


Instellingen voor 3D-printen met ondersteuning:de ultieme gids
Als u een 3D-printer bezit en deze minstens één keer in uw leven hebt gebruikt, is er vrijwel geen mogelijkheid dat u niet op de hoogte bent van het bestaan van ondersteuningen. Hoewel ze een veelvoorkomend kenmerk zijn bij 3D-printen, zijn ze meestal op een suboptimale manier geparametriseerd. Dit artikel laat je zien hoe je de kwaliteit van de ondersteuning kunt verbeteren, maar ook hoe je de noodzaak om ze überhaupt toe te voegen kunt verminderen.
Om betere resultaten bij 3D-printen te bereiken, moeten er steunen worden toegevoegd in gevallen waarin de overhanghoek groter is dan 45° of wanneer de overbruggingsafstand tussen twee structuren groter is dan 50 mm. Opgemerkt moet worden dat deze waarden ingetogen zijn om een succesvolle afdruk te garanderen, maar marginale verbeteringen kunnen worden bereikt door de extrusietemperatuur te verlagen tot het haalbare minimum, de laagkoeling te verbeteren en de bewegingssnelheid te verminderen. Hierdoor kunnen hoeken van 60°-65° en bruggen tot 150 mm worden bereikt.
Wat zijn ondersteuningen en wanneer hebben we ze nodig?
Wanneer we printen met een 3D-printer, moeten we in detail het proces kennen dat de machine volgt om het object zijn vorm te geven. Omdat het object is gemaakt van gesmolten plastic dat laag voor laag over elkaar heen is gelegd, moet altijd de volgende vraag worden gesteld:
Wat als de extruder het filament op dit specifieke punt neerzet, maar er is geen materiaal onder?
Omdat de 3D-printer zich alleen beperkt tot het volgen van de bevelen die het g-code-bestand hem opdraagt, is er geen manier om een situatie als deze te corrigeren. Als de parameters niet correct zijn, zal de machine doorgaan met printen in de lucht, waardoor (meestal) de print kapot gaat en we tijd en materiaal verliezen.
Om dat probleem op te lossen, worden steunen gebruikt. Ze zijn een verticale structuur die het hoofdstuk ondersteunt, om te voorkomen dat het filament in de lucht wordt geëxtrudeerd. Deze steunen worden automatisch geplaatst door de slicer-software met behulp van verschillende parameters die u naar wens kunt aanpassen. U kunt ook handmatig de locatie voor elk van hen kiezen.
De gebieden van een object die ondersteuning nodig hebben, kunnen overhangen of bruggen zijn. Ze hebben specifieke instellingen om uit te kiezen en aan te passen om de beste afwerking te krijgen.
Wanneer hebben we ondersteuning nodig?
Wanneer u begint te leren over 3D-printen, moet u altijd de meest conservatieve parameters instellen. Zo zorg je ervoor dat je het object kunt printen zonder grote ongemakken. Naarmate u vaardiger en ervarener wordt, kunt u het aantal of de dichtheid van de gebruikte ondersteuningen verminderen.
We moeten niet vergeten dat elke printer anders is, en wat voor sommigen werkt, werkt mogelijk niet voor anderen. Over het algemeen worden de limieten voor overhangen gemeten in hoeken (graden) en in afstand (millimeters) voor bruggen.
Wat zijn overstekken en bruggen?
Een overhang ontstaat op punten waar de diepgangshoek van een bepaald onderdeel te groot is. In combinatie met printsnelheid, filamenttemperatuur en laaghoogte kunnen printparameters letterlijk een "klif" creëren waardoor het gesmolten filament eronder valt.
Aan de andere kant zijn bruggen (zoals de naam al aangeeft) verbindingen tussen twee punten van een stuk, van elkaar gescheiden door een bepaalde afstand. De extruder beweegt in één richting in het XY-vlak en levert materiaal terwijl het beweegt.
Op het eerste gezicht lijkt het een scenario dat vatbaar is voor afdrukproblemen, maar we zullen zien dat er enkele parameters kunnen worden vastgesteld waarmee bruggen op een bevredigende manier kunnen worden uitgevoerd, zelfs zonder ondersteuning.

Hoekbeperkingen voor uitsteeklengtes bij 3D-printen en hoe deze te verbeteren
Als we dit bekijken vanuit het oogpunt van een structuur, heeft een filamentlijn voldoende ondersteuning als ten minste de helft van zijn breedte wordt ondersteund door de vorige laag. Dit betekent dat bij een standaard lijndikte van 0,4 mm minimaal 0,2 mm ondersteund moet worden op de onderlaag.
De enige manier om dit te garanderen, voor elke gebruikte laagdikte, is door een maximale overhanghoek van 45˚ in te stellen. Deze hoek wordt gemeten vanaf een denkbeeldige verticale lijn naar de rand van het object. Op deze manier gedefinieerd, is 0 graden een verticaal stuk en 90 graden is horizontaal (een brug). De snijmachine zal dus steunen plaatsen waar de overhanghoek groter is dan 45 ˚.
Dit is een zeer conservatieve regel en zal dus altijd werken, ongeacht de andere afdrukparameters. De realiteit is dat we deze hoek verder kunnen verbeteren door een paar parameters aan te passen.
Hoe de hoek van overhangen vergroten
Vanwege de tijd die aan een afdruk wordt toegevoegd, alleen vanwege de vereiste ondersteuningen, moeten we duidelijk geïnteresseerd zijn in het vergroten van de maximaal toegestane hoek zonder de kwaliteit van onze afdruk op te offeren. Dit bespaart ook veel verspild filament.
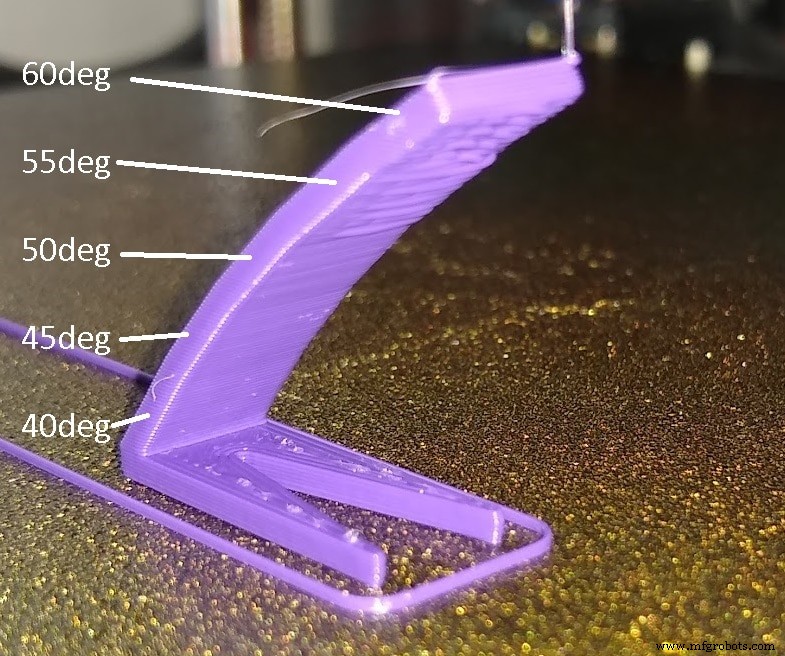
Na het wijzigen van de parameters die de overhangkwaliteit van uw afdrukken kunnen verbeteren, moet u proberen deze overhangtest af te drukken. Door marginale veranderingen en verbeteringen aan te brengen, zou u in staat moeten zijn om hoeken van 60°-65° af te drukken.
Laten we de parameters doornemen die we kunnen wijzigen om onze overhangen te optimaliseren!
Verlaag de temperatuur van de extruder
Het filament vloeit wanneer het de werktemperatuur bereikt, die voor PLA meestal tussen de 190 en 220 graden C ligt, afhankelijk van de fabrikant, pigmentatie of samenstelling van de thermoplast.
Zodra de extruder het plastic op de gewenste plaats plaatst, hebben we het nodig om af te koelen om te verstijven. Het zou dus geen tijd hebben om te druppelen of te vallen in de "klif" die niet voldoende ondersteuning heeft. Als het materiaal te heet is, duurt het lang voordat het is afgekoeld, waardoor de neiging tot slippen toeneemt en het onderdeel vervormd raakt.
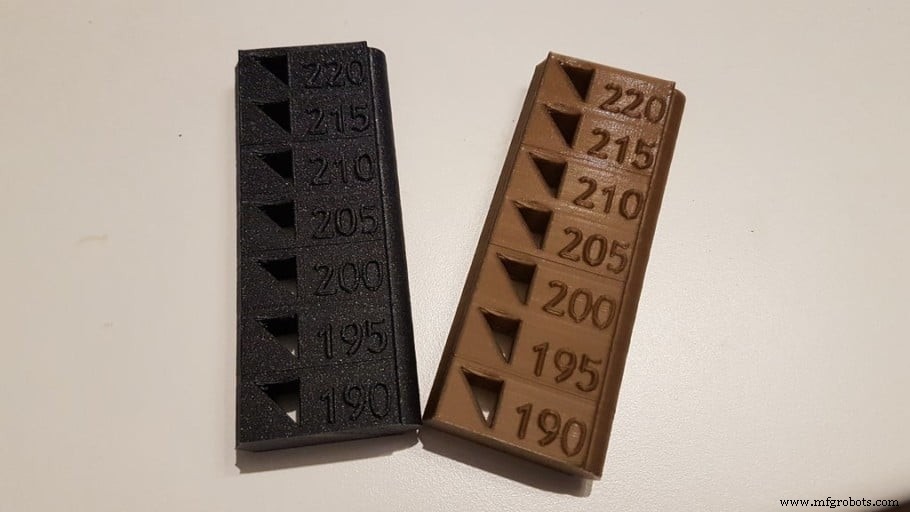
Een manier om dit te verbeteren is om de printtemperatuur tot het absolute minimum te verlagen. Hiervoor zijn er zogenaamde "temperatuurtorens", waarmee we de optimale temperatuur kunnen achterhalen om elk materiaal te bewerken. Ik raad altijd aan om elke keer dat we een nieuw filament willen proberen een toren te printen.
Deze test wordt ten zeerste aanbevolen, omdat deze een "klaar om af te drukken" G-code-bestand heeft met verschillende temperaturen voor verschillende laagsecties.
Verlaag de stroomsnelheid
Als er te veel materiaal uit het mondstuk komt, duurt het nog langer om af te koelen, dus deze parameter moet correct worden ingesteld. Als u ziet dat de randen van uw stukken te veel druipen in plaats van een gelijkmatige en ononderbroken lijn te vormen, is het tijd om de stroomsnelheid aan te passen of zelfs te controleren of de stappen van de extruder correct zijn.
Verhoog de koeling
Deze parameter is essentieel om goede afsluitingen te bereiken in zeer uitgesproken uitsteeklengtes. Het gebruik van een goede laagventilator is een prioriteit bij het printen van complexe onderdelen. Het bestaat uit een turbine (borstelloze ventilator) die een grote stroom koude lucht rechtstreeks naar de uitlaat van het mondstuk blaast. Dit helpt bij het koelen van het filament en verstevigt het. Door dit te doen, zullen de buitenwanden van het object de neiging hebben om de vorm te behouden die het zou moeten hebben.
Je merkt misschien ook dat de ene kant van de print hogere en betere details heeft dan de andere kant. Dit kan heel goed te wijten zijn aan het feit dat de ene kant de lucht rechtstreeks van de laagventilator ontvangt, terwijl de andere kant wordt geblokkeerd door het object zelf. Richt het object in dergelijke gevallen zodanig dat de meest cruciale details van de afdruk direct contact hebben met de luchtstroom van de laagventilator.
Afstandsbeperkingen van overbrugging bij 3D-printen en hoe deze te verbeteren
Omdat het filament tijdens de door de G-code gespecificeerde bewegingen door het mondstuk wordt geëxtrudeerd, kan de plastic draad de neiging hebben om onder zijn eigen gewicht in te klappen wanneer u probeert een grote brug tussen twee structuren te printen.
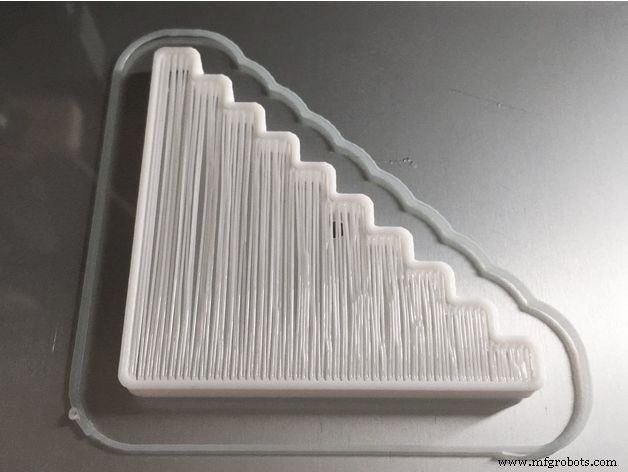
Dit zal een neerwaartse curve vormen als de afstand tussen de twee steunpunten een bepaalde waarde overschrijdt. Om de capaciteit en beperkingen van een 3D-printer te kennen, worden specifieke tests uitgevoerd die steeds langere bruggen genereren in hetzelfde STL-bestand. U kunt beginnen door deze overbruggingstest af te drukken vanuit Thingiverse (afbeelding hierboven).
Deze tests werken niet alleen om de capaciteit van onze printer te kennen, maar stellen ons ook in staat om de afdrukparameters te variëren om de kwaliteit van onze bruggen te verbeteren. Om dit te doen, moet u één parameter tegelijk wijzigen en de test opnieuw afdrukken om het effect van de marginale wijziging te isoleren.
Een primaire parameter bij het printen van bruggen is wederom de extrusietemperatuur. De snelheid waarmee het materiaal in de lucht afkoelt is direct gerelateerd aan de kwaliteit van de brug.
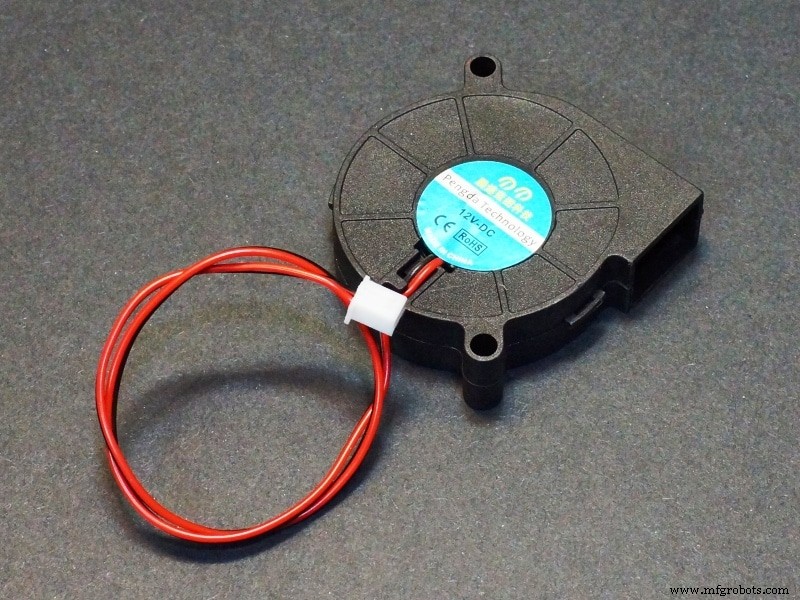
Als er geen laagventilator op uw printer is geïnstalleerd, raad ik u aan er een te kopen en deze aan de hotend toe te voegen. De beste resultaten worden verkregen met een laagventilator van het type Blower, ingesteld op 100% van zijn capaciteit. Het mondstuk moet lucht doorlaten en mag geen obstakel zijn.
Het moet ook naar het filament worden gericht en niet naar het mondstuk, omdat het zou afkoelen en temperatuurproblemen zou veroorzaken. Mijn favoriete ventilator is de 5015. Hij is zowel erg goedkoop als ongelooflijk efficiënt.
Als u voor het eerst een laagventilator gebruikt, is het een goed idee om het PID-regelsysteem van uw extruder aan te passen. Er zijn veel video-tutorials op YouTube die uitleggen hoe je dit moet doen.
Als het je eenmaal lukt om je 3D-printer te configureren om bruggen en overhangen naar tevredenheid af te drukken, kun je nog steeds bruggen tegenkomen die te groot zijn. Voor die gevallen is ondersteuning een handig laatste redmiddel dat ons probleem automatisch oplost. We gaan leren hoe je ondersteuning in Cura Slicer kunt configureren, maar de andere slicers hebben vergelijkbare opties om in te stellen.
Beste instellingen voor 3D-printen met ondersteuning
Om te beginnen, moeten we de plaatsen van het stuk selecteren waar we de steunen willen maken. De "Overal ”-optie kan ook steunen aan de binnenkant van het object plaatsen, wat in sommige gevallen overdreven of in andere helemaal noodzakelijk kan zijn. Het hangt af van het ontwerp van het object.
Steunstructuurtype
Met deze optie kunnen we de structuur van de steunen bepalen. "Raster “, zal bijvoorbeeld sterkere steunen genereren die geen risico op vallen hebben, zelfs niet als deze erg lang is. Het nadeel is dat ze veel moeilijker te verwijderen zijn en de printtijd (en het filamentverbruik) aanzienlijk verhogen.
"Lijnen ” is een veel snellere optie, omdat het bestaat uit een structuur die wordt gevormd door dunne lijnen filament op elkaar. Het grootste nadeel van dit type steunen is dat ze, omdat ze per definitie erg dun zijn, ook de neiging hebben om te kantelen of af te brokkelen als de constructie hoger is.
Het komt zelden voor dat u met een rasterstructuur print, aangezien een lijnpatroon bijna altijd meer dan voldoende is en u tijd en filament bespaart.
Overhanghoek voor ondersteuning
Zoals we eerder vermeldden, zullen objecten die uitsteeksels bevatten die bestaan uit hoeken die groter zijn dan degene die in deze parameter is vastgesteld, worden versterkt met steunen. Deze waarde zal blijken uit de overhangtest. Als je dat nog niet hebt gedaan, stel dan 45 in als de maximale hoek als tijdelijke en failsafe waarde.
Vul bedrag
Deze parameter wordt uitgedrukt als een percentage en bepaalt de dichtheid van het materiaal dat de drager zal vormen. In het geval van "lijnen", hoe hoger deze waarde, hoe dichter de lijnen bij elkaar zullen zijn. Begin de eerste paar keer met minimaal 25%. Als u merkt dat de uitvoerkwaliteit behouden blijft, kunt u proberen deze waarde iets te verlagen. Als vuistregel moet de optimale waarde tussen 25% (maximum) en 10% (minimum) liggen.
Afstand X / Y
Bepaalt de afstand tussen het onderdeel en de ondersteuning, in de horizontale as (laagvlak). Hoe kleiner deze waarde, hoe beter de houder zal werken, maar hij zal ook aan het object hechten, waardoor het moeilijk te verwijderen is. Een aanbevolen waarde is 0,6 mm.
Afstand Z
Geeft de scheiding aan tussen de steun en het onderdeel, in verticale richting. Een goede waarde is 0,2 mm, omdat de steun hierdoor gemakkelijk kan worden verwijderd en zonder de kwaliteit van het stuk aan te tasten.
Als we geen ruimte tussen het stuk en de drager laten, worden zowel de drager als het model één geheel. Dit laat onaangename sporen achter op het object wanneer u probeert de steunen te verwijderen.
Naarmate je meer ervaring opdoet, kun je de afstanden tussen het object en de ondersteuning vergroten, zodat je ze gemakkelijk kunt verwijderen zodra het afdrukken is voltooid.
Multi-extrusie en steunen

Sommige 3D-printers hebben twee extruders, die kunnen worden geconfigureerd om twee delen tegelijk af te drukken of voor een van hen om het onderdeel te maken terwijl de tweede extruder de steunen afdrukt. Het belangrijkste voordeel hiervan is dat we met een tweede extruder de dragers kunnen bedrukken met een in water oplosbaar materiaal. Een filament met deze handige eigenschap is PVA.
Met PVA kunnen we het stuk eenvoudig in water dompelen en een goede afwerking krijgen, ongeacht hoe dicht de steunen eerder bij het stuk waren. Als nadeel moet ik vermelden dat de prijs van PVA nogal hoog is.
Een ander filament dat voor dragers wordt gebruikt, is HIPS, dat oplosbaar is in d-limoneen (een derivaat van citrusvruchten dat in de volksmond als insecticide wordt gebruikt). Het is goedkoper dan PVA, maar vereist extra oplosmiddelkosten.
3D-printen met boomsteunen

"Boom ondersteunt ” worden zo genoemd vanwege hun vorm. Ze beginnen als een stam die vertakt naarmate hij langs de Z-as stijgt. Deze takken maken contact met het onderdeel op een heel klein punt, geplaatst op het best gelegen punt om de structuur van het object te behouden.
Sommige slicers, zoals Cura, hebben de mogelijkheid om deze steunen te gebruiken. Om deze optie in te schakelen, klikt u op de configuratieknop en selecteert u 'Experimenteel ” -> “Boomondersteuning ".
Met modelleringsprogramma's, zoals Meshmixer, kunnen de boomsteunen in het STL-bestand worden gegenereerd, zodat u het object alleen hoeft te slicen zonder dat u zich zorgen hoeft te maken over de ondersteuningsconfiguratie.
Voor- en nadelen van boomsteunen
Het grote voordeel van deze steunen is dat ze slechts op één punt van het model contact maken, in plaats van dit in een lijn te doen zoals bij traditionele steunen het geval is. Dit maakt de oppervlakteafwerking van het object veel gladder na het verwijderingsproces.
Een ander voordeel is dat de "boom" uit de buurt blijft van het onderdeel op plaatsen waar geen ondersteuning nodig is. Dit is vooral handig bij het afdrukken van organische modellen zoals mensen of dieren.
Het belangrijkste nadeel van boomsteunen is dat ze niet geschikt zijn voor bruggen of grote overstekken, omdat ze vlakken zoals lijn- of rastersteunen niet goed kunnen ondersteunen. Bovendien zijn ze veel langzamer en hebben ze een zeer lange snijtijd nodig.
Bekijk onze sectie met aanbevolen producten

We hebben een sectie met aanbevolen producten gemaakt waarmee u het giswerk kunt verwijderen en de tijd kunt verminderen die u besteedt aan het onderzoeken van welke printer, filament of upgrades u moet krijgen, omdat we weten dat dit een zeer ontmoedigende taak kan zijn en over het algemeen tot veel verwarring leidt .
We hebben slechts een handvol 3D-printers geselecteerd die we goed vinden voor zowel beginners als gevorderden, en zelfs experts, waardoor de beslissing gemakkelijker wordt, en de filamenten, evenals de vermelde upgrades, zijn allemaal door ons getest en zorgvuldig geselecteerd , zodat u weet dat welke u ook kiest, zal werken zoals bedoeld.
3d printen
- Ondersteunende structuren voor 3D-printen met metaal — een eenvoudigere aanpak
- Een korte handleiding voor 3D-printen met Binder Jetting
- ULTEM &PEEK:de ultieme gids voor hoogwaardige 3D-afdrukmaterialen
- 3D-printen in-house vs outsourcing:de definitieve gids
- Een gids voor 3D-printen met titanium
- De zekering 1 afdrukken met de zekering 1
- De ultieme kopersgids voor het kopen van een digitale snijmachine
- Het verleden blootleggen met 3D-printen
- De complete gids voor 3D-printen
- Ultiboard – de ultieme gids voor beginners
- Bluetooth-communicatieprotocol – de ultieme protocolgids voor leerlingen