


Uitgebreide gids voor spuitgietpoorttypes en beste ontwerppraktijken
Het kiezen van de juiste poort is cruciaal voor het verkrijgen van hoogwaardige kunststof onderdelen. Elk poortontwerp biedt duidelijke voordelen op het gebied van doorstroming, afwerking en productie-efficiëntie. Hieronder vindt u een gedetailleerd overzicht van de meest voorkomende poorttypes, samen met praktische richtlijnen over plaatsing, afmetingen en toepassing.
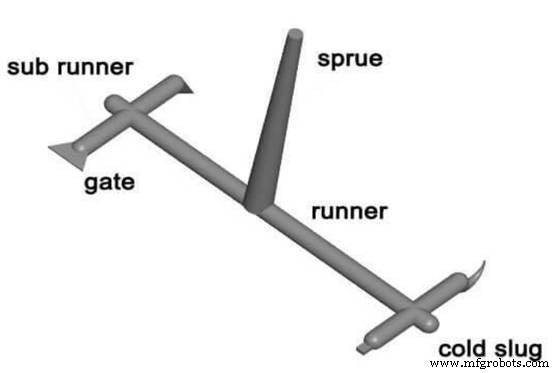
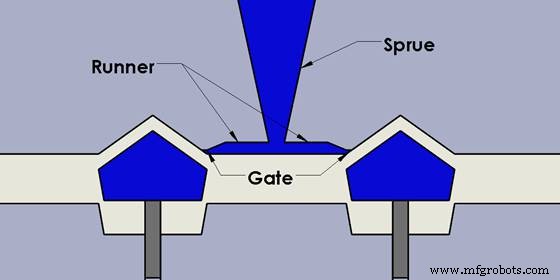
1. Directe of Sprue-poorten
Directe (sprue) poorten zijn de eenvoudigste en meest gebruikte. Het gesmolten plastic stroomt rechtstreeks van de aanspuiting naar de holte, waardoor grote volumes snel kunnen worden gevuld met minimale druk en korte toevoertijden. Ze zijn ideaal voor niet-esthetische onderdelen met diepe holtes, zoals behuizingen van apparaten, bakken en printers.
Hoewel ze kosteneffectief zijn, laten deze poorten een zichtbare markering achter die handmatig moet worden bijgesneden, wat kan leiden tot nabewerkingstijd en oppervlaktevlekken.
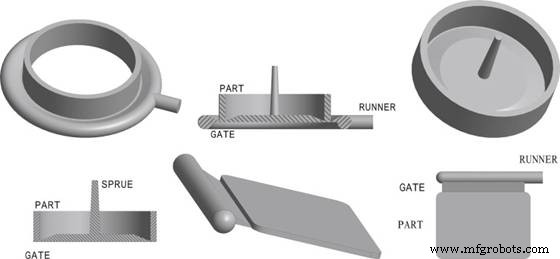
2. Randpoorten
Randpoorten bevinden zich langs de omtrek van het onderdeel en creëren een duidelijke, gemakkelijk verwijderbare markering. Hun grotere doorsnede bevordert een soepele stroming, waardoor ze geschikt zijn voor vlakke of middeldikke componenten waar de esthetiek minder kritisch is.
Ze vereisen geen speciale hars en hun eenvoudige geometrie houdt de gereedschapskosten laag.
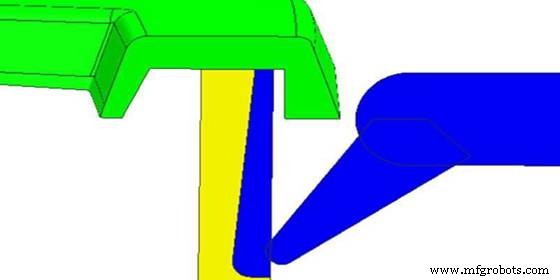
3. Onderzeese (tunnel)poorten
Onder de scheidingslijn geplaatst, voeden onderzeese poorten de holte van onderaf, waardoor automatisch trimmen tijdens het uitwerpen mogelijk is. Het smalle kanaal beperkt het smeltvolume, waardoor ze het beste geschikt zijn voor kleine, nauwkeurige onderdelen.
Het gebruik ervan op grote onderdelen kan de cyclustijden verlengen en tot afschuivingsgerelateerde oppervlaktedefecten leiden.
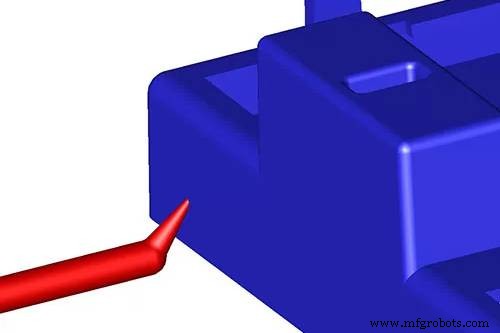
4. Cashewpoorten
Cashewpoorten hebben de vorm van een walnoot en reiken tot in krappe of onregelmatige gebieden waar conventionele tunnels niet bij kunnen. Hun gebogen geometrie vereist een zorgvuldig ontwerp om vervorming tijdens het verwijderen van onderdelen te voorkomen.
Omdat ze niet beperkt zijn tot een specifieke hars, zijn cashewpoorten veelzijdig voor complexe geometrieën.
5. Diafragmapoorten
Membraanpoorten lopen taps toe vanaf de onderkant van de poort, waardoor laslijnen op hoekige delen worden geminimaliseerd. Ze zorgen voor een gelijkmatige stroming voor grotere componenten en werken goed met de meeste harssoorten.
Door temperatuur, snelheid en druk te regelen, zorgen membraanpoorten voor gladde oppervlakken en minder defecten.
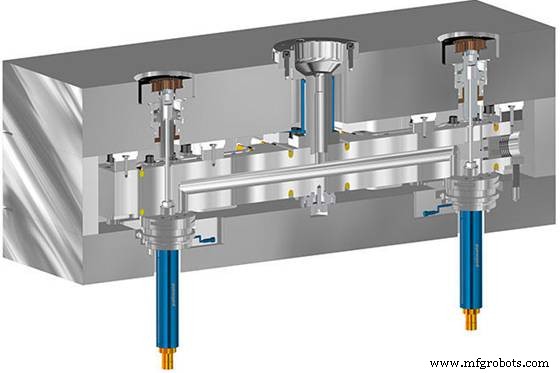
6. Hot-Runner-kleppoorten
In hotrunnersystemen houden kleppoorten de smelt op een constante temperatuur en druk. Een intrekbare pin regelt de doorstroming:door aan de pin te trekken komt de smelt vrij, door hem terug te duwen wordt het overtollige materiaal terug in de mal geduwd, waardoor vorming van poortjes wordt voorkomen.
Deze nauwkeurige besturing verhoogt de efficiëntie en maakt onafhankelijk beheer van meerdere poorten mogelijk.
7. Hot-Runner thermische poorten
Thermische poorten functioneren zonder klep en rusten net boven de scheidingslijn. Wanneer de stroom stopt, vormt de resterende smelt een “koude slak” die in de holte smelt wanneer de volgende injectie begint, waardoor het trimmen van de poort wordt geëlimineerd.
Ze zijn compatibel met een breed scala aan harsen en zijn vooral voordelig voor productie met grote volumes en hoge snelheid.
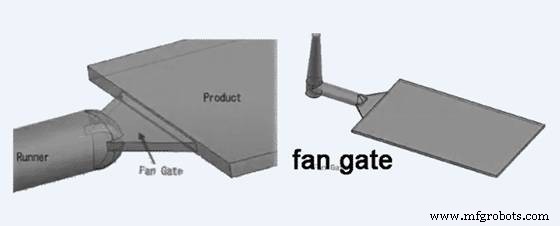
8. Ventilatorpoorten
Ventilatorpoorten hebben een brede, bredere opening die zorgt voor een uniforme dikte over grote of vlakke delen. Hun ontwerp vermindert richtingsspanning en vloeisporen, waardoor ze ideaal zijn voor polycarbonaat en andere zeer heldere kunststoffen.
9. Pinpoorten
Pinpoorten zijn klein en bevinden zich vaak in de buurt van uitwerppennen aan de B-zijde van de mal. Hoewel ze de poortgrootte verkleinen, kunnen ze het afval vergroten vanwege de grote runner die nodig is, waardoor ze het beste zijn voor specifieke mallen met meerdere platen.
Houd bij het selecteren van een poort rekening met de volgende kritische factoren:
Poortplaatsing
Plaats de poort in de diepste doorsnede om een gelijkmatige doorstroming te bevorderen en holtes te minimaliseren. Vermijd het plaatsen van poorten in de buurt van gebieden met hoge spanning die de integriteit van de onderdelen in gevaar kunnen brengen.
Poortgrootte
Kies een poortafmeting die de schuifverwarming en de stromingsdruk in evenwicht houdt. Te klein vergroot de schuifkracht, terwijl te groot overmatige drukpieken kan veroorzaken.
Onderdeelvorm en afwerking
Stem het poortontwerp af op de geometrie van het onderdeel en de gewenste oppervlaktekwaliteit. Cashewpoorten blinken bijvoorbeeld uit met kleine, ingewikkelde onderdelen die een gladde afwerking vereisen.
Veelgestelde vragen
Waar moet de poort geplaatst worden? Installeer het in het diepste gedeelte, aan één kant van de mal, om een optimale doorstroming te garanderen en stress te verminderen.
Wat zijn de basisstappen van spuitgieten? Klemmen → Injectie → Koeling → Uitwerpen.
Welke defecten zijn typisch? Als het poortontwerp of de procesparameters niet optimaal zijn, kunnen zinksporen, vloeilijnen, kromtrekken, delaminatie, korte schoten en jetting optreden.
Industriële technologie
- 5 cyberbeveiligingstips om fabrikanten veilig te houden in 2017
- Vijf dingen waar onderhoudsmanagers naar moeten zoeken in een CMMS
- AI-revolutie:hoe kunstmatige intelligentie de moderne sport vormgeeft
- Drie manieren waarop fabrikanten hun service dit jaar zullen uitbreiden
- Succesverhaal:training van personeel verhoogt omzet voor groeiende luchtvaartactiviteiten
- Inzendingen beheersen:bewezen blauwdruk voor bouwsucces in 2026
- Casestudy:voor succes Micromechanica maakt gebruik van een complete systeembenadering
- Hoe zijn printplaatassemblages geëvolueerd?
- Hoe is het om met RapidDirect te werken? Een overzicht van de klantervaring
- Voor marketingbureaus:stimuleer meer omzet voor uw industriële klanten en word een gecertificeerd Thomas-bureau of wederverkoper
- Klanten vinden voor uw CNC-machinewerkplaats met behulp van digitale marketing