


Algemene tips voor boorbewerkingen
Boren is een materiaalverwijderings- of snijproces waarbij het gereedschap een boor gebruikt om een gat met een cirkelvormige dwarsdoorsnede in vaste materialen te snijden. We introduceren de boortechnieken van het gebruik van koelvloeistof, spaanbeheersing, voeding en snijsnelheidsregeling, en een ruwe introductie tot de technieken voor het verkrijgen van hoogwaardige gaten en de boortechnieken voor verschillende materialen.
Gebruik van koelvloeistof
Het juiste gebruik van koelvloeistof is essentieel voor het verkrijgen van goede boorprestaties. Het heeft een directe invloed op de spaanafvoer, de standtijd en de kwaliteit van het bewerkte gat tijdens het bewerken.
1. Hoe koelvloeistof te gebruiken
1) Innerlijk koelontwerp
Het ontwerp met interne koeling is altijd de eerste keuze om spaanblokkering te voorkomen, vooral bij het verwerken van lange spaanmaterialen en het boren van diepere gaten (groter dan 3 keer de gatdiameter). Voor een horizontale boor geldt dat wanneer de koelvloeistof uit de boor stroomt, er geen onderschrijding van de snijvloeistof mag zijn over een lengte van minimaal 30 cm.

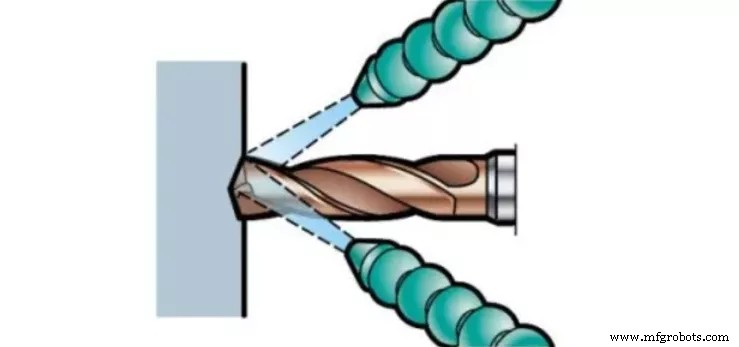
2) Ontwerp van externe koeling
Het gebruik van externe koelvloeistof kan worden gebruikt wanneer de spaanvorming goed is en de gatdiepte ondiep is. Om de spaanafvoer te verbeteren, moet er ten minste één koelmiddelmondstuk (of twee mondstukken als het een niet-roterende toepassing is) dicht bij de gereedschapsas zijn.
3) Droge boortechnieken zonder gebruik van koelvloeistof
Droog boren wordt over het algemeen niet aanbevolen.
- Het kan worden gebruikt in toepassingen met korte spaanmaterialen en een gatdiepte tot 3 keer de diameter
- Geschikt voor horizontale werktuigmachines
- Het wordt aanbevolen om de snijsnelheid te verlagen
- De standtijd van het gereedschap wordt verkort
Het wordt aanbevolen om geen droogboren te gebruiken voor:
- Roestvrij staal materiaal (ISO M en S)
- Verwisselbare bitboor
4) Hogedrukkoeling (HPC) (~70 bar)
De voordelen van het gebruik van hogedrukkoelvloeistof zijn:
- Door het verbeterde koeleffect is de standtijd langer
- Verbeter het spaanverwijderingseffect bij de verwerking van lange spaanmaterialen zoals roestvrij staal, en kan de standtijd verlengen
- Betere spaanafvoer, dus hogere veiligheid
- Zorg voor voldoende stroom volgens de gegeven druk en gatgrootte om de koelvloeistoftoevoer te behouden
2 Gebruik koelvloeistofvaardigheden
Zorg ervoor dat u een oplosbare snijolie (emulsie) gebruikt die EP (extreme pressure) additieven bevat. Om de beste standtijd te garanderen, moet het oliegehalte in het olie-watermengsel tussen 5-12% liggen (tussen 10-15% bij het verwerken van roestvrij staal en superlegeringsmaterialen). Wanneer u het oliegehalte van de snijvloeistof verhoogt, moet u controleren met een olieafscheider om ervoor te zorgen dat het aanbevolen oliegehalte niet wordt overschreden.
Als de omstandigheden het toelaten, is interne koelvloeistof altijd de eerste keuze in vergelijking met externe koelvloeistof.
De schone olie kan het smeereffect verbeteren en voordelen opleveren bij het boren van toepassingen in roestvrij staal. Zorg ervoor dat u het samen met EP-additieven gebruikt. Zowel volhardmetalen boren als boren met wisselplaat kunnen schone olie gebruiken en goede resultaten opleveren.
Perslucht, nevelsnijvloeistof of MQL (minimale smering) kunnen onder stabiele omstandigheden een succesvolle keuze zijn, vooral bij het bewerken van bepaalde gietijzers en aluminiumlegeringen. Aangezien de temperatuurstijging een negatieve invloed kan hebben op de standtijd, wordt aanbevolen om de snijsnelheid te verlagen.
Chip C controle S doden
Spaanvorming en spaanverwijdering zijn belangrijke kwesties bij het boren, afhankelijk van het materiaal van het werkstuk, de keuze van de boor-/bladgeometrie, koelmiddeldruk/capaciteit en snijparameters.
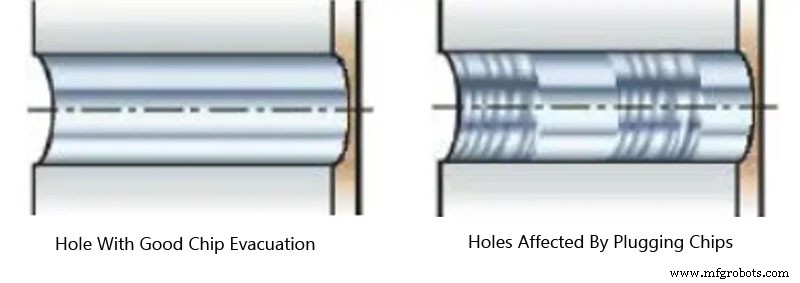
Blokkerende spanen zorgen ervoor dat de boor radiaal beweegt, wat de kwaliteit van het gat, de levensduur en betrouwbaarheid van de boor beïnvloedt, of ervoor zorgt dat de boor/het blad breekt.
Wanneer de spanen soepel uit de boor kunnen worden afgevoerd, is spaanvorming acceptabel. De beste manier om het te identificeren, is door te luisteren tijdens het boorproces. Continu geluid duidt op een goede spaanafvoer en onderbroken geluid duidt op verstopping van de spaan. Controleer de voedingskracht- of vermogensmonitor. Als er een afwijking is, kan de oorzaak verstopte chips zijn. Controleer de fiches. Als de spanen lang en gebogen zijn, maar niet gekruld, betekent dit dat de spanen verstopt zijn. Controleer het gat. Nadat de spanen verstopt zijn, ziet u een ruw oppervlak.
Tips om te vermijden Blokkeren chippen:
1) Zorg ervoor dat de juiste snijparameters en boor-/gereedschapspuntgeometrie worden gebruikt
2) Controleer de vorm van de chip - pas de voedingssnelheid en snelheid aan
3) Controleer de snijvloeistofstroom en -druk
4) Controleer de snijkant. Wanneer de gehele spaanbreker niet werkt, kan de snijkantbeschadiging/spaan lange spanen veroorzaken
5) Controleer of de bewerkbaarheid is gewijzigd vanwege de nieuwe batch werkstukken - pas de snijparameters aan
Controle van invoer en snijsnelheid
(1) De invloed van snijsnelheid Vc (m/min)
Naast de materiaalhardheid is de snijsnelheid ook de belangrijkste factor die de standtijd en het stroomverbruik beïnvloedt.
1) Snijsnelheid is de belangrijkste factor bij het bepalen van de standtijd
2) Snijsnelheid heeft invloed op vermogen Pc (kW) en koppel Mc (Nm)
3) Een hogere snijsnelheid zorgt voor een hogere temperatuur en meer flankslijtage, vooral bij de perifere gereedschapspunt
4) Bij het verwerken van sommige zachte materialen met lange spanen (dwz staal met laag koolstofgehalte), is een hogere snijsnelheid bevorderlijk voor spaanvorming
Snijsnelheid is te hoog:
- a) De flank slijt te snel
- b) Plastische vervorming
- c) Slechte gatkwaliteit en slechte gatdiameter
Snijsnelheid is te laag:
- a) Genereer opgebouwde tumor
- b) Slechte spaanafvoer
- c) Langere snijtijd
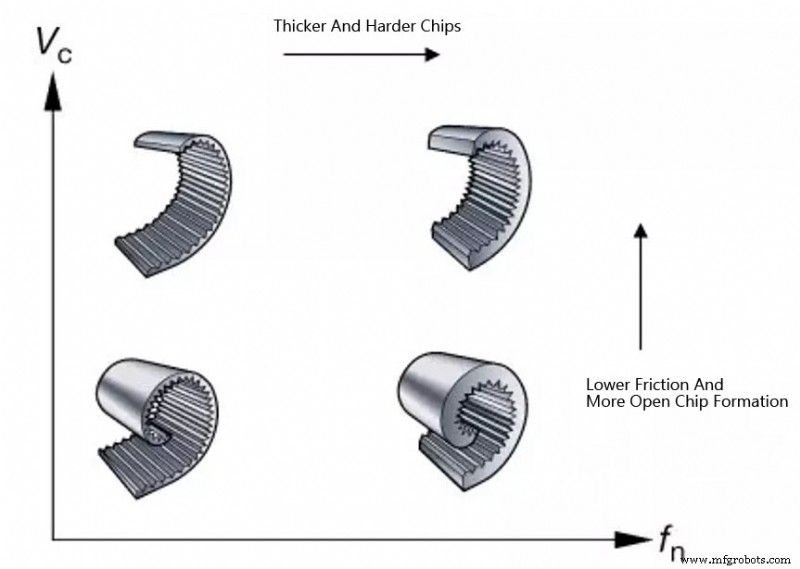
(2) De invloed van voer fn (mm/r)
1) Beïnvloeden spaanvorming, oppervlaktekwaliteit en gatkwaliteit
2) Invloed vermogen Pc (kW) en koppel Mc (Nm)
3) Hoge voeding heeft invloed op de voedingskracht Ff (N), waarmee rekening moet worden gehouden wanneer de werkomstandigheden onstabiel zijn
4) Beïnvloeden mechanische spanning en thermische spanning
Hoge invoersnelheid:
- a) Harde spaanbreking
- b) Korte snijtijd
- c) Gereedschapsslijtage is klein, maar het risico op afbrokkelen van de boorrand neemt toe
- d) De kwaliteit van het gat is verminderd
Lage invoersnelheid:
- a) Langere en dunnere chips
- b) Kwaliteitsverbetering
- c) Versnelde gereedschapsslijtage
- d) Langere snijtijd
- e) Bij het boren van dunne onderdelen met een slechte stijfheid, moet de voedingssnelheid laag worden gehouden
Tips voor het verkrijgen van gaten van hoge kwaliteit
(1) Chip verwijderen
Zorg ervoor dat de spaanafvoerprestaties voldoen aan de vereisten. Spaanverstopping beïnvloedt de gatkwaliteit, betrouwbaarheid en standtijd. De geometrie van de boor/wisselplaat en snijparameters zijn van cruciaal belang.
(2) Stabiliteit, gereedschapsklemming
Gebruik de kortst mogelijke boor. Gebruik de verfijnde stijve gereedschapshouder met de kleinste slingering. Zorg ervoor dat de machinespil in goede staat is en nauwkeurig is uitgelijnd. Zorg ervoor dat de onderdelen vast en stabiel zijn. Pas de juiste voeding toe voor onregelmatige oppervlakken, hellende oppervlakken en dwarsgaten.
(3) Levensduur gereedschap
Controleer de slijtage van het blad en stel het programma voor het beheer van de standtijd in. De meest effectieve methode is om een voedingskrachtmonitor te gebruiken om het boren te controleren.
(4) Onderhoud
Vervang de compressieschroef van het mes regelmatig. Maak de meshouder schoon voordat u het mes vervangt en zorg ervoor dat u een momentsleutel gebruikt. Overschrijd de maximale slijtage niet voordat u de volhardmetalen boor opnieuw slijpt.

Boortechnieken voor verschillende materialen
1. Boorvaardigheden met laag koolstofstaal
Voor koolstofarme staalsoorten die vaak worden gebruikt voor het lassen van onderdelen, kan spaanvorming een probleem zijn. Hoe lager de hardheid, het koolstofgehalte en het zwavelgehalte van het staal, hoe langer de geproduceerde spanen.
1) Als het probleem te maken heeft met spaanvorming, verhoog dan de snijsnelheid vc en verlaag de voeding fn (houd er rekening mee dat bij het verwerken van gewoon staal de voeding moet worden verhoogd).
2) Gebruik hogedruk- en interne koelvloeistoftoevoer.
2. Boortechnieken voor austenitisch en duplex roestvast staal
Austenitische, duplex en super duplex materialen kunnen problemen veroorzaken met betrekking tot spaanvorming en spaanafvoer.
1) De juiste geometrie is erg belangrijk, omdat hierdoor de spanen correct kunnen worden gevormd en ze kunnen worden afgevoerd. Over het algemeen kunt u het beste een scherpe snijkant gebruiken. Als het probleem te maken heeft met spaanvorming, zorgt het verhogen van de feed fn ervoor dat de spaan sneller breekt.
2) Innerlijk koelontwerp, hoge druk.
3 CGI (compact graphite gietijzer) boorvaardigheden
CGI vereist meestal geen speciale aandacht. Het produceert grotere spanen dan grijs gietijzer, maar de spanen zijn gemakkelijk te breken. De snijkracht is hoger en heeft daardoor invloed op de standtijd. Noodzaak om super slijtvaste materialen te gebruiken. Er is dezelfde typische gereedschapspuntslijtage als bij alle gietijzeren.
1) Als het probleem te maken heeft met spaanvorming, verhoog dan de snijsnelheid Vc en verlaag de voeding fn.
2) Innerlijk koelontwerp.
4. Boorvaardigheden van aluminiumlegeringen
Braamvorming en spaanafvoer kunnen een probleem zijn. Het kan ook leiden tot een kortere standtijd als gevolg van plakken.
1) Gebruik een lage voeding en een hoge snijsnelheid om de beste spaanvorming te garanderen.
2) Om een korte standtijd te voorkomen, moeten mogelijk verschillende coatings worden getest om kleven tot een minimum te beperken. Deze coatings kunnen diamantcoatings bevatten of helemaal geen coatings (afhankelijk van de ondergrond).
3) Gebruik hogedrukemulsie of nevelkoelvloeistof.
5. Boorvaardigheden van titaniumlegering en legeringen op hoge temperatuur
De werkverharding van het gatoppervlak beïnvloedt de daaropvolgende processen. Het is moeilijk om goede spaanafvoerprestaties te verkrijgen.
1) Bij het kiezen van een geometrie voor het bewerken van titaniumlegeringen, is het het beste om een scherpe snijkant te hebben. Bij het bewerken van legeringen op nikkelbasis is een robuuste geometrie essentieel. Als er een probleem is met het harden van het werk, probeer dan de voedingssnelheid te verhogen.
2) Hogedruk koelvloeistof tot 70 bar verbetert de prestaties.
6. Boorvaardigheden in gehard staal
Zorg voor een acceptabele standtijd.
1) Verlaag de snijsnelheid om de hitte te verminderen. Pas de invoersnelheid aan om acceptabele en gemakkelijk uit te werpen spanen te verkrijgen.
2) Gemengde emulsie met hoge concentratie.
Productieproces
- es van koelvloeistof voor CNC-bewerking
- 12 tips om uw CNC-bewerkingsbedrijf te laten groeien
- Tips voor het bewerken van kleverige materialen
- Bewerking van technische kunststoffen en PCB's voor elektronica
- Metaal bewerken:6 tips voor het boren van roestvrij staal
- 4 tips onder de radar voor 5-assige CNC-productiviteit
- Diepgatboren en machinale bewerking:kenmerken, moeilijkheden en tips
- 7 tips voor betere CNC-gefreesde onderdelen
- 5 veelvoorkomende toepassingen voor kunststof CNC-bewerking
- 3 tips om de kosten van CNC-prototyping te verlagen
- Tips voor CNC-bewerkte onderdelen met bewerking van ondersnijdingen