


Soorten aanpassingen - Klaring, interferentie, overgang
In dit artikel gaan we het hebben over Fits , types passen en hun subtypes, Classificatie van pasvormen onder Newall System , Hoe u verschillende soorten pasvorm kunt noemen bij werktuigbouwkunde.
Wat is Fit?
De relatie tussen twee delen waarbij de ene met een zekere mate van strakheid of losheid in de andere wordt gestoken, staat bekend als pasvorm .
Engineered products worden soms geleverd in de vorm van componenten die tegen elkaar moeten schuiven of aandrukken om hun functie te kunnen uitoefenen. Als gevolg hiervan is de term "fit ” wordt gebruikt om de dimensionale relaties tussen de componenten te beschrijven. Het bepaalt of de componenten los of strak zitten, wat helpt bij het slippen of persen. Begrijpen wat een fit inhoudt, een paar termen begrijpen, die hieronder worden gedefinieerd.
Soorten pasvorm
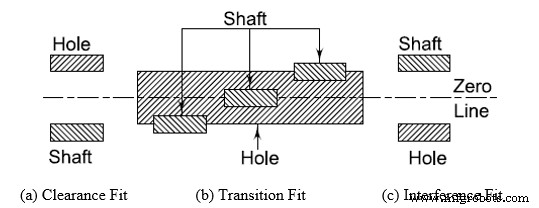
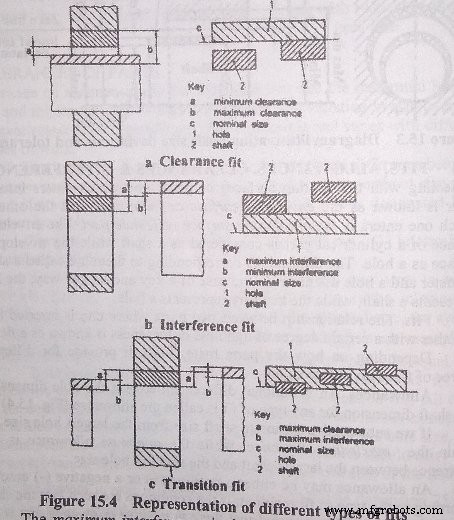
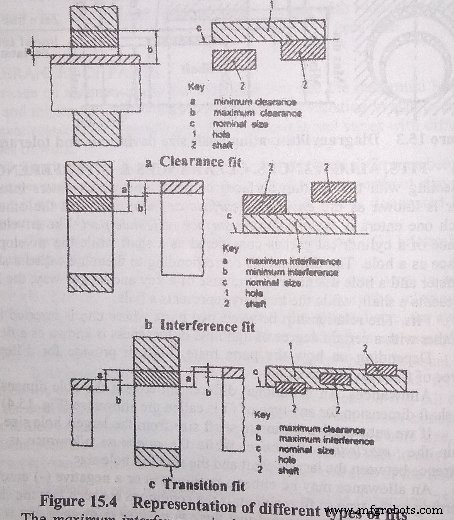
Afhankelijk van de werkelijke limieten van het gat of de schacht, moeten de typen passing in de Indiase norm en in de Britse norm als volgt in drie hoofdklassen worden verdeeld:(Fig. 15.4).
- Opruiming past
- Interferentie past bij
- Overgang past
1. Opruiming past
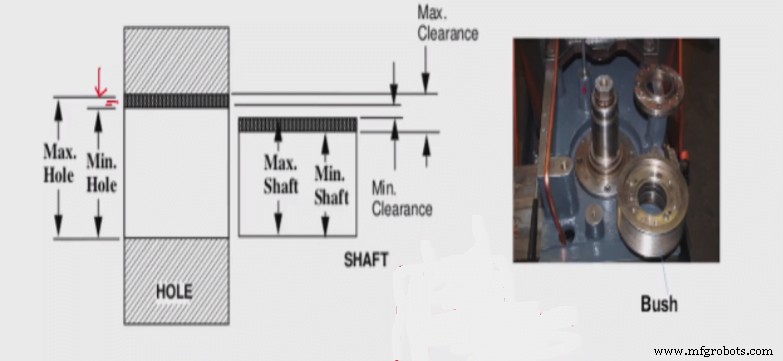
In een opruimingspasvorm er is een positieve speling tussen de grootst mogelijke as en het kleinst mogelijke gat. Bij dergelijke passingen is de minimale speling groter dan nul. Dergelijke passingen geven losse verbindingen, d.w.z. er moet een zekere mate van vrijheid zijn tussen een schacht en een gat.
Wat is tolerantiezone?
Stel dat we een moer van 10 mm moeten maken om op een bout van 10 mm te passen. Door een menselijke en machinale fout werd de binnendiameter echter 9,98 mm. Als gevolg hiervan past de moer niet in de bout en wordt onze verbinding geruïneerd. Om deze fout te voorkomen,tolerantiezones worden gebruikt.
We definiëren een tolerantiezone waarin de toleranties van moeren en bouten een beetje gelijk zijn, zodat ze passen en uitwisselbaar blijven tussen twee onderdelen.
Laten we het nu hebben over Opruimingspasvorm .
Er is in dit geval een grote opening tussen de tolerantiezone van het gat en de tolerantiezone van de as.
Dus we noemen het een spelingpassing als het gat groter is dan de schacht en zorgt ervoor dat de twee bijpassende delen over elkaar kunnen draaien of schuiven.
Als het op speling aankomt, is de minimale maat van het gat is altijd groter dan de maximale maat van de schacht .
In ieder geval, wanneer we de as en het gat monteren, krijgen we de speling die een as gemakkelijk kan schuiven terwijl hij ook in het gat draait.
Als resultaat , kunnen we gemakkelijk loop- en schuifpassingen maken in de spelingpassingen. Denk aan de zuiger en klep.
Soorten opruimingspassen
Opruimingspassen kunnen worden onderverdeeld als:
- Schuifpasvorm.
- Eenvoudig glijdende pasvorm.
- Hardlopen.
- Slappe hardlooppasvorm
- Losse hardlooppasvorm.
1. Glijdende pasvorm
Dit type pasvorm heeft zeer weinig speling tussen twee delen, bijna geen, maar het biedt veel grotere precisie en nauwkeurigheid in glijdende en bewegende delen.
Voorbeeld:- Glijdende tandwielen, automobielconstructies, schuifkleppen, koppelingsschijven, onderdelen van werktuigmachines, losse kopas van de draaibankmachine, asgeleiding, enz.
2. Gemakkelijk schuiven
Voor een kleine speling tussen het gat en de as, een gemakkelijke schuif is gebruikt. De easy-slide is gebruikt voor zowel niet-regelmatige als langzame regelmatige bewegingen. Voorbeeld:- zuiger.
3. Hardlooppasvorm
Bij het roteren van componenten met een matige snelheid, moet de running fit worden gebruikt waar nauwkeurigheid niet vereist is. Hardloopfit heeft een hoge speling en gaat gepaard met grote temperatuurschommelingen, hoge loopsnelheden en zware astapdrukken. Voorbeeld:- Tandwielen, koppelingen .
4. Slappe hardlooppasvorm
Dit soort pasvorm zorgt voor een zeer nauwe en minimale speling voor precieze eisen en met behulp van smering kunnen onderdelen zonder kracht worden gemonteerd en vrij draaien en schuiven. Voorbeeld:- geleiding van assen, rolgeleiders etc.
5. Losse hardlooppasvorm
Losse hardlooppasjes worden gebruikt voor onderdelen die met hoge snelheden draaien en een grotere speling hebben wanneer nauwkeurigheid niet kritisch is. Voorbeeld:- Vergrendelingen, scharnieren, hitte, onderdelen aangetast door corrosie en vervuiling enz.
2. Interferentie past
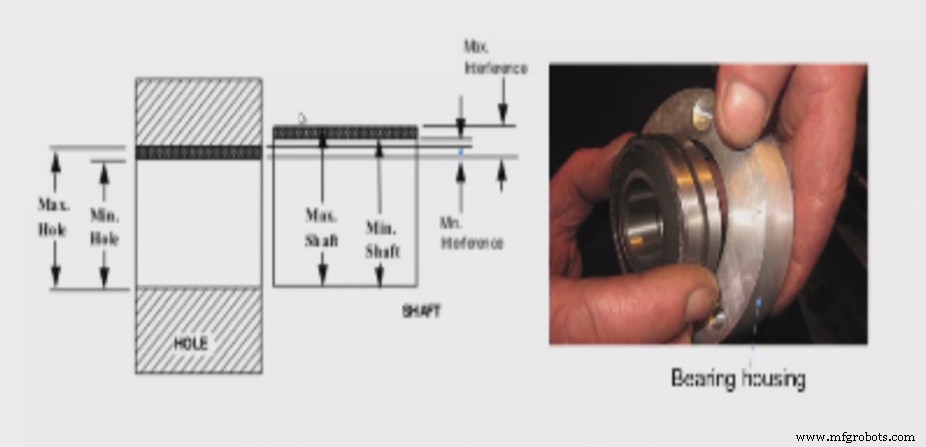
In Interferentie-aanpassing , de tolerantiezone van de as overschrijdt de tolerantiezone van het gat. Dit betekent dat de as groot is en het gat klein.
We hadden veel kracht nodig om deze twee te monteren en demonteren, dus gebruikten we een hamer. Een andere methode is het gebruik van een hydraulische pers om de as in het gat te steken.
Bij een interferentiepassing is er een negatieve toeslag of interferentie tussen het grootste gat en de kleinste as, waarbij de as groter is dan het gat.
Soorten interferentie die past bij
Interferentiepassingen kunnen worden geclassificeerd als:(1) krachtpassing, (2) strakke passing en (3) driving fit.
1. Passen forceren
Om de hoge perspassing te bereiken, moet het onderdeel tot een zeer hoge temperatuur worden verwarmd voordat het met een gat wordt geassembleerd. Externe kracht is vereist voor de parende delen.
Voorbeeld: Tandwielen, assen, enz.
2. Strakke pasvorm
Het biedt minimale interferentie dan kracht past.
Voor Voorbeeld: Getrapte katrol van een transportband, rondslijpen van een machine, enz.
3. Rijfit
Het vereist gemiddelde interferentie, die kan worden geassembleerd met hogere krachten voor koud of warm smeden. Rijstijlen zijn betrouwbaarder dan strakke pasvormen.
Voorbeeld: Assen, tandwielen en bussen enz.
3. Overgang past
Overgang past dekkingsgevallen tussen de eerste twee klassen (Fig. 15.4). Het gebruik van overgangspassingen garandeert geen interferentie of speling, d.w.z. elk paar delen van paring met een overgangspassing kan met interferentie passen, terwijl een ander paar met dezelfde passing een speling kan hebben.
Bij een overgangspassing ligt de tolerantiezone van de as tussen het onderste en midden van de tolerantiezone van het gat, wat aangeeft dat het gat kleiner is dan de as.
Om deze passing te maken, moeten we oefen lichte druk uit op de as wanneer deze het gat binnenkomt. We noemen het ook wel Push Fits. Overgangspassing heeft een hoge precisie en nauwkeurige uitlijning tussen twee bijpassende delen. bijvoorbeeld:- assleutel.
Soorten overgangsvormen
Overgangspassingen kunnen worden geclassificeerd als:(1) geforceerde pasvorm, (2) strakke pasvorm, (3) wringpassing en (4) duwpassing.
Classificatie van pasvormen onder Newall-systeem
De vier soorten pasvorm onder het Newall-systeem zijn als volgt:
1. Hardlooppasvorm
Een hardloopfit is een soepele, gemakkelijke pasvorm voor een bewegend lagerpaar. Voor een glijdende of lopende passing moet de diameter van de as voldoende kleiner zijn om een oliefilm voor smering mogelijk te maken. Voor een gemiddelde lagerlengte is een speling van 0,025 mm per 25 mm lagerdiameter voldoende.
2. Push-pasvorm
In een push-fit de ene kan met lichte handdruk in de andere worden gemonteerd (plaatsingspluggen, pluggen, enz.), er is niet voldoende speling om de as te laten draaien.
3. Rijden of Press Fit
In een driving of press fit de ene kan in de andere worden gemonteerd met een handhamer of met gemiddelde druk. Het geeft een semi-permanente pasvorm zoals nodig is voor een spieschijf op een as.
4. Pasvorm forceren of Pasvorm verkleinen
Gedwongen passen vereist ofwel grote druk om de schacht in het gat te dwingen of het gat te vergroten door verhitting om ze op de schacht te laten krimpen. Dit wordt dus ook wel hot fit genoemd . Deze soorten passen worden gebruikt wanneer de twee delen stevig aan elkaar moeten worden bevestigd, zodat de ene niet zonder de andere kan bewegen. Bij een geforceerde pasvorm is de schacht zeker groter dan het gat. Onder deze methode worden trein- en tramwagenwielen en karrenwielen gemonteerd.
Hole and Shaft-basissysteem
In een algemeen limietsysteem is het noodzakelijk om te beslissen op welke basis de limieten moeten worden gevonden om de gewenste pasvorm te geven. Er zijn twee verschillende systemen voor het variëren van de afmetingen van onderdelen, bekend als:gatbasis en schachtbasis .
Er wordt gezegd dat een limietsysteem op een hole-basis . is wanneer het gat een constant element is en een verschillende pasvorm wordt verkregen door de grootte van de schacht te variëren. In dit gatensysteem zijn de hoge en lage limieten constant voor alle soorten passingen van dezelfde nauwkeurigheidsklasse en voor dezelfde basismaat.
Een limietsysteem zou op een schachtbasis zijn wanneer de as het constante element is en verschillende passingen worden verkregen door de grootte van het gat te variëren. In dit schachtsysteem zijn de boven- en ondergrenzen constant voor alle passingen met dezelfde nauwkeurigheid en kwaliteit en voor dezelfde basismaat. Zowel de basis van het gat als de as worden geïllustreerd in Fig. 15.5.
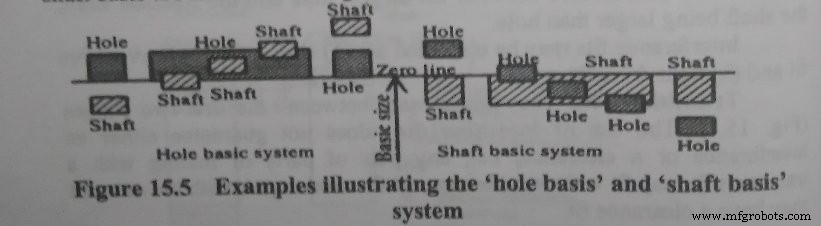
Alle moderne limietsystemen maken gebruik van de gatenbasis, de belangrijkste reden is dat het gemakkelijker is om de maat van de as te variëren dan die van het gat. De meeste gaten in technisch werk worden gemaakt met boor en ruimer of een soortgelijk gereedschap en om de grootte van de gaten te variëren zou het gebruik van een zeer groot aantal gereedschappen van verschillende afmetingen nodig zijn. Door gebruik te maken van gatenbasis is één maat ruimer voldoende voor alle gaten tot een bepaalde diameter. In sommige gevallen blijkt het schachtbasissysteem echter voordeliger in gebruik dan het gatenbasissysteem.
Past, toeslag, spelingen en interferenties
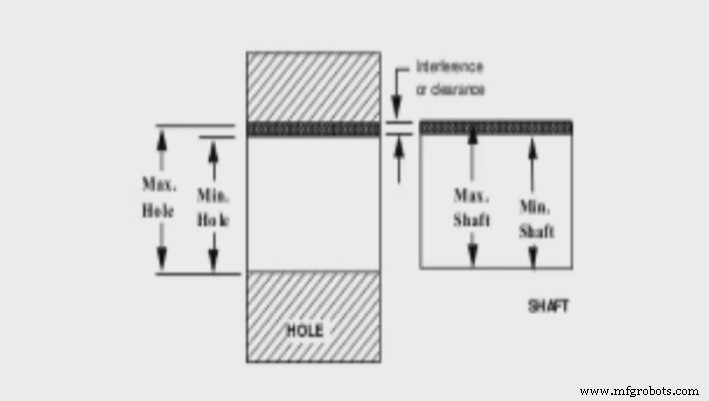
Bij het omgaan met twee bijpassende oppervlakken of delen, staat de ene die in de andere overgaat bekend als het omhulde oppervlak of mannelijk deel , en de andere waarin men binnenkomt is het omhullende oppervlak of vrouwelijk deel . Het omhulde oppervlak van een cilindrisch deel wordt beschouwd als een as, terwijl het omhullende oppervlak als een gat. De afmetingen die daarmee overeenkomen, worden een asdiameter en een gatdiameter genoemd. In het geval van een spie en zijn spiebaan, vertegenwoordigt de spie een as, terwijl de spiebaan een gat vertegenwoordigt.
Past
De relatie tussen twee delen waarbij de ene met een zekere mate van strakheid of losheid in de andere wordt gestoken, staat bekend als een pasvorm . Afhankelijk van hoe de onderdelen in elkaar passen, kunnen pasvormen verschillende mate van bewegingsvrijheid bieden.
Toeslagen
Een opzettelijk verschil tussen de gatafmeting en de asafmeting voor elk type passing wordt de toelage genoemd. (Fig. 15.4) Als we de minimale asmaat aftrekken van de grootste gatmaat, krijgen we de maximale overmaat, terwijl de minimale overmaat het verschil is tussen de grootste as en de kleinste gatmaat.
Een overmaat kan een positief (+) of een negatief (-) bedrag zijn, afhankelijk van het type aanpassing dat nodig is. Als de omstandigheden zodanig zijn dat de as kleiner is dan het gat, wordt er gezegd dat er een positieve tolerantie is, maar als de as groter is dan het gat, wordt er gezegd dat er een negatieve tolerantie is.
Opruimingen
Een positief verschil tussen de diameters van het gat en de as, waarbij de gatdiameter groter is dan de asdiameter, waardoor relatieve beweging tussen de onderdelen mogelijk is, wordt een speling genoemd. zoals getoond in Fig. 15.4.
Het positieve verschil tussen de maximale limietmaat van een gat en de minimale limietmaat van een as staat bekend als de maximale speling. Evenzo is de minimale speling het positieve verschil tussen de minimale limietmaat van het gat en de maximale maat van de as.
De gemiddelde klaring is het rekenkundig gemiddelde van de maximale en minimale spelingen.
Interferenties
Een negatief verschil tussen de diameters van het gat en de as, waarbij de asdiameter groter is dan de gatdiameter, wordt een interferentie genoemd. zoals getoond in Fig. 15.4.
De maximale interferentie is het negatieve verschil tussen de maximale limietmaat van de as en de minimale limietmaat van het gat. Evenzo is de minimale interferentie het negatieve verschil tussen de minimale limietmaat van de as en de maximale limietmaat van het gat. De gemiddelde interferentie is het rekenkundig gemiddelde van de maximale en de minimale interferentie.
Hoe benoem je verschillende soorten fit in werktuigbouwkunde
Het is van cruciaal belang om te begrijpen hoe ze de verschillende soorten pasvormen benoemen, omdat het helpt bij het selecteren van de juiste soorten pasvormen voor het samenstellen van een product.
Een alfanumerieke code, volgens de International Organization for Standardization (ISO) , benoemt een specifieke pasvorm en geeft de tolerantie van de pasvorm aan. Het gat of de schacht wordt weergegeven door het alfabetgedeelte van de code.
Een code met een hoofdletter stelt het gat voor, terwijl een code met een kleine letter de schacht vertegenwoordigt. H7/h6 is bijvoorbeeld een tolerantiebereik voor respectievelijk het gat (H7) en as (h6), gebaseerd op de gebruikte letter. Met deze code kunnen ingenieurs ook de boven- en ondergrenzen van het gat en de schacht identificeren.
We hebben geprobeerd alle details te behandelen, te beginnen met de definitie van pasvormen, verschillende soorten pasvorm, naamgevingsconventie en alle bijbehorende termen. Ik hoop dat je dit artikel leuk vond. Deel het met je vrienden en geef je feedback in de onderstaande opmerking.
Industriële technologie