


Whitepaper:Krachten bij het malen van kruipvoer begrijpen om kosten te verlagen en consistentie te verbeteren
Een van de belangrijkste voordelen van sluipend slijpen is de combinatie van snelle materiaalverwijdering met de mogelijkheid om een nauwkeurig geslepen oppervlak te genereren op moeilijk te slijpen materialen. Doorgaans resulteert slijpen met kruipvoeding in een lagere onvervormde spaandikte ten opzichte van vlakslijpen, waardoor de oppervlakteafwerking op het werkstuk wordt verbeterd en de wielslijtage wordt verminderd. Dit voordeel gaat echter gepaard met een aantal nadelen. Creepfeed-slijptoepassingen hebben de neiging om meer kracht te trekken en hebben hogere krachten. Daarom vereist het spindels met een hoger vermogen en robuuster ontworpen machines en armaturen dan traditionele vlakslijptoepassingen.
Bij het ontwikkelen van nieuwe toepassingen voor slijpen met kruipvoeding kan het in rekening brengen van de slijpkrachten gunstig zijn om een adequaat opspanontwerp, klemdrukken en onderdeelondersteuning te garanderen. Ze beïnvloeden ook wielspecificaties en procesomstandigheden. Dit artikel belicht enkele van de basiskrachten die kunnen worden berekend bij kruiptoevoerslijpen, en wordt afgesloten met een voorbeeldtoepassing.
Krachten bij het malen van kruipvoer
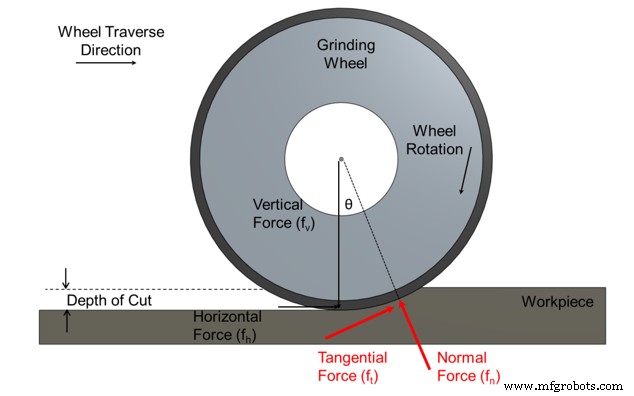
Overweeg een eenvoudige 2D kruipgang zoals getoond in Figuur 1 . In deze toepassing zijn er twee primaire krachten die op het wiel inwerken - tangentiële kracht en normaalkracht. De normaalkracht (fn) is de kracht die wordt uitgeoefend loodrecht op het contactgebied tussen het wiel en het werkstuk, en de tangentiële kracht (ft) is de kracht die evenwijdig aan het contactgebied tussen het wiel en het werkstuk wordt uitgeoefend. De grootte en richting van de slijpkrachten bepalen de ontwerpvereisten voor opspanning, werkstukopspanning en systeemstijfheid. De richting van deze krachten is een bijzonder belangrijke overweging voor processen waarbij het raakpunt tussen het wiel en het werkstuk tijdens het slijpproces kan veranderen, wat resulteert in een verandering in de richting van de slijpkrachten, bijvoorbeeld bij 5-assige slijpbewerkingen.
De tangentiële kracht is de kracht die nodig is om de snelheid van het wiel te handhaven terwijl het onder de gegeven wrijvings- en snijkrachten met het werkstuk in aangrijping is. Het is de som van de schurende snijkrachten (d.w.z. krachten die nodig zijn om materiaal te verwijderen) en wrijvingskrachten tussen de korrels, spanen en wielbindingsmateriaal. De tangentiële kracht wordt beïnvloed door de smering van het koelmiddel, de scherpte van de slijpschijf, de korreldichtheid, de materiaaleigenschappen van het werkstuk en het wielprofiel.
Het is mogelijk om de tangentiële krachten te berekenen (Ft ) werkt op twee manieren op het wiel bij kruipvoeding. De eerste is rechtstreeks van het vermogen van de slijpspil en de snelheid van het wiel, zoals weergegeven:

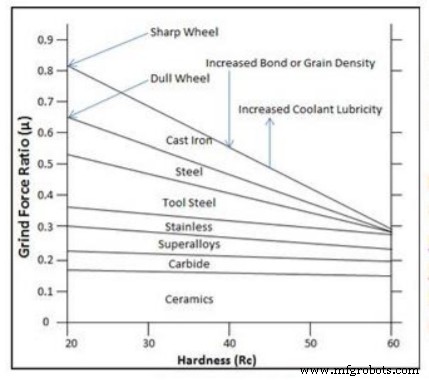
Waar vermogen is in pk, Ft is in lbf , Vs is de wielsnelheid (in sfpm) en 33000 (lb*ft/min/hp) is de conversiefactor. Op het contactpunt zijn de normaal- en tangentiële krachten op het wiel gelijk en tegengesteld aan de krachten die op het werkstuk werken, dus deze vergelijkingen kunnen ook worden gebruikt om krachten op het werkstuk te berekenen. Zodra de tangentiële kracht bekend is, kan de normaalkracht worden geschat door de verhouding van de wrijvingscoëfficiënt. De grafiek in Figuur 2 toont de wrijvingscoëfficiënt als functie van de hardheid voor verschillende materialen. De meeste superlegeringen en staalsoorten met een hoge sterkte hebben een wrijvingscoëfficiënt tussen 0,25 en 0,40.
Eenmaal μ en Ft bekend zijn, kan de normaalkracht worden geschat met de vergelijking: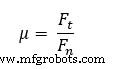
Een tweede methode om de tangentiële kracht te meten is om een dynamometer te gebruiken en de verticale en horizontale krachten tijdens het slijpen te meten. Dan, de vectorhoek van de normaalkracht kennen (θ - zie Figuur 1 ), kunnen de normaal- en tangentiële krachten worden berekend met de volgende vergelijkingen:
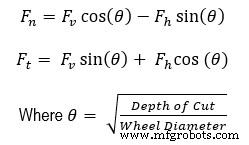
Het is belangrijk op te merken dat de normale en tangentiële krachten bij het slijpen met kruipvoeding niet hetzelfde zijn als respectievelijk de verticale en horizontale krachten. Hoewel dit nuttig kan zijn in een laboratoriumachtige omgeving, is het niet vaak praktisch bij productieslijpen en daarom is het de alternatieve methode om fn te berekenen. en ft zal waarschijnlijk vaker worden gebruikt.
Kracht meten
Om Ft . nauwkeurig te berekenen , moet het slijpspindelvermogen bekend zijn. Het wordt sterk aanbevolen om een vermogensmonitor te gebruiken en deze rechtstreeks op het spindelaandrijfsysteem aan te sluiten. Als u dit doet, zorgt u ervoor dat de maalkracht niet wordt beïnvloed door externe bronnen zoals koelvloeistofpompen of andere bewegingen van de machine-as. Norton maakt gebruik van verschillende geavanceerde vermogensbewakingssystemen in combinatie met aangepaste LabVIEW-software om het spilvermogen tijdens het slijpen in realtime te bewaken. Een voorbeeld van het systeem wordt getoond in Figuur 3 .
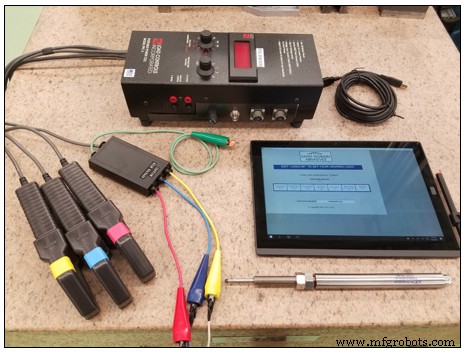
Dit systeem maakt gebruik van stroom- en spanningsinvoer van de spindelaandrijving om het slijpvermogen in realtime te berekenen en in kaart te brengen. Uit deze grafiek kunnen het stationair, piek- en gemiddeld slijpvermogen samen met de procestijd worden gemeten en gebruikt om tangentiële en normaalkrachten te bepalen, evenals informatie zoals specifieke snij- en slijpenergieën van het proces. Deze waarden kunnen worden gebruikt om het tijdsafhankelijke gedrag van het proces beter te begrijpen en om dominante microscopische interacties in de maaltoepassing te benadrukken.
Download hier een pdf om deze whitepaper in zijn geheel te blijven lezen.
Industriële technologie
- Een gids voor enterprise cloud-kostenbeheer - inzicht in en verlaging van kosten
- 7 bronnen voor het begrijpen van traagheid en traagheidsmismatch
- Pen en papier versus onderhoudssoftware:de beste methode om downtime te verminderen
- Gids voor inzicht in Lean en Six Sigma voor productie
- Whitepaper:Uw magazijn voorbereiden op robots
- Draaien, slijpen en werkstukopspanning voor precisieproductie
- Whitepaper:Het arbeidstekort oplossen? Omarm millennials en generatie Z
- Roestvrij staal:de beste producten voor snijden, slijpen en afwerken
- Whitepaper:Geïntegreerde draadloze handheld gaging voor de werkvloer
- Surewerx-tractie-inzichten:slippen en vallen begrijpen en verminderen is zo eenvoudig als 1-2-3
- De voordelen en uitdagingen voor hybride productie begrijpen