


Wat zijn de onderdelen van een las? - Leg uit met diagram
Wanneer we lassen in detail onderzoeken, is het belangrijk om de namen van de verschillende onderdelen van een las te kennen. Gebruik de afbeelding hierboven samen met de definities om de verschillende delen van een las te begrijpen.
Hoeklas
Hoeklassen verwijst naar de verbindingen van twee stukken metaal wanneer ze loodrecht of onder een hoek (60 o tot 120 o ). Deze lassen worden gewoonlijk T-verbindingen genoemd, dit zijn twee stukken metaal die loodrecht op elkaar staan, of overlappende verbindingen, dit zijn twee stukken metaal die elkaar overlappen en aan de randen zijn gelast.
De las is driehoekig van vorm en kan een concaaf, plat of convex oppervlak hebben, afhankelijk van de techniek van de lasser. Lassers gebruiken hoeklassen bij het verbinden van flenzen aan een pijp en bij het lassen van doorsneden en wanneer bouten niet sterk genoeg zijn en gemakkelijk verslijten.
Groeflas
Groeflassen zijn ook bekend als stompe lassen wanneer twee stukken metaal zonder overlap naast elkaar worden geplaatst en vervolgens langs de verbinding worden gelast, in tegenstelling tot overlappingslassen, waarbij een stuk metaal op elkaar wordt geplaatst, of pluglassen, waarbij het ene stuk metaal wordt in het andere gestoken.
Het is belangrijk dat bij een stompe verbinding de oppervlakken van de te verbinden werkstukken op hetzelfde vlak liggen en dat het lasmetaal binnen de vlakken van de oppervlakken blijft.
Delen van las uitgelegd
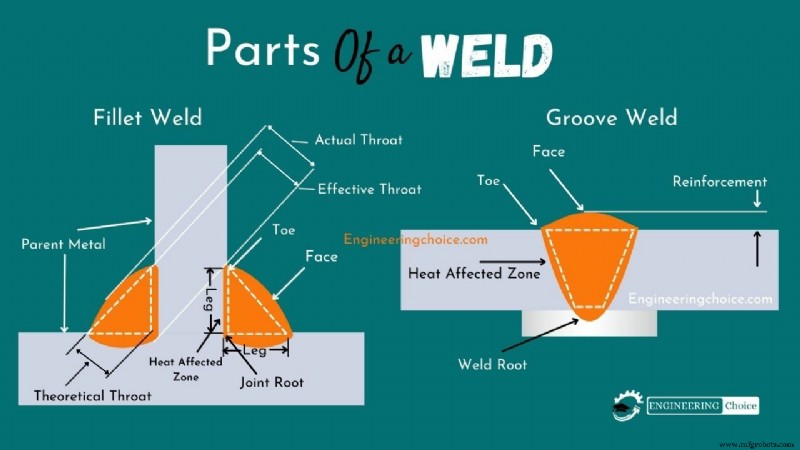
Weld Toe: Dit is gewoon uw las die de metalen stukken verbindt die u aan elkaar aan het lassen bent (het lasvlak en het metaal).
Lasvlak: Dit is de las die u maakt aan de zijkant van de metalen stukken die u aan het lassen bent met behulp van een gas- of booglasproces.
Laswortel: Zoals je kunt zien in het diagram van een las hierboven, is de basis van een las waar de onderkant of onderkant van een las het oppervlak van het basismetaal kruist.
Lasbeen: De lengte van het 'been' van de hoeklas is van de 'teen' van de hoeklas tot de verbindingswortel. Elke hoeklas heeft 2 poten.
Fusion Zone: De fusiezone is strikt het deel van materialen dat smelten heeft ondergaan. Het materiaal dat door de hitte van het lassen is gewijzigd, maar niet volledig is gesmolten (de door warmte beïnvloede zone), wordt niet als de smeltzone beschouwd. Dit is waar je wilt dat je vulmetaal doordringt en samensmelt.
Lasversterking: Zoals je in het bovenstaande diagram kunt zien, is het het extra lasmetaal dat de hoeveelheid metaal overschrijdt die je nodig hebt voor de grootte van de las.
Keel hoeklas: Als je het hebt over de keel van een las, moet je twee punten in overweging nemen:1) theoretische laskeel 2) werkelijke laskeel.
- Werkelijke keel:de kortste afstand tussen de laswortel en het oppervlak van een hoeklas.
- Theoretische keel:In de doorsnede van een hoeklas kan de afstand van het begin van de verbindingswortel loodrecht op de hypotenusa van de grootste rechthoekige driehoek worden ingeschreven. Deze afmeting is gebaseerd op de aanname dat de wortelopening gelijk is aan nul.
Wat is de grootte van de las?
- Filetlassen met gelijke beenlengte. De grootte van een gelijkbenige hoeklas is de beenlengte van de grootste ingeschreven rechter gelijkbenige driehoek. Theoretische keel =0,7 × lasgrootte.
- Ongelijke hoeklasnaden op beenlengte. De afmeting van een ongelijke hoeklasnaad is de kortere beenlengte van de grootste rechthoekige driehoek die kan worden ingeschreven in de dwarsdoorsnede van de hoeklas.
Multi-pass lassen:door hitte beïnvloede zones in de delen van een las.
De delen van een las omvatten een zogenaamde multi-pass las. Met andere woorden, u zult situaties tegenkomen waarin u meer dan één lasrups moet neerleggen om een verbinding of las te vormen...
De door warmte beïnvloede zones wanneer een stuiklas wordt gemaakt met meer dan één 'pass' (of wanneer u meer dan één laag maakt).
Het aangetaste gebied in de eerste laslaag (first pass)? Dat heet de primaire warmtezone. En de secundaire warmtezone gaat over de primaire warmtezone (of overlapt de primaire warmtezone) en wordt beïnvloed door de tweede laag of pas.
De warmte die wordt veroorzaakt door de secundaire zone van de las zorgt ervoor dat de primaire warmtezone versmelt met het basismetaal en sterker wordt door het proces dat gloeien wordt genoemd.
Naast het uitgloeiende effect op het basismetaal uit de tweede en primaire warmtezones, wordt het toevoegmetaal dat u in de eerste doorgang (uw las) hebt aangebracht, zelfs verbeterd door de warmte van de tweede doorgang of laag.
Productieproces
- Wat moet ik doen met de gegevens?!
- Wat zijn de verschillende opties voor metaalafwerking?
- Wat zijn de voordelen van 3D-printen voor metaalbewerkers?
- Wat zijn de uitdagingen van het lassen van aluminium?
- Wat zijn de voordelen van werken met een lokale metaalbewerker?
- Wat zijn de onderdelen van een las? - Leg uit met diagram
- Wat zijn de verschillende soorten metaalgraveergereedschappen?
- Wat zijn de onderdelen van een autoproductielijn?
- Wat zijn de 7 soorten technologie?
- Wat zijn de verschillende soorten prototypes?
- Wat zijn de 4 soorten fabricageprocessen?