


Wat is tandwielsnijden? Verschillende soorten tandwielsnijprocessen?
Hallo, Ik hoop dat het goed met je gaat. In dit artikel bespreken we wat de verschillende soorten tandwielsnijprocessen zijn? in detail. Eerst zullen we de inleiding zien, een beetje geschiedenis, en dan zullen we alle verschillende soorten tandwielsnijprocessen bestuderen.
Laten we eerst beginnen met de introductie,
Inleiding tot het snijden van tandwielen:
Een tandwiel is een essentieel onderdeel van machines. Het is een hard stijf element waarvan het enige doel is om kracht of beweging of beide van de ene as van de machine naar de andere over te brengen.
Het is een rond blanco wiel met een telbaar aantal tanden langs de omtrek. De tandwielen gaan door zware gebruiksomstandigheden. Het is belangrijk om een tandwieloverbrenging te ontwerpen die robuust, betrouwbaar, zeer efficiënt en economisch is om te voldoen aan de uitgebreide eisen op het gebied van machines.
De details in het ontwerp van tandwielen maken hun fabricage bijzonder. Het maken van tandwielen is een uiterst precies werk. Gear-ontwerpen zijn door de eeuwen heen over de hele wereld standaard gebleven.
Het snijden van tandwielen wordt uitgevoerd op speciale machines die alleen zijn ontworpen om tandwielen te snijden en niets anders. Door de jaren heen is er een freesmachine die nog steeds niet verouderd is en die andere multifunctionele bewerkingen kan uitvoeren dan het snijden van tandwielen, maar niet geschikt is voor grootschalige productie van tandwielen.
Geschiedenis van het snijden van tandwielen:
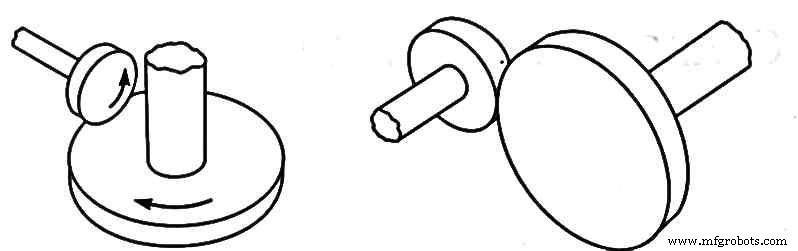
In de oudheid werden ronde, lege wielen gebruikt om beweging en kracht over te brengen. De frictiewielen hadden een eenvoudig ontwerp zoals getoond in Fig. 1.0.
De wielen waren eenvoudige ronde schijven die aan de uiteinden van elke as waren bevestigd. De krachtoverbrenging werd bereikt door het vlak van de ene as over het vlak van de andere te rollen.
De parende delen roteerden elkaar door de wrijving die ertussen werd geproduceerd. Later, als een uitvinding in 1897, vond Herman Pfuater de machine uit die tandwielen kan snijden die een fundament leiden naar tandwielen die als tandwielen worden genoemd.
De versnellingstechniek wordt van toen tot nu beoefend.
Methoden om tandwielen te vervaardigen:
Bij het genereren van automatisering worden tandwielen vervaardigd volgens drie belangrijke methoden.
- Casting
- Vormen
- Metaal verwijderen
1. Casten:
Tandwielen kunnen worden geproduceerd door verschillende gietprocessen; het meest gebruikelijke en economische proces is zandgieten. Grote tandwielen en modules kunnen tegen lage kosten worden vervaardigd.
Deze tandwielen zijn over het algemeen ruw en onnauwkeurig en dat geldt ook voor hun toepassingen waarbij bedrijfsgeluid en bewegingsnauwkeurigheid worden getolereerd. Zandgieten is geschikt voor eenmalige of kleine series. Tandwielen gemaakt door investeringsgieten hebben een hogere maatnauwkeurigheid met een goede oppervlakteafwerking.
Deze kunnen worden vervaardigd door sterke materialen te gebruiken die bestand zijn tegen grote belastingen in vergelijking met tandwielen die zijn gemaakt door zandgieten.
Spuitgieten produceert ook tandwielen van thermoplasten die kunnen worden gebruikt voor lage belastingen met grotere nauwkeurigheid en beweging.
Shell molding wordt soms ook gebruikt om kleine tandwielen te produceren, omdat dit het minst duur is. Gieten voldoet echter niet aan de eisen van massaproductie van tandwielen.
2e methode is het vormingsproces,
2. Vorming:
Het maken van tandwielen door de vormmethode brengt het rolvorm-, extrusie- en koudtrekproces in actie.
2.1 Rolvormen:
In dit proces wordt een onbewerkt tandwiel op een as gemonteerd en gedwongen om tegen rollende matrijzen te rollen. Er worden verschillende aantallen omwentelingen gegeven. Dit persen van de matrijs op het blanco wiel maakt de vaste stof tot het tandwiel.
Tandwielen die met dit proces zijn gemaakt, hebben een grotere sterkte en een uitstekende nauwkeurigheid. Rolvormen wordt zowel warm als koud uitgevoerd, afhankelijk van de toepassing.
De tandwielen die met deze methode worden geproduceerd, hebben geen nabewerking nodig. Deze methode bespaart ook veel materiaal, maar de machines die worden gebruikt voor deze methode voor het vervaardigen van tandwielen zijn erg duur.
Het opmerkelijke voordeel van deze methode is dat het tandwiel sterker wordt in zowel trek als compressie door de plastische spanning die in het wiel en de tanden wordt geproduceerd tijdens het rolproces.
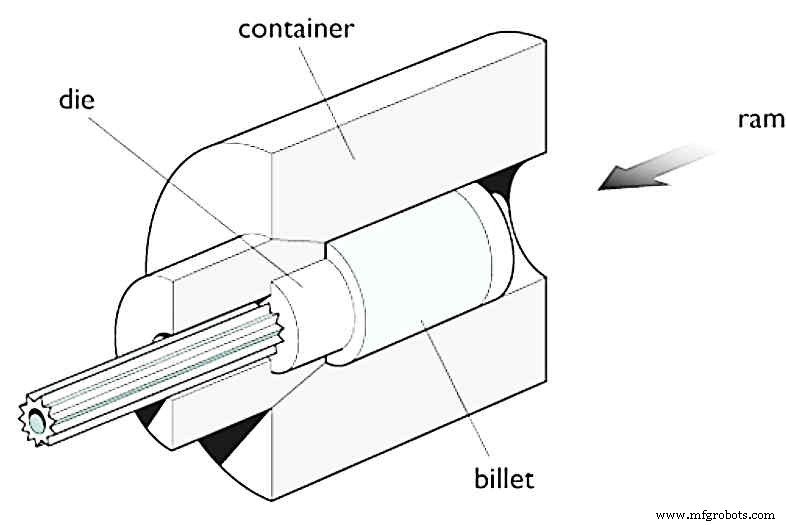
2.2 Extrusie &koudtrekken:
Extrusie is de beste methode om kleine tandwielen met nauwkeurige afmetingen te maken.
Bij deze fabricagemethode wordt een staaf koud getrokken door een vormmatrijs om tandwielen te creëren op het gehele oppervlak van de staaf over zijn lengte, zoals getoond in Fig. 1.1. Vervolgens worden kleinere lengtes afgesneden van de gesneden lengte van de staaf.
Elke kleine lengte is gelijk aan de dikte van de benodigde uitrusting. Alleen naslijpen is nodig om de klus te klaren. Voorheen werden aluminium, messing, brons en magnesiumlegeringen geëxtrudeerd.
Maar nu stalen staven tot 60 mm dia. worden geëxtrudeerd in de maakindustrie. Tandwielen die met deze methode worden geproduceerd, worden het meest gebruikt in horloges, klokken, printers, typemachines, enz.
3. Metaalverwijdering:
Zoals de naam zelf al zegt, worden bij deze methode blanke wielen machinaal bewerkt om metaal van het werkstuk te verwijderen om tandwieltanden langs de omtrek te produceren.
Onder deze methode om tandwielen te snijden, zijn de belangrijkste methoden:
- Profiling of Form Cutter-methode.
- Generatiemethode.
3.1 Tandwielen snijden door middel van profilering of vormsnijmethode:
Bij deze methode wordt een snijder gebruikt om metaal van het lege wiel te verwijderen. In veel gevallen heeft de frees dezelfde dikte, van de ruimte tussen elke tand van het tandwiel. Voor de bediening wordt een enkelpunts snijgereedschap gebruikt voor de schaaf- en vormmachine.
Terwijl in een freesmachine een rond multitandgereedschap wordt gebruikt om tandwielen op het werkstuk te profileren. Deze methode vereist een speciale frees voor elk verschillend te vervaardigen tandwielprofiel en is niet geschikt voor producties van grote volumes.
Verschillende methoden om versnellingen onder deze methode te snijden zijn zoals vermeld:
- Vertanding snijden op een freesmachine met gevormde schijffrees of stiftfrees.
- Gear snijden op een vormmachine of schaafmachine met een enkelpunts vormgereedschap.
- Gear snijden op een brootsmachine.
- Versnelling snijden met vormgereedschapbladen door middel van afschuifsnelheid.
3.1.1 Vertanding snijden op een freesmachine met een gevormde schijffrees:
Op een universele freesmachine kan eenvoudig een tandwieloverbrenging worden vervaardigd. Bij dit principe van tandwielsnijden wordt het massieve blanke wiel gemonteerd op de doorn die is verbonden met de verdeelkop. De snijder is op het prieel gemonteerd.
De as van de snijplotter staat altijd loodrecht op de as van de onbewerkte tandwieloverbrenging, zoals weergegeven in afb. 1.2. Vervolgens wordt de verticale as van het blanco wiel goed afgestemd op de horizontale as van de frees.
De tafel wordt vervolgens omhoog bewogen met behulp van een verticale bewegingskruk totdat de neus van de snijplotter de omtrek van het blanco tandwielwiel net raakt. De indexeringsbewegingen zijn vooraf berekend en dienovereenkomstig bepaald.
Vervolgens wordt de knie verhoogd met de vereiste hoogte, d.w.z. gelijk aan de diepte van de tanden, en wordt het verticale nulpunt ingesteld. Tegelijkertijd wordt de kracht aan de snijplotter gegeven.
In één keer wordt één tand afgewerkt en wordt de tafel teruggebracht naar de uitgangspositie. Deze verticale beweging kan minder zijn als het tandwiel in twee of meer gangen moet worden gesneden. De tandwielblanco wordt vervolgens geïndexeerd voor de volgende tand.
Dezelfde bewerkingscyclus wordt herhaald totdat het vereiste aantal tanden langs de omtrek van het blanco tandwiel is gesneden.
Voor het maken van tandwielen of wormen op een universele freesmachine, een spiraalfreeshulpstuk is gebruikt.
De spiraalhoek wordt verkregen door het gebruik van het hulpstuk om de frees en het blinde tandwiel in een helling ten opzichte van elkaar te plaatsen. Bij het snijden van spiraalvormige tandwielen wordt een set van twee messen gebruikt.
Een voor voorbewerken en de andere voor afwerking. Deze versnellingen worden ook gesneden door dezelfde volgorde van bewerkingen die hierboven is besproken.
Om een rondsel met een grote spoed te vervaardigen, worden de vingerfrezen gebruikt op de plaats van een schijftype snijder. De vingerfrees wordt via een spankop op de spindel van de freesmachine gemonteerd.
Het produceren van tandwielen op een freesmachine is een van de eenvoudigste en meest economische methoden. De tandwielen van het type uitloper, schuine kant en spiraalvormig, en ook rekken kunnen worden gemaakt door de tandwielfreesmethode.
De kwaliteit van de geproduceerde uitrusting kan niet als nauwkeurig worden beschouwd, aangezien de beweging van het indexeren niet nauwkeurig is.
3.1.2 Vertanding snijden op een vorm- of schaafmachine met een enkelpunts vormgereedschap.
Tandwielen kunnen ook worden vervaardigd op vormmachines, schaafmachines of steekmachines. Bij deze fabricagemethode wordt een enkelpuntsvormgereedschap gebruikt om de tanden op het blanco wiel te tekenen, zoals weergegeven in figuur 1.3.
Bij al deze machines is het onbewerkte tandwiel gemonteerd op een doorn die zich tussen de losse kop en de verdeelkop bevindt. De verdeelkop van de freesmachine kan direct op de tafel van deze machines worden geschroefd. Bij kleine producties wordt de onbewerkte tandwielkast direct in de boorkop gemonteerd, zoals weergegeven in afb. 1.4.
Het gereedschap is stevig op de gereedschapskop gemonteerd. In elk van deze machines wordt het vertanden van de tandwielen bereikt door het gereedschap heen en weer te bewegen tegen het werkstuk of door het blanke tandwiel heen en weer te bewegen voorbij het snijgereedschap met één punt.
In het geval van zowel shaper- als slottermachines, blijft het blinde tandwielwiel stationair in respectievelijk de klauwplaat en in de opspanning, terwijl het enkelpunts snijgereedschap heen en weer beweegt langs het werkstuk. Het gereedschap wordt in beide gevallen aan de plunjer van de machine bevestigd, zoals weergegeven in afb. 1.4.
In het geval van de schaafmachine blijft het snijgereedschap met één punt statisch terwijl de tafel die het lege wiel vasthoudt, heen en weer beweegt langs het gereedschap. De diepte van de tanden wordt aangepast door de beweging van de gereedschapskop langs de verticale as. Nadat elke tand is doorgesneden, wordt het wiel door indexering in één richting gedraaid.
De nieuwe tand wordt dus gesneden door de bewerkingen van het heen en weer bewegen van het gereedschap of het onbewerkte wiel te herhalen. Deze reeks wordt herhaald totdat het vereiste aantal tanden langs de omtrek van het onbewerkte wiel is vervaardigd.
Deze methode van tandwielsnijden is kostenefficiënt en economisch, maar het grote nadeel is dat de methode niet geschikt is voor grootschalige productie vanwege de langzame snijacties. Daarom wordt deze methode niet veel gebruikt voor het maken van tandwielen.
Vergelijking van tandwielsnijden op vormmachines versus schaafmachines versus gokmachines:
| Shaper-machine | Schafmachine | Slottermachine |
| Witwiel blijft stilstaan | Tool blijft stationair | Witwiel blijft stil staan |
| Tool gaat heen en weer voorbij het lege wiel | Het lege wiel gaat heen en weer langs het gereedschap | Tool gaat heen en weer langs het lege wiel |
| Het lege wiel is in de boorkop gemonteerd | Het lege wiel wordt op de werktafel geklemd | Het blanco wiel wordt in een armatuur geklemd |
| Minder snedediepte | Hogere snedediepte | Minder snedediepte |
3.1.3 Tandwielen snijden op een kottermachine met een gevormd mes:
Brootsen is een machinale bewerking die wordt uitgevoerd op brootsmachines. Het gereedschap dat wordt gebruikt voor het brootsen wordt 'broots' genoemd. Dit is een zeer snel proces, hier wordt het aansnijden van een dikte van het tandwiel langs het binnen- of buitenoppervlak van het werkstuk geduwd of getrokken, zoals weergegeven in Fig. 1.5.
Dit proces heeft de mogelijkheid om tandwielen in één keer te produceren, of het nu intern of extern is. Deze methode is economisch en snel met een geweldige oppervlakteafwerking.
De enige beperking van deze methode is dat deze niet kan worden toegepast voor kleinschalige producties vanwege de dure tooling.
3.1.4 Tandwielsnijden met vormgereedschapbladen door afschuifsnelheidsproces:
Zoals de titel van de methode zelf al zegt, is dit een snel proces. Het snijden van alle tanden in één of twee tot drie passages maakt deze methode uitsluitend snel.
Deze methode is vergelijkbaar met de brootstechniek, maar hier wordt in plaats van een enkelpunts snijgereedschap een aantal snijgereedschappen radiaal gerangschikt volgens het vereiste aantal tanden dat moet worden gesneden aan de omtrek van de plano.
Het proces produceert tandwielen op zowel interne als externe oppervlakken. Voor het snijden van externe tandwielen is het radiale gereedschap rond een holle kop gemonteerd. Voor elke slag wordt het gereedschap gevoed met een incrementele snedediepte.
Er is een speling voorzien langs elke vertraagde slag van het gereedschap. Deze methode kan worden toegepast om interne en externe tandwielen, spiebanen, koppelingstanden en speciale tandwielen in grote hoeveelheden te snijden.
Vergelijkinge van tandwielsnijden door brootsproces en afschuifsnelheidsproces:
| Broachmethode | Afschuifsnelheidsmethode |
| Er wordt slechts één enkelvoudig hulpmiddel gebruikt | Meerdere gereedschappen met dezelfde afmetingen worden gebruikt |
| Broach-tool wordt gebruikt | Er wordt gebruik gemaakt van een radiale vormtool |
| Eén tand wordt gesneden voor één doorgang | Alle tanden worden in één keer gesneden |
| Snel proces | Sneller proces |
| Betrekkelijk lage kosten | Betrekkelijk dure tooling |
3.2 Gear generatie:
In dit geautomatiseerde tijdperk wordt het grootste aantal tandwielen geproduceerd door het ‘Gear generation process’. De basis en belangrijke processen voor het genereren van tandwielen zijn:
- Gear snijden door shaper-proces.
- Versnellingsbak volgens rekplanningsproces.
- Het tandwieloverbrengingsproces.
3.2.1. Versnelling snijden door Shaper-proces:
De bewerking van de tandwielvormer kan op twee verschillende manieren worden uitgevoerd. Een daarvan is de 'rotary gear shaper cutter'-methode en de andere is de 'rack-type shaper cutter'-methode. Het basisprincipe van tandwielsnijden is hetzelfde voor beide processen.
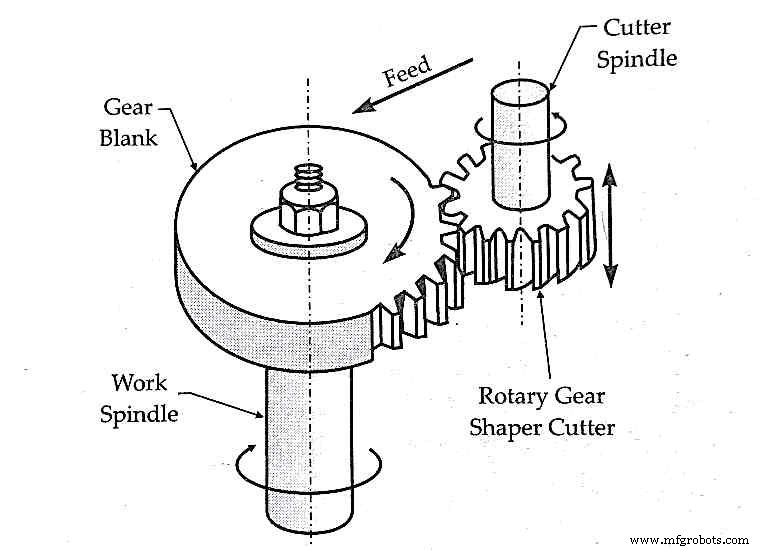
In dit proces wordt de tandwielvoorvorm op de spilas geschroefd terwijl de frees op een opsteekas wordt gemonteerd. Het prieel van deze machine heeft twee bewegingsassen. Eén verticale of heen en weer gaande beweging en de tweede is roterend.
Hier wordt een rondselvormige snijder gebruikt om het metaal van het lege wiel te krassen. De frees is ontworpen met een speling op het tandvlak en de zijkanten.
Om de tand te snijden, wordt de snijder heen en weer bewogen langs de verticale as in contact met het onbewerkte wiel, waardoor het metaal van het onbewerkte wiel wordt verwijderd. De neerwaartse lineaire beweging van de snijplotter waarin het metaal wordt gesneden, wordt snijbeweging genoemd en de opwaartse lineaire beweging van de snijplotter om deze terug te trekken wordt de retourslag . genoemd .
Bij retourslagen wordt geen metaal verwijderd. Bij elke snede wordt een relatieve rotatiesnelheid gegeven aan de frees en het blanke wiel. De langzame relatieve rotatie ertussen heet indexeringsfeed .
De tandwielen die zijn verbonden tussen de as van de doorn en de spindelas draaien de frees en het blanke wiel langzaam in tegengestelde richtingen om de indexerende beweging te bereiken zoals geïllustreerd in figuur 1.6.
Het indexeren en de heen en weer gaande actie van de frees worden voortgezet totdat het vereiste aantal tanden op het blanke wiel is gesneden.
In het geval van roterende tandwielvormer , de snijder die wordt gebruikt om tandwielen langs de omtrek van het lege wiel te versieren, is een rondsel zoals geïllustreerd in fig.1.7.
De tand op de frees is van hetzelfde nummer dat op het blanke wiel moet worden gesneden. Deze methode wordt veel gebruikt om tandwielen te genereren vanwege de hogere output en het vermogen om alle soorten tandwielen te snijden, behalve wormen en wormwielen.
Het snijden van de roterende tandwielvormer kan ook worden aangepast voor het snijden van interne tandwielen met hetzelfde werkingsprincipe. De roterende tandwielvormmachines zijn overal verkrijgbaar in zowel verticale als horizontale spiltypes.
Gewoonlijk hebben de machines voor het snijden van horizontale roterende tandwielen twee krachtige priëlen. Elk beweegt heen en weer naar elkaar toe.
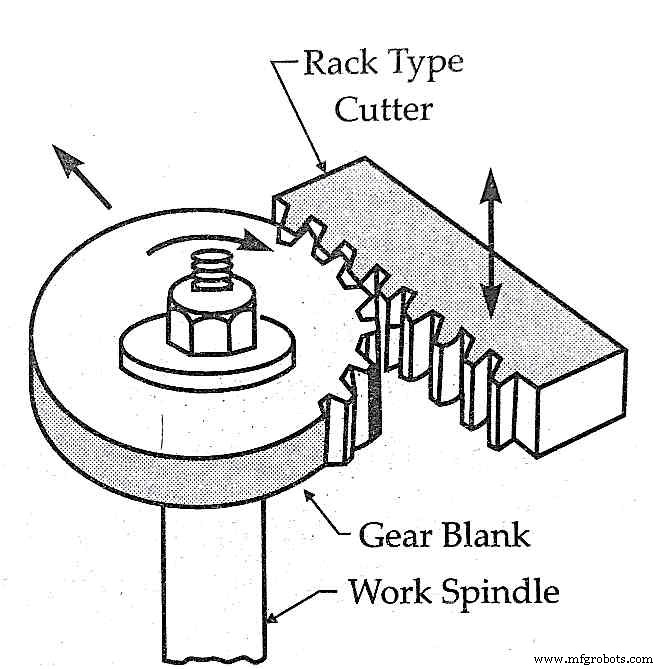
In de tandwielvormer van het rektype methode, wordt een rektype snijder gebruikt om metaal van het lege wiel te verwijderen en tanden te maken. Het werkingsprincipe is hetzelfde als het basisprincipe van de tandwielvormer.
Het omvat de rotatie van het blanco tandwiel, terwijl het mes van het tandheugeltype heen en weer beweegt langs de verticale as, zoals geïllustreerd in Fig. 1.8.
De grootste beperking van deze methode voor het genereren van tandwielen van het tandheugeltype is dat de bewerking elke keer moet worden onderbroken als de volledige lengte van het tandheugel, d.w.z. alle tanden van de frees worden gebruikt om de positie terug te zetten naar de eerste tand van de frees. Hoewel het grootste voordeel is dat elk tandwiel met een willekeurig aantal tanden kan worden gemaakt.
3.2.2 Versnelling snijden door middel van tandheugelschaven:
Dit proces wordt voornamelijk gebruikt om tandwielen van ingewikkelde tanden te maken. Rechte en spiraalvormige tandwielen zijn de tandwieltypes die met deze methode kunnen worden vervaardigd.
De tandwielen door dit proces kunnen op twee verschillende machines worden gemaakt; Sunderland en de Maag. Beide machines werken volgens hetzelfde snijprincipe, terwijl de constructie anders is.
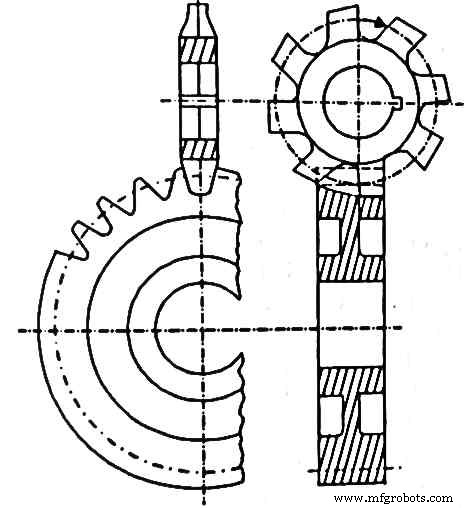
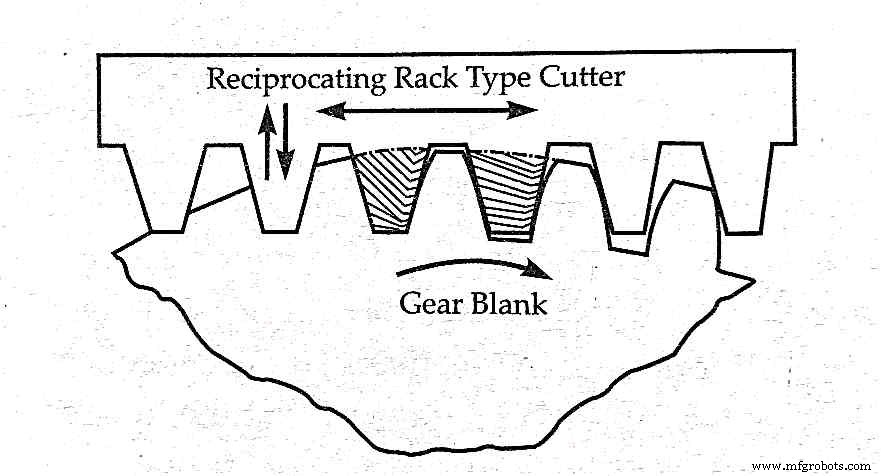
In het rekplanningsproces wordt het blinde wiel op de spil van de horizontale as vastgeschroefd, terwijl de tandheugelfrees op de doorn wordt geschroefd. Om ingewikkelde tanden op het blanco wiel te snijden, wordt het blanco wiel statisch gehouden terwijl de snijder heen en weer beweegt in voorwaartse en achterwaartse richtingen.
De snijder schrijft twee volledige tanden en twee gedeeltelijke tanden zoals weergegeven in fig.1.9. en 1.10.
Bij elke voorwaartse en achterwaartse slag wordt een kleine hoeveelheid metaal verwijderd. Dit type onjuist aftekenen van tanden genereert ingewikkelde profieltanden. De onbewerkte tandwielen worden dan geleidelijk naar de snijmachine van het tandheugeltype gevoerd, deze beweging zorgt ervoor dat de tanden van de snijmachine de omtrek van het onbewerkte wiel binnendringen.
Als ze in de onbewerkte plaat doordringen, wordt een langzame roterende voeding of de indexeringsvoeding aan het onbewerkte wiel gegeven, wat resulteert in het genereren van tanden. Het principe van het genereren van ingewikkelde profieltanden is zoals getoond in Fig. 1.9.
Dezelfde reeks bewerkingen wordt herhaald totdat het vereiste aantal tanden is gemaakt aan de omtrek van het blanco wiel.
3.2.3 Uitrusting snijden in het Sunderland-proces:
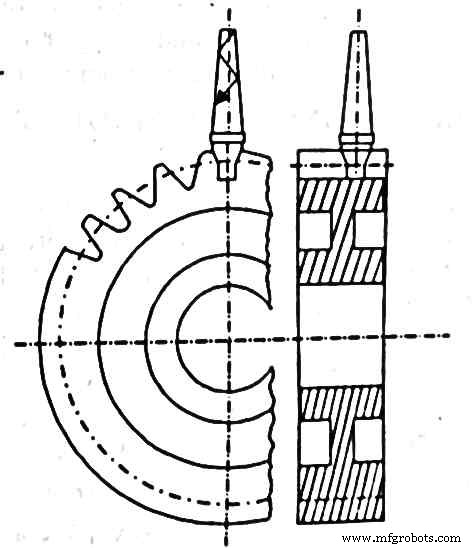
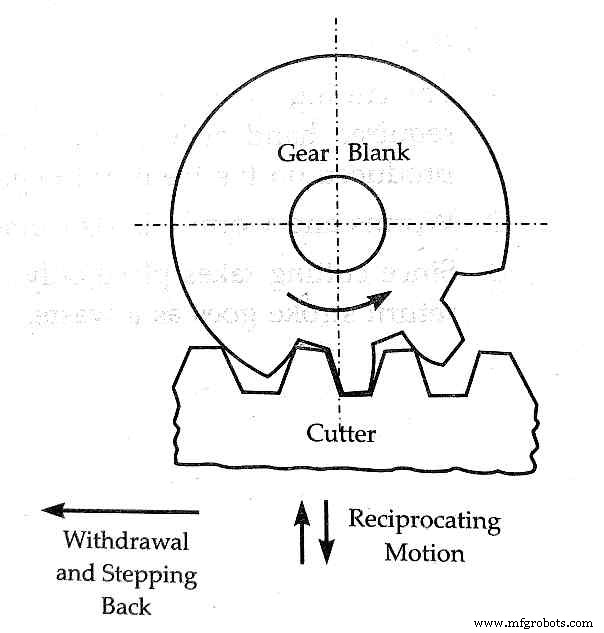
Dit proces is vernoemd naar de uitvinder ‘Sunderland’. Het proces werkt volgens hetzelfde principe als hierboven beschreven, het rackplanningsproces. Bovendien beweegt de frees hier in dit proces ook mee met het onbewerkte tandwiel en trekt zich dan plotseling terug, en stapt een gelijke afstand terug tot één steekafstand.
Deze beweging vindt plaats nadat de vereiste diepte van de tand is bereikt. Er is een opstelling van een tandwieltrein gemaakt om de beweging van de snijder en de rotatie van de plano te synchroniseren.
Zodra de frees weer in zijn positie is, wordt dezelfde heen en weer gaande actie herhaald, gevolgd door het indexeren van het onbewerkte stuk en de beweging van het gereedschap met plotselinge terugtrekking.
Het schematische werkingsprincipe van het Sunderland-proces wordt geïllustreerd in figuur 1.10. en 1.11.
Bij deze methode van tandwielgeneratie is de operator vrij om de heen en weer gaande snelheid van de frees aan te passen, afhankelijk van het materiaal.

3.2.4 Tandwielen snijden in het Maag-proces:
In dit proces wordt het blanco wiel op de werktafel gemonteerd met zijn as verticaal, terwijl het rektype snijder op een slede is gemonteerd. De slede is vrij om heen en weer te bewegen langs zijn as.
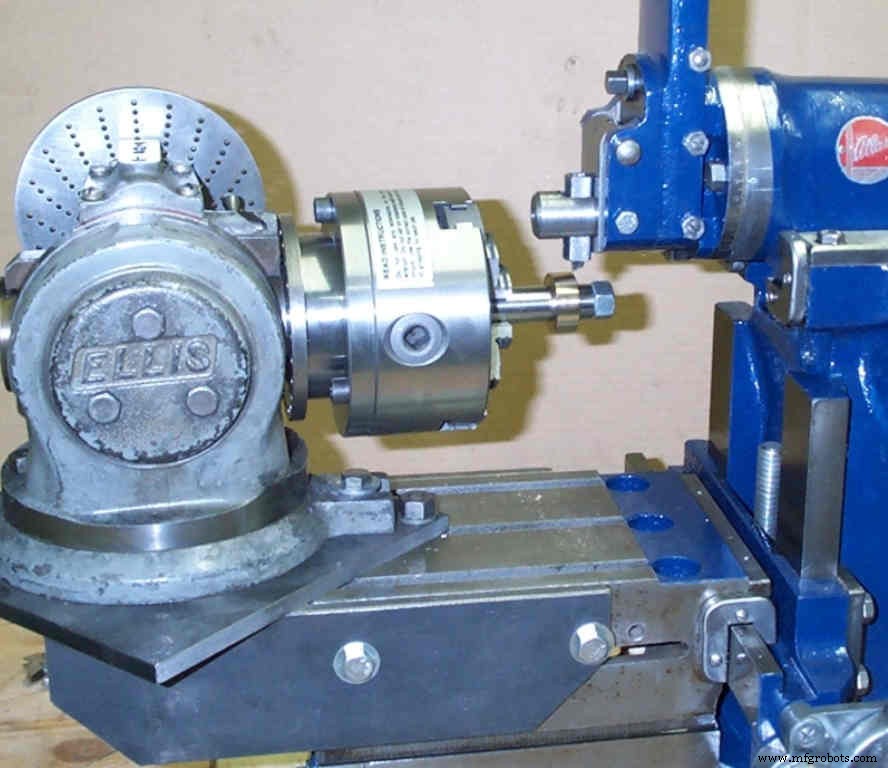
Het Maag-proces werkt ook volgens het principe van rackplane. Bovendien kan de frees op elke helling in het verticale vlak worden ingesteld, waardoor de frees tandwielen in elke gewenste richting kan snijden. Een industriële afbeelding wordt getoond in fig. 1.12.

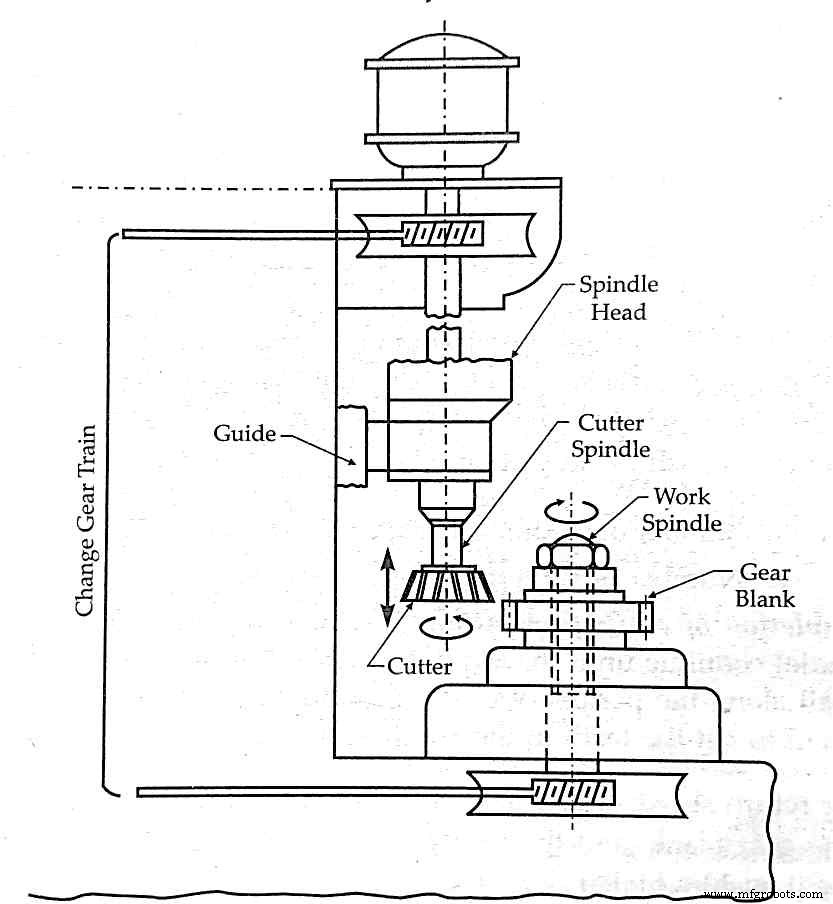
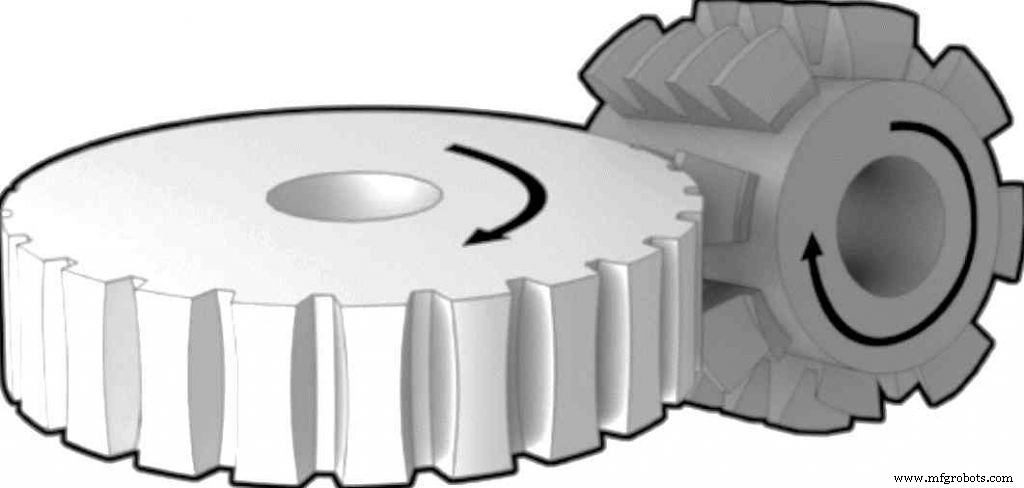
3.3.1 Versnellingswisselproces of vertanding op een Hobbing-machine:
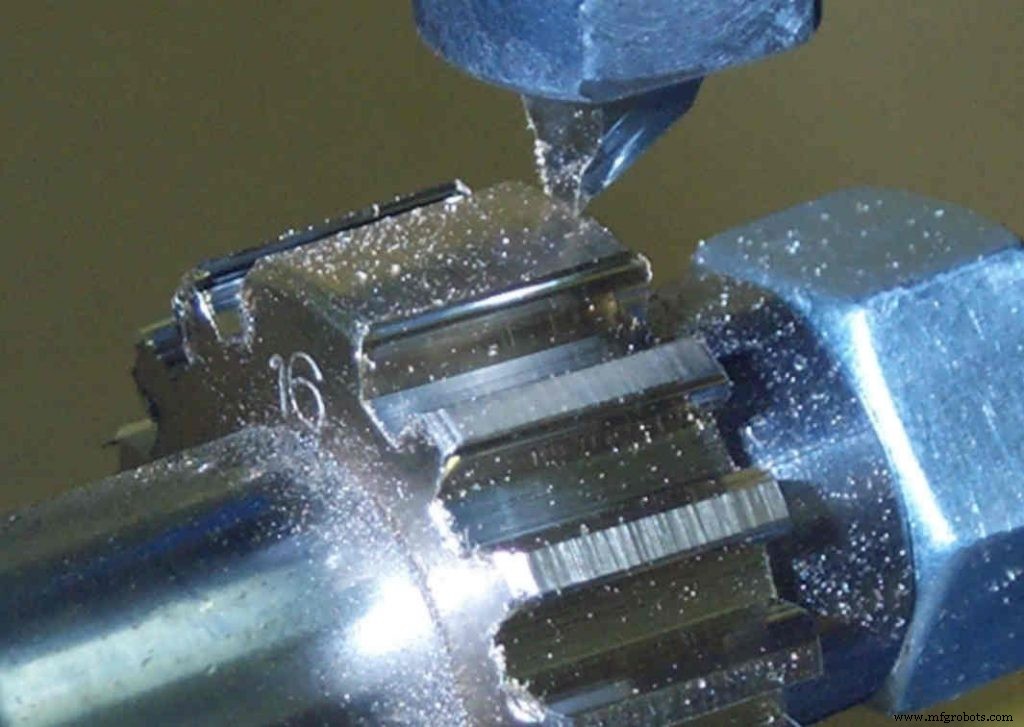
In dit proces wordt het blanco tandwielwiel gedraaid tegen een rollend mes dat een kookplaat wordt genoemd . Een kookplaat is een gereedschap dat eruitziet als een worm, maar meerdere rechte groeven draagt die rondom zijn uitgesneden.
De kookplaat is op het prieel gemonteerd, terwijl het blanco wiel op de spil is gemonteerd. De spil heeft de vrijheid om zowel in verticale richting te bewegen als om zijn centrale as te draaien, zoals geïllustreerd in figuur 1.13.
Dit proces wordt meestal gebruikt om alle soorten ingewikkelde tandwielen te produceren. Bij deze handeling krijgt de kookplaat een geschikte snelheid om te draaien. Tegelijkertijd wordt de plano ook gemaakt om rond zijn as te draaien door middel van een tandwieltrein.
De snijtanden van de kookplaat schrijven het metaal van de plano. Tanden van uniforme diepte worden gesneden voor elke volledige rotatie van de blank. Zodra de plano klaar is met draaien, wordt de diepte van de tanden vergroot en wordt het uithollen herhaald.
Deze volgorde van bewerkingen wordt herhaald totdat de gewenste snedediepte is bereikt. De plano wordt ook op en neer bewogen om sneden te produceren met een uniforme diepte samen met de dikte van het wiel.
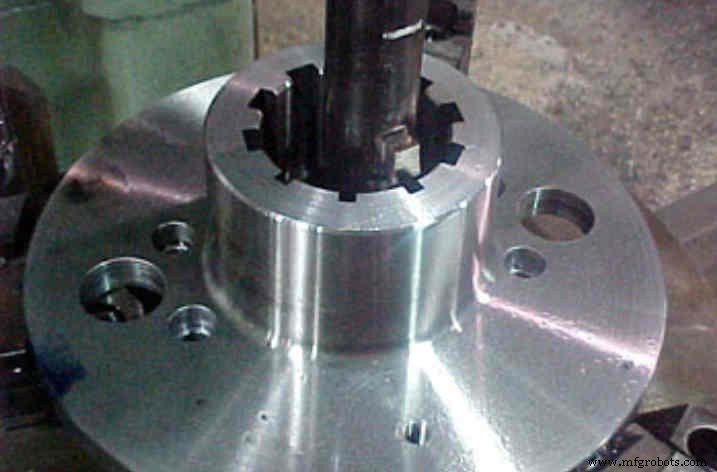
Een industriële afbeelding van het afwikkelen van tandwielen wordt getoond in Fig. 1.14.
Dit proces kan tandwielen op meerdere blanke wielen tegelijkertijd produceren door alle wielen op elkaar te monteren.
Het hobbing wordt continu bedreven op de set blanke wielen totdat de tandwielen op alle wielen zijn geproduceerd. Om spiraalvormige tandwielen te snijden, wordt de spilas van het blinde wiel in een geschikte hoek gekanteld.
De tandwieloverbrengingsmethode wordt over de hele wereld veel gebruikt vanwege het vermogen om een groot aantal tandwielen van elk type in minder tijd te produceren. De enige beperking van tandwielhobbing is dat het geen interne tandwielen kan produceren.

Waarom wordt het tandwieloverbrengingsproces veel gebruikt?
- Deze methode is economisch in vergelijking met andere generatieprocessen.
- Dit is een sneller en continu proces.
- Alle soorten tandwielen kunnen worden geproduceerd.
- Nauwkeurige afmetingen worden bereikt.
- Verschillende blanks kunnen tegelijkertijd worden bewerkt door ze allemaal op elkaar te monteren.
- Een willekeurig aantal tanden kan worden gesneden met dezelfde kookplaat.
De tandwielen die worden geproduceerd door alle giet-, vormings-, snij- en generatieprocessen worden verzonden voor scheren, polijsten, slijpen en afwerken voordat ze in een machine passen.
Industriële technologie
- Wat is anti-aliasing? 6 verschillende soorten en methoden
- Wat is spaanvorming? - Soorten spaanders bij het snijden van metaal?
- Soorten bewerkingsprocessen
- Wat zijn de verschillende soorten buisbuigen?
- Wat zijn de verschillende soorten onderhoudspersoneel?
- Wat is versnellingssnelheid?
- Wat zijn de verschillende soorten lassen?
- Wat zijn de verschillende soorten prototypes?
- Wat is planetaire tandwielreductie?
- Wat zijn tandwielreductoren?
- Verschillende soorten plaatbewerkingsprocessen