


Glazen ornament
Achtergrond
Toen kerstbomen nog een nieuwe gewoonte waren, werden inventieve methoden ontwikkeld om bomen met zoveel mogelijk licht te decoreren. Er werd natuurlijk gebruik gemaakt van echte lampen, van kaarsen tot elektrische lampen; maar om de schittering te vergroten en te fascineren werden de jonge, metalen klatergoud en glazen kerstballen accessoires voor de goedgeklede kerstboom. Glazen ornamenten waren een Europese uitvinding en huisnijverheid vanaf de opkomst van de kerstboom in het midden van de 19e eeuw tot de Tweede Wereldoorlog. Toen de Europese voorraden door de oorlog waren gedoofd, werd de vervaardiging van glazen ornamenten een massaproductie-industrie in de Verenigde Staten. Meer recentelijk hebben exclusieve ontwerpers een vraag gecreëerd naar fantasierijke en kleurrijk gedecoreerde ornamenten.
Geschiedenis
Kransen en slingers gemaakt van kruiden en evergreens maken al duizenden jaren deel uit van vieringen. Vooral op winterfestivals stonden geurige groenblijvende planten die het eeuwige leven symboliseerden. Van de Hebreeën, Grieken, Romeinen en Druïden leenden vroege christenen de symboliek van hulst, maretak, buxus, rozemarijn, laurier en de kerstboom. In Europa werden levende bomen in kuipen geplant en naar binnen gehaald om de bewoners te inspireren. Binnen- en niet-versierde kerstbomen werden al in 1521 in Europa gedocumenteerd. Rond 1755 werden kerstbomen algemeen populair in Europa, en ook rond deze tijd werden ze gewoonlijk versierd met snoep, fruit, vergulde noten, poppen en andere speelgoed en christelijke symbolen, waaronder figuren van het Christuskind.
De gemalin van koningin Victoria, prins Albert, wordt over het algemeen gecrediteerd met het importeren van de kerstboomgebruik uit zijn geboorteland Duitsland in 1841. Duitse immigranten, waaronder Hessische soldaten, brachten het erfgoed van de kerstboom naar Amerika. Op kerstmarkten in Europese steden en dorpen werd bladgoud verkocht voor het vergulden van fruit en noten, gedroogde vruchten zoals vijgen en pruimen, snoeren van glaskralen, tissuepapier, allerlei klein speelgoed, van stokpaardjes tot trommels en soldaten, en kleine cakejes en sprankelende marsepein snoep speciaal voor het versieren van de kerstboom. Er werden ook miniatuurkaarsen gemaakt voor bomen, en er werden metalen clips gemaakt om de kaarsen op de takken te houden en de hete wasdruppels op te vangen.
De jaarlijkse kerstmarkten toonden de groeiende vraag naar boomversieringen en families zochten erfstukken die konden worden doorgegeven aan volgende generaties. In de Victoriaanse tijd, en zowel in Europa als in de Verenigde Staten, begonnen kerstverlichting van glas de gevaarlijke kaarsen te vervangen. Deze lampjes waren kleine lampjes gemaakt van stukjes gekleurd glas en opgehangen met lussen van draad. Elke lamp bevatte een lont en olie die op water dreef. Sommige lampen waren van mondgeblazen glas en andere van glas met een patroon waren populair omdat ze sprankelend licht weerkaatsten.
Rond 1850-1860 vervingen glazen ornamenten de meeste eetbare versieringen op bomen. In het Thüringer gebergte van Midden-Duitsland bloeide een "cottage-industrie" op, waar boerenfamilies mondgeblazen glazen ornamenten maakten. Het maken van glas was bijvoorbeeld een traditie in de stad Lauscha, die in de jaren 1860 haar vervaardiging tot ornamenten maakte. In een typisch glasblazersgezin bliezen de vader en volwassen mannen glazen buizen die boven een bunsenbrander werden verwarmd in ornamentvormen. De andere familieleden brachten een zilvernitraatoplossing aan de binnenkant van de ornamenten aan, zodat ze het licht zouden weerkaatsen. Planken met rijen spijkers erin werden aan het plafond van het huisje gehangen en de gecoate ornamenten (met stelen van glazen buizen nog steeds bevestigd) werden omgekeerd over de spijkers en 's nachts gedroogd. Elk ornament werd vervolgens in felgekleurde lak gedoopt en versierd met verf of mooie hulpstukken zoals lint, gesponnen glas of veren. De glazen steel werd gesneden en er werd een metalen hanger aan bevestigd.
Ballen en ovalen domineerden weliswaar, maar door het maken van gips- of metalen mallen waarin het glas werd geblazen, werden veel fantasievolle vormen bedacht. Vooral jachthoorns, rookpijpen, uitgebreide bellen, delicate vazen en vogels met staarten van gesponnen glas werden gekoesterd. De kleuren van deze vroege ornamenten imiteerden die van de gekleurde suikers die werden gebruikt om zoetwaren te versieren met versierde bomen van vorige generaties. Ondernemers, zoals Frank W. Woolworth, en winkeleigenaren die klanten tot ver buiten hun winkelpuien bereikten via catalogi, hielpen de sprankeling van glazen ornamenten in de Verenigde Staten te verspreiden.
Duitsland was tot 1925 de exclusieve producent van glazen ornamenten. Duitse ornamenten kwamen voor het eerst naar Amerika als gewaardeerde delen van het erfgoed van immigranten. Later werden de ornamenten geïmporteerd. In 1925 was Japan het volgende land dat aanzienlijke hoeveelheden ornamenten produceerde; de huisnijverheid was ook geschikt voor Japanse gezinnen. Tsjechoslowakije en Polen, beide landen met sterke glastradities, kwamen eind jaren twintig op de markt. In 1935 importeerden de Verenigde Staten meer dan 250 miljoen handgemaakte ornamenten, maar hadden ze nog steeds geen eigen industrie. In 1939 sloot het begin van de Tweede Wereldoorlog in Europa de leveringen van glazen ornamenten af, naast vele andere Europese importen. Corning Glass Works in New York stapte in de ornamentiek. Corning was bedreven in de productie van gloeilampen, die een lintmachine gebruikten om gesmolten glas door een eindeloze reeks vormen te laten stromen. De machine was in 1926 ontwikkeld en door deze aan te passen aan de glasvormen die nodig waren voor ornamenten, kon Corning meer dan 2000 ornamentballen per minuut produceren; en ongeveer 100 miljoen ornamenten per productiejaar zouden kunnen worden gegenereerd door lintmachines in de Corning Works. Tegenwoordig worden ornamenten volgens dezelfde methode in massa geproduceerd of met de hand gemaakt met geblazen glas en speciaal ontworpen mallen zoals ze al meer dan 100 jaar worden gemaakt.
Grondstoffen
Grondstoffen voor ornamenten zijn hetzelfde, of ze nu met de hand of machinaal zijn gemaakt. Glas, in bulkvorm voor de fabricage van lintmachines, of in slanke buizen in verschillende maten of maten om te blazen, is het basismateriaal. De binnenste reflecterende coating wordt verzilveringsoplossing genoemd; de chemische samenstelling ervan varieert van fabrikant tot fabrikant en is in moderne productie eigendom van eigendom. Lakken, verf, glazuurpoeder, glitter en een grote verscheidenheid aan hulpstukken van andere materialen (stof, lint, zijden bloemen, glaskralen, enz.) worden gebruikt om de vormen te versieren. Metalen haken worden door gespecialiseerde fabrikanten uit tin of aluminium geponst, net als metalen haken die in de haken worden gemonteerd.
Ontwerp
In massa geproduceerde ornamenten hebben de neiging om meer standaard van vorm te zijn dan de ornamenten die door exclusieve ontwerpers worden geproduceerd. Ballen en ovalen zijn de meest voorkomende in massa geproduceerde ontwerpen; maar boomtoppers, boomvormen, bellen, tranen, sterren en ijspegels behoren tot de gebruikelijke vormen die op grote schaal kunnen worden gevormd en afgewerkt. Voor de kunstenaars die verzamelbare ontwerpen maken, zijn hun ornamentvormen, -maten en -kleuren net zo grenzeloos als hun verbeeldingskracht. De wereldberoemde ontwerper Larry Fraga van Dresden Dove verklaart dat de enige vereiste voor het ontwerpen van ornamenten is "een kind in hart en nieren zijn". Zijn kauwgomkleuren en humoristische ontwerpen hebben hem in het hogere echelon van ornamentkunstenaars gebracht die worden ingehuurd om exclusieve ornamenten te produceren voor grote warenhuizen, om te verschijnen bij signeerevenementen en om limited editions met de hand te schilderen die een topdollar opbrengen in een $ 800-miljoen- industrie per jaar.
Het fabricageproces
In massa geproduceerde ornamenten
- In de fabriek worden grote hoeveelheden glas gesmolten en in een lint over een reeks mallen gevloeid.
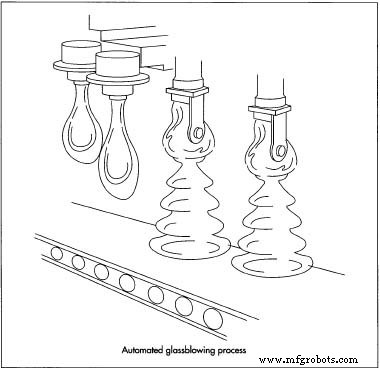
 Schema van een typisch geautomatiseerd glasblaasproces.
Schema van een typisch geautomatiseerd glasblaasproces. - Terwijl elke mal voor de glasstroom op zijn plaats komt, wordt perslucht in de mal geblazen om het glas te dwingen de vorm van de mal gelijkmatig aan te nemen. Er wordt helder glas gebruikt en de afmetingen variëren van ongeveer 1,75-5 inch (4,4-13 cm) in diameter.
- De ornamenten gaan met een transportband naar stations waar ze aan de binnenkant gecoat zijn met een verzilveringsoplossing om de spiegelachtige reflecterende eigenschappen te bieden die door de buitenste coatings heen te zien zijn.
- Vervolgens worden ze aan de buitenkant gecoat door ze in een witte ondervacht of basislaag te dompelen.
- Nadat de ondervacht is opgedroogd, worden de ballen per transportband naar het verfstation getransporteerd waar ze in lak worden gedompeld. Rood en blauw zijn de meest voorkomende kleuren.
- Decoraties kunnen machinaal of met de hand worden toegevoegd en kunnen geverfde ontwerpen, glazuur, glitter of gelijmde versieringen bevatten. Glasfabrikanten kunnen ook gesponnen glas of glasvezel produceren om de ornamenten te versieren. Effen ornamenten zijn ook gemaakt voor degenen die graag hun eigen ornamenten thuis willen versieren.
- Metalen sluitingen en haken zijn geprefabriceerd naar de standaardafmetingen van de ornamenttoppen en worden machinaal bevestigd nadat de ornamenten zijn versierd; ze zijn gemaakt van lichtgewicht metaal zoals aluminium of tin, zodat ze niet te zwaar zijn voor het ornament.
- De afgewerkte bollen worden vervolgens overgebracht naar pakstations waar speciaal ontworpen verpakkingsmateriaal wordt gebruikt om de ornamenten voor de verkoop te beschermen en uit te stallen.
Handgemaakte ornamenten
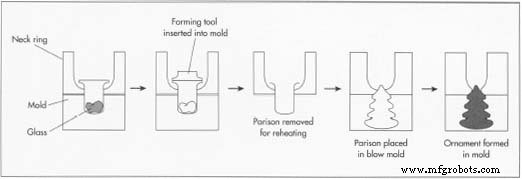
- De moderne glasblazer begint met de productie van een handgemaakt ornament met buizen van glas vervaardigd door leveranciers. De vakman kan de buizen smelten of snijden tot de gewenste hoeveelheid glas die nodig is voor een specifiek ornament. Door de buis over een door gas aangedreven toorts te draaien, wordt een deel van het glas zachter en op een relatief uniforme temperatuur gehouden.
- Wanneer het glas klaar is om te worden gegoten, drukt de operator een voetpedaal in dat de mal opent. De mallen kunnen gemaakt zijn van gips, gietijzer, grafiet of porselein. Ze kunnen conventionele of zeer gedetailleerde vormen hebben die door laserstralen in de mallen worden geëtst. Het zachte glas wordt in de mal gestoken terwijl de blazer op de glasblaaspijp blaast om het glas uit te zetten zodat het in de mal past; de glasbewerker heeft drie seconden om dit proces te voltooien, want zodra het glas de mal raakt, koelt het af en vormt het zich. Het afgewerkte object heeft alle details van de mal en wordt hard gieten genoemd. Het heeft ook nog steeds een stuk buis dat een steel wordt genoemd en aan de bovenkant is bevestigd, zoals een stijve pop op een stok.
Massaproducenten van ornamenten beweren dat handgeblazen ornamenten het inherente nadeel hebben dat de dikte van het glas mogelijk niet uniform is, waardoor het onderhevig is aan breuk. In feite hebben de bekwame kunstenaars in Duitsland de combinatie van glas en glasblazen zo geperfectioneerd dat handgemaakte ornamenten duurzamer kunnen zijn.
 Grote hoeveelheden glas worden gesmolten en in een lint over een reeks vormen gegoten.
Grote hoeveelheden glas worden gesmolten en in een lint over een reeks vormen gegoten. - In de volgende stap wordt een verzilveringsoplossing langs de steel geïnjecteerd en rondgewerveld om de binnenkant van het ornament te coaten; de verzilveringsoplossing kan worden weggelaten om een doorschijnend ornament te produceren dat alleen de kleur van de buitenste verf aanneemt en minder reflecterend is. Het verzilverde harde gietstuk wordt in een witte ondervacht gedompeld en gedroogd.
- Designer ornamenten gebruiken een palet van kleuren en details om hun uniciteit te bereiken. De verf die voor ornamenten wordt gebruikt, droogt langzaam en heeft de neiging om samen te lopen, dus de ornamenten moeten op een hinkelende manier worden geverfd, waarbij aangrenzende gebieden onaangeroerd blijven totdat de geverfde gebieden droog zijn. Later schildert de kunstenaar de afwisselende vlakken. Decoraties zoals glitter en ballo, een glitterachtige substantie die lijkt op fijne suikerkristallen, worden aangebracht nadat de verf is opgedroogd.
- Een gewone glassnijder wordt vervolgens gebruikt om de steel van het ornament te snijden en de metalen dop of pal wordt op zijn plaats op de resterende stomp geklikt. Labels en speciale verpakkingen om het individuele ornament te identificeren en te beschermen, worden vóór verzending toegevoegd.
Kwaliteitscontrole
De kwaliteitscontrole in de ornamentfabriek wordt gewaarborgd door inspecties en tests in verschillende productiestadia. Verschillende instrumenten bewaken de werking van de lintglasmachine en zorgen voor een uniforme temperatuur en viscositeit (stroom) van het gesmolten glas. Nadat de ornamenten zijn gegoten, worden sommige geselecteerd voor testen in een persmachine om te verifiëren dat de wanden van de ornamenten uniform zijn en minder onderhevig aan breuk. Ook de kwaliteit bij het aanbrengen van coatings en decoraties wordt steekproefsgewijs gecontroleerd.
Voor handgemaakte ornamenten is de kwaliteitscontrole in handen van de ontwerper die opdracht heeft gegeven tot de productie van de ornamenten. De glasblazers en ambachtslieden die tijdens het proces met de ornamenten omgaan, worden per stuk betaald, dus kwantiteit is voor de arbeiders vaak belangrijker dan kwaliteit. Als er echter aanzienlijke hoeveelheden van de ornamenten worden geretourneerd, verliest de fabrieksexploitant zijn winst. Het is dus in zijn eigen belang om fouten in de behandeling van de ornamenten te corrigeren.
Bijproducten/afval
Er zijn geen echte bijproducten van de vervaardiging van glazen kerstversieringen, hoewel de ornamenten zelf mogelijk zijn ontstaan als bijproducten van andere soorten glasfabricage. Verspilling is minimaal, hoewel er een aanzienlijke hoeveelheid breuk is. Stengels, glazen buizen en gebroken ornamenten kunnen worden gerecycled voor gebruik door andere soorten glasfabrieken.
De Toekomst
Het ontwerp en de productie van glazen ornamenten voor kerstbomen is een enorme industrie geworden, dankzij levendige nieuwe kleuren, creatieve en slimme ontwerpen, een hernieuwde belangstelling voor het unieke karakter van handgeblazen en versierde ornamenten, en de explosie van de vakantie-industrie in het algemeen . Niet alleen worden ornamenten gewaardeerd als familieherinneringen en erfstukken, maar er zijn ook veel verzamelaars die op zoek zijn naar unieke ornamenten voor weergave het hele jaar door.
Ontwerpen zijn verder gegaan dan traditionele kerstthema's en omvatten andere tradities en een aanzienlijke variëteit van bedreigde diersoorten, fictieve personages, uitgebreide boomtoppers en regenbogen tot aids en andere bewustzijnslinten. Andere landen met sterke glastradities en inventief handwerk hebben de bloeiende markt betreden, waarbij Tsjechoslowakije, Rusland en Italië hun intrede hebben gedaan op dit gebied. Designhuizen organiseren vaak recepties waar verzamelaars de ontwerpers kunnen ontmoeten voor het signeren van ornamenten, en beperkte edities van het werk van ontwerpers garanderen hun verzamelbaarheid en waarde. Met een vermenging van rijke tradities als achtergrond en artistieke genieën die het ontwerpfront leiden, vormen glazen ornamenten de voorhoede van de vakantiebusiness.
Productieproces