat programmeurs uitgebreide wijzigingen aanbrengen in huidige programma's die G73 of G83 gebruiken. Deze illustratie toont de verwante woorden voor ons voorbeeld.
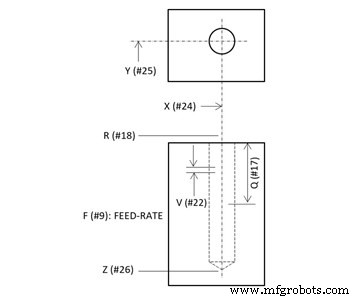
Merk op dat de gekozen letteradresargumenten overeenkomen met die gebruikt met G83, met de toevoeging van letteradres V om de spaanbrekende pikdiepte te specificeren. Hier is een voorbeeld van een aanroepprogramma dat zes gaten zal machinaal bewerken. Merk op hoe vergelijkbaar het is met een programma dat G83 gebruikt.
%
O0001
(N005 T01 M06
N010 G54 G90 S600 M03
N015 G00 X0 Y0
N020 G43 H01 Z0.1
N025 G66.1 P9010 X1.0 Y1.0 Z-3.25 R0.1 Q1.0 V0.1 F5.0
N030 X2.0
N035 X3.0
N040 Y2.0
N045 X2.0
N050 X1.0
N055 G67
N060 G91 G28 Z0 M19
N065 M30
%
G66.1 specificeert een modaal Custom Macro-oproepcommando. G67 annuleert het. Als u een speciale G-code wilt gebruiken om de modale Custom Macro aan te roepen, zeg G89, plaats dan een waarde van -89 in de door de gebruiker gemaakte G-code-parameter met betrekking tot programma O9010. Voor huidige FANUC CNC's is dit parameter 6050. De waarde 89 is het G-codenummer. Door het negatief te maken, weet de CNC dat u wilt dat het een modale aanroep naar de aangepaste macro veroorzaakt. U moet ook bevestigen dat bit 3 van parameter 6007 is ingesteld op nul om ervoor te zorgen dat de G66.1-methode voor modale Custom Macro-oproep wordt gebruikt (niet G66).
Om te annuleren met G80 in plaats van G67, maakt u een andere door de gebruiker gemaakte G-code aan. Plaats een waarde van 80 in parameter 6051. Vanaf dit punt zal de CNC programma O9011 uitvoeren wanneer G80 wordt gelezen:
%
O9011
G80 (Normale functie van G80, annuleer ingeblikte cyclus)
G67 (modaal aangepaste macro-oproep annuleren)
M99
%
Hier is de scherpe aangepaste macro:
%
O9010
(BEHOUD MODALE ARGUMENTEN)
IF[#24EQ#0] THEN #101=#5001
IF[#24NE#0] THEN #101=#24
IF[#25EQ#0] THEN #102=#5002
IF[#25NE#0] THEN #102=#25
IF[#26NE#0] THEN #103=#26
IF[#18NE#0] THEN #104=#18
IF[#17NE#0] THEN #105=#17
IF[#22NE#0] THEN #106=#22
IF[#9NE#0] THEN #107=#9
#24=#101
#25=#102
#26=#103
#18=#104
#17=#105
#22=#106
#9=#107
(CONSTANTEN)
#33=0.05 (BENADERING IN HET GAT)
#4=0,005 (CHIP BREAK INTREKBEDRAG)
(INITIALISEREN VOOR CHIP CLEARING LOOP)
#28=ROND[[ABS[#26-#18]]/#17] (AANTAL CHIP CLEARING PECKS)
#17=[ABS[#26-#18]]/#28 (HERBEREKENDE CHIP CLEARING PECK DIEPTH)
#29=#18 (HUIDIGE CHIP CLEARING PECK APROACH POS)
(INITIALISEREN VOOR CHIP BREAKING LOOP)
#31=RONDE [#17/#22] (AANTAL SPAANBREKENDE PECKS)
#22=#17/#31 (HERBEREKENDE CHIPBREKENDE PECK DIEPTE)
#32=#18-#22 (HUIDIGE CHIP BREAKING BODEMPOSITIE)
(EERSTE POSITIONERINGSBEWEGINGEN)
G00 X#24 Y#25
Z#18
(CHIP CLEARING PECK BOREN LUS)
#27=1 (TELLER VOOR SPAANVERWIJDERING PECKS)
TERWIJL [#27 LE #28] 1 DOEN
G00 Z#29 (VERPLAATSEN NAAR HUIDIGE Z-BENADERING POS)
(CHIP BREAK PECK BOOR LUS)
#30=1 (TELLER VOOR SPAANBREKENDE PECKS)
TERWIJL[#30 LE #31] 2 DOEN
G01 Z#32 F#9 (MAAK PECK)
G00 Z[#32+#4] (BREAK CHIP)
(STAP CHIPB BREAK PECK BOORLUS WAARDEN)
#30=#30+1 (STAPPENTELLER)
#32=#32-#22 (STAP HUIDIGE CHIP BREAK BODEM)
EINDE 2
G00 Z#18 (TERUGTREKKEN UIT HET GAT)
#27=#27+1 (STAPPENTELLER)
#29=#32+#22+#33
EINDE 1
M99
%
Industrieel materiaal
- Hoe kan een op betrouwbaarheid gebaseerd programma de veiligheid verbeteren?
- Drones gebruiken om de veiligheid op de werkplek te verbeteren
- De beschikbaarheid van machines berekenen en verbeteren
- Hoe schokdempers de veiligheid en duurzaamheid verbeteren
- Hoe hydraulische klemmen de productie-efficiëntie kunnen verbeteren
- Hoe de uitvoering van preventief onderhoud verbeteren?
- Hoe de opleiding van werknemers verbeteren?
- Hoe de prestaties van werknemers verbeteren?
- Hoe de machinenauwkeurigheid te verbeteren
- Hoe een straalkopmachine de productiviteit kan verbeteren
- Hoe het kunststof anodisatieproces te verbeteren?