


Is hars sterker dan filament? Eenvoudig uitgelegd!
De 3D-printgemeenschap heeft uitgebreid gedebatteerd over de voor- en nadelen van zowel hars- als filamentprinters. De meest besproken onderwerpen hebben betrekking op de kwaliteit van de prints, de kosten van de materialen en de printtijden van elke technologie.
Het kan ook zijn dat we een object moeten printen dat een aantal specifieke structurele eigenschappen vereist, zoals treksterkte en slagvastheid, en we moeten uitzoeken of harsdelen sterker of zwakker zijn dan met filament bedrukte delen.
Als het op sterkte aankomt, zijn FDM-geprinte onderdelen meestal sterker dan met hars bedrukte objecten. Dit geldt zowel voor de slagvastheid als de treksterkte. Bijna alle populaire filamenten, zoals ABS, PLA, PETG, nylon en polycarbonaat, presteren beter dan reguliere harsafdrukken. Toch moet worden vermeld dat Tough Resin sterker is dan ABS, PETG en Nylon.
Hars versus filament treksterkte vergelijking
Treksterkte van verschillende filamenten en harsen (mega Pascal)
| Materiaal | MPa |
| Polycarbonaat | 67 |
| PLA | 64 |
| Taaie hars | 55 |
| PETG | 50 |
| Nylon | 48 |
| ABS | 38 |
| Hars | 23 |
Treksterkte meet de hoeveelheid spanning die een specifiek materiaal kan hebben terwijl het wordt uitgerekt tot het breekpunt. De treksterkte van het materiaal wordt gemeten op het breekpunt en varieert tussen de verschillende materialen die worden gebruikt om een identiek onderdeel te maken.
Dit is een vrij algemene test die in de meeste industrieën wordt uitgevoerd; om echter redelijk nauwkeurige resultaten te produceren, moet het daadwerkelijke bouwproces worden beschouwd en als een variabele worden meegewogen.
De consensus is dat 3D-harsprints niet zo slagvast zijn; daarnaast is er een groot vraagteken over de voortdurende uitharding van harsproducten die periodiek worden blootgesteld aan UV-licht. Aan de andere kant van de schaal is PLA een relatief goedkoop materiaal dat bestand is tegen lage temperaturen in een doos met het label 'laatste redmiddel'.
Deze veronderstellingen kunnen niet verder van de waarheid zijn, en de waarheid wordt onthuld in eerlijke en nauwkeurige tests. Hier is een basisoverzicht van treksterktetests die zijn uitgevoerd op verschillende FDM-filamenttypes, die zijn uitgevoerd door Airwolf 3D die voldoen aan de ISO 527*-normen. Een haak werd gemaakt van verschillende materialen en op de proef gesteld.
*:Deze richtlijnen specificeren de algemene voorwaarden voor het bepalen van de trekeigenschappen van thermoplasten onder gespecificeerde voorwaarden.

PLA
Het printbed was ingesteld op 60°C en de haak werd bedrukt zonder omhulsel om de warmte op een matig niveau te houden. De PLA-haak kon een gewicht van 285 pond dragen, wat zich vertaalt naar een treksterkte van 64,4 MPa, maar er is zoals altijd een addertje onder het gras.
PLA zal na verloop van tijd zijn treksterkte verliezen en mag daarom alleen worden gebruikt voor het beoogde doel, namelijk het maken van speelgoed en sierartikelen, maar niet voor doeleinden die een hoge treksterkte vereisen.
PETG
PETG gemeten op 50,0 MPa, wat verrassend is omdat je zou verwachten dat het sterker is dan PLA. Een andere test uitgevoerd door toms3d.org plaatste PLA tegen PETG, maar van elk werden twee teststructuren afgedrukt om het effect van de laagrichting te bepalen. De twee voorbeelden zijn verticaal en horizontaal afgedrukt.
De uitgevoerde test was een buigtest om het punt te bepalen waar het monster knapt. De verticaal gedrukte monsters werden eerst getest en dit zou ook de laaghechting testen. Het PLA-monster weerstond iets minder dan 8 kg, terwijl PTEG 5,9 kg aankon. Het tweede monster testte de materiaalsterkte en PLA mat 16,6 kg, terwijl het PETG-monster niet faalde omdat het helemaal niet brak, maar eerder verbogen.
In wezen is PETG flexibeler en zal het niet breken onder bepaalde krachten zoals PLA zou doen, maar wat de treksterkte betreft, is PLA sterker.
ABS
Met de ISO 527-test werd ABS beoordeeld op 38,6 MPa, wat aanzienlijk zwakker is dan zowel PLA als PETG. In de haaktest deed ABS het slecht en brak het onmiddellijk met dezelfde belasting van 285 lb.
Hoewel ABS wordt beschouwd als een echt technisch materiaal dat wordt gebruikt in alledaagse toepassingen, vereisen deze toepassingen geen treksterkte. De treksterkte van ABS kwam uit op 4700 psi (32,4 MPa).
Polycarbonaat
In de basishaaktest werd polycarbonaatfilament geprint bij hoge temperaturen waarbij de bedtemperatuur niet lager dan 145°C en de extrudertemperatuur niet lager dan 290°C mocht zijn.
Het is belangrijk om in gedachten te houden dat normale hobbyprinters deze gewenste temperaturen niet kunnen bereiken. 685 pond werd opgehangen aan de haak, die 9800 psi (67,6 MPa meet), waardoor polycarbonaat de onbetwiste winnaar is voor treksterkte.
Nylon
Nylon is geen uniform filament en als gevolg daarvan hebben verschillende soorten nylonfilamenten een verschillende treksterkte, maar de geschatte sterkte is vastgesteld op 7000 psi (48,3 MPa), wat aanzienlijk beter is dan ABS, maar lager dan PLA. In de haaktest werd nylon 910 gebruikt en bedrukt bij 250°C met een bedtemperatuur tussen 70-100°C. Het nylon begon te buigen en pas na honderden ponden bezweek het bij 485 lbs.
In wezen zal nylon, net als PETG, meer buigen dan PLA.
Hars
Hoewel de treksterktetests niet werden uitgevoerd door dezelfde mensen die de vorige tests deden, werden dezelfde omstandigheden nagebootst, wat betekent dat de resultaten niet alleen valide maar ook vergelijkbaar zijn.
Hars staat algemeen bekend als een zeer zwak materiaal wanneer het neerkomt op treksterkte, en de resultaten zijn op de een of andere manier in overeenstemming met dit idee. Reguliere hars meet slechts 23,4 MPa, een waarde die ver onder alle gemeten filamenten ligt.
Ondanks de slechte resultaten voor gewone hars, moet ik vermelden dat er ongelooflijke vooruitgang is geboekt in SLA-afdrukken en dat treksterkte zeker een dimensie is die veel aandacht heeft gekregen.
Alle grote harsfabrikanten bieden ook hun "taaie" harsen aan, en het is niet alleen een marketingtactiek:neem als voorbeeld de harde hars van eSun met een treksterkte van 55 MPa.
Dit toont aan dat fabrikanten grote inspanningen leveren om te voldoen aan de eisen die de 3D-printindustrie stelt op een steeds toenemende manier.
Verschil tussen gewone hars en taaie hars
Reguliere harssoorten worden als te zwak beschouwd om stress aan te kunnen en worden niet aanbevolen voor gebruik buitenshuis vanwege het voortdurende uithardingsproces door de UV-stralen van de zon. Er zijn echter harsen op de markt die zijn geformuleerd om echt sterk te zijn.
Er wordt een snelle technologie geïntroduceerd in de ontwikkeling van harsen en er worden voortdurend verschillende toepassingen ontdekt. Gietbare harsen worden gebruikt bij de vervaardiging van sieraden en worden veel gebruikt in de tandheelkunde.
Het belangrijkste verschil tussen gewone hars en taaie hars is de treksterkte, waarbij een taaie hars ongeveer de dubbele treksterkte heeft van gewone hars.
Anycubic's gekleurde UV-hars werd geselecteerd als de reguliere hars die werd getest tegen een aantal taaie harsen, namelijk Formlab's Tough 2000, eSun's Hard-Tough en Siraya Tech's Blu. De resultaten waren helemaal niet verrassend, omdat de standaardhars 23,4 MPa meet, terwijl de taaie harsen 46 MPa voor Foamlab, 55 MPa voor eSun en 44 MPa voor Siraya Tech meten.
Zoals je aan de testresultaten kunt zien, zijn harde harsen echt veel sterker dan de reguliere hars, maar de resultaten van de tests zullen niet automatisch worden vertaald naar je projecten. De belangrijkste reden is het structurele ontwerp en de toepassing, dus hoewel taaie harsen sterker zijn, zullen ze niet noodzakelijkerwijs deze testresultaten weerspiegelen.
Hars versus filament slagsterkte vergelijking
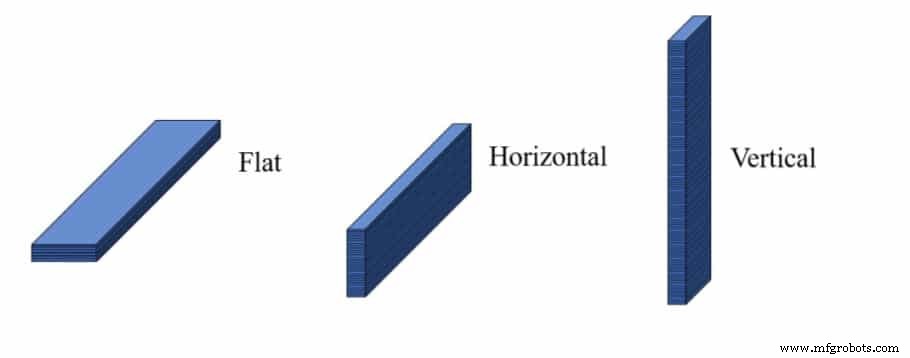
Slagsterkte voor verschillende materialen en oriëntaties (joule/meter)
| Plat | Horizontaal | Verticaal | |
| Polycarbonaat | 354 | 515 | 42 |
| Nylon | 325 | 249 | 60 |
| Prusa Tough Resin | 280 | 280 | 280 |
| PETG | 239 | 178 | 35 |
| PLA | 153 | 113 | 77 |
| ABS | 129 | 149 | 55 |
Impactsterkte verschilt van treksterkte doordat het meet hoeveel impact een standaardmodel kan hebben en hoeveel impactenergie door de kracht wordt geabsorbeerd. De methode die wordt gebruikt om de test uit te voeren, is de IZOD-slagvastheidstest. De tests werden uitgevoerd met behulp van drie verschillende oriëntaties:vlakke, verticale en horizontale testmonsters.
PLA
- Vlak:152,52 j/m
- Horizontaal; 113,21 j/m
- Verticaal:77,42 j/m
PETG
- Vlak:238,98 j/m
- Horizontaal; 178.09 j/m
- Verticaal:35,45 j/m
ABS
- Vlak:128,69 j/m
- Horizontaal; 149,14 j/m
- Verticaal:55,14 j/m
Polycarbonaat
- Vlak:354,15 j/m
- Horizontaal; 514,90 j/m
- Verticaal:42,03 j/m
Nylon
- Vlak:324,90 j/m
- Horizontaal; 248,86 j/m
- Verticaal:59,61 j/m
Zoals je aan de resultaten kunt zien, zijn er gemengde aantallen tussen de filamenttypes en de oriëntatie van het testmonster. PLA scoorde het hoogst op de verticale test met 77,42 j/m en PETG scoorde het laagst met 35,45 j/m. Polycarbonaat en nylon testmonsters zijn redelijk gelijk op elkaar afgestemd, maar polycarbonaat scoorde 514,90j/m op de horizontale test, terwijl nylon een score van 248,86 j/m bereikte.
Verschil tussen gewone hars en taaie hars
De slagvastheid van gewone hars in vergelijking met taaie hars werd uitgevoerd met behulp van de IZOD-slagvastheidstest met Filaween-score. In de test van Tom gebruikte hij Elegoo ABS-achtige heldere rode hars en de Prusa kastanjebruine "Tough" hars, en de resultaten spreken voor zich.
Omdat het een isotroop materiaal is, hadden de harstestmonsters elk slechts één monster nodig. Het Prusa Tough-harsresultaat was 280 mJ. Deze hars is vergelijkbaar met PLA-resultaten.
Wat is het sterkste filament?
Ik denk dat het een vrij algemene conclusie is onder fabrikanten, recensenten en eindgebruikers dat polycarbonaat wordt beoordeeld als het sterkste filamenttype.
Bij correct en bij de juiste temperaturen bedrukt polycarbonaat (of pc) kan extreem sterke en duurzame componenten produceren; afdrukken met pc kan echter problematisch zijn, omdat het niet goed werkt met uitsteeksels en fijne details. PC heeft een hoge thermische weerstand en is ook redelijk slagvast, zoals blijkt uit de testresultaten hierboven.
Nylon wordt ook hoog gewaardeerd en steekt gunstig af bij pc. Het nylon 910-filament dat door Airwolf werd getest, vertoonde een grote sterkte bij 7000 psi, en een bedrukte clip kon 485 lb bevatten. MatterHackers deed vergelijkbare tests, maar gebruikten hun eigen nylonfilament genaamd Nylon X-filament. Ze drukten een haak af en konden 364 pond vasthouden voordat deze brak. Nylon heeft geweldige recensies ontvangen, waarbij veel recensenten het veel hoger beoordelen dan PLA voor sterkte en duurzaamheid.
Omdat nylon hygroscopisch is, wat betekent dat het de neiging heeft om vocht op te nemen, levert het wel afdrukproblemen op. Het moet 100% droog zijn; anders zullen er afdrukfouten optreden. Een ander pijnpunt is de printtemperatuur die tussen 220-270°C moet liggen en vatbaar is voor kromtrekken. De goede kant van nylon is dat het schokbestendig, vermoeidheidsbestendig en hittebestendig is, en de kers op de taart is dat het gemakkelijker te printen is dan pc.
Hier zijn enkele aanbevolen nylon- en polycarbonaatfilamenten:
Hoe maak je een FDM-onderdeel sterker?
Een sterke FDM-print is een wenselijke print. Er zijn verschillende manieren om de sterkte van uw afdrukken te vergroten, waaronder het gebruik van rechtlijnige vulling, het verminderen van koeling, het vergroten van de extrusiebreedte, het vergroten van het aantal omtrekken en het gebruik van dunnere lagen. Deze tips die u zullen helpen de sterkte van uw FDM-afdrukken te vergroten, zijn door veel 3D-specialisten en enthousiastelingen uitgeprobeerd en getest.
Gebruik het rechtlijnige of honingraatpatroon
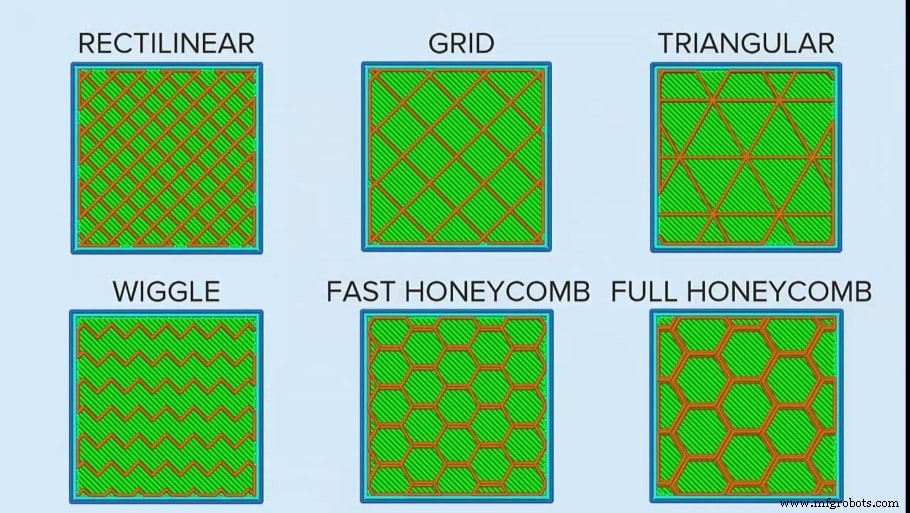
Infill-patronen zijn een duidelijk pluspunt voor het versterken van prints, maar helaas is er geen one size fits all. De honingraatstructuur staat bekend om zijn sterkte en wordt zelfs gebruikt in run-on platte autobanden. Vanuit technisch oogpunt is het rechtlijnige patroon het sterkste patroon, maar alleen wanneer rekening wordt gehouden met de richting van de kracht, omdat het zwak zal zijn in de tegenovergestelde richting.
Het gebruik van een rechtlijnig opvulpatroon bespaart plastic gebruik en drukt daardoor sneller af. Het print tot 30% sneller dan het honingraatpatroon. Waar het rechtlijnige patroon vanuit één richting het sterkst is, is de honingraat vanuit alle richtingen even sterk, waardoor het een allround betrouwbaar patroon is om te gebruiken.
Uw 3D-afdrukken ontharden
Gloeien is een veelgebruikt proces bij het maken van metalen of geïnjecteerde plastic onderdelen. Simpel gezegd, het is een proces waarbij de temperatuur wordt verhoogd om de stevigheid, treksterkte en hittebestendigheid te verbeteren. Hoewel het niet zo populair is in de wereld van 3D-printen, is het proces nog steeds toepasbaar, maar het vereist een zekere mate van experimenteren om de optimale temperatuur te krijgen.
Thuis kun je je prints in de oven plaatsen, maar je moet de temperatuur goed in de gaten houden en zorgen voor een gelijkmatige warmteverdeling rond de print.
Gloeien is in feite het verwarmen van plastic tot de glasovergangstemperatuur, omdat het object op dit punt nog steeds zijn vorm behoudt, maar de moleculen zullen worden herschikt in een meer vloeibare toestand, waardoor de innerlijke spanning wordt verminderd en de structuur tijdens het proces wordt versterkt.
Polymeren hebben lange, repetitieve moleculaire ketens die zijn samengesteld uit amorfe en semi-kristallijne moleculaire structuren. Deze moleculaire structuren vormen het polymeer en zijn willekeurig verdeeld zonder definitieve scheidslijnen. De kristallijne structuren zijn hard en rigide, terwijl de amorfe structuren elastischer en flexibeler zijn.
Wanneer het filament in het mondstuk wordt verwarmd, zal het waarschijnlijk amorf zijn en deze structuur behouden door het snelle afkoelproces. Wat gloeien bereikt, is het veranderen van de eigenschappen van het amorfe plastic in kristallijn plastic.
PLA- en PETG-filamenten lieten veelbelovende resultaten zien wanneer ze werden uitgegloeid, terwijl ASA en ABS tijdens het proces geen echte verandering vertoonden, behalve kromtrekken. PLA-filament vertoonde een grote verbetering in treksterkte, terwijl PETG grote punten scoorde voor duurzaamheid bij impact.
Het komt erop neer dat gloeien een effectief hulpmiddel is, maar complicaties kan veroorzaken bij het gebruik van de techniek met gedetailleerde afdrukken.
Aanvullende overwegingen
Overweeg de toepassing van een afdruk om de sterke en zwakke punten te bepalen. Naast het juiste filament of de juiste hars, zijn er nog een aantal andere overwegingen die van invloed zijn op de bruikbaarheid van uw print.
Anisotroop versus isotroop
Anisotroop komt in feite tot verschillende waarden wanneer de eigenschappen van een materiaal vanuit verschillende richtingen worden gemeten, wat het geval is bij rechtlijnige vullingen. On the other hand, isotropic means consistent values no matter the direction of the measurement, and in this case, we can use the honeycomb structure as a good example.
With FDM 3D printing, the print or build direction will contribute to anisotropic results. This becomes more obvious with lower adhesion between layers in the Z-axis, which causes a lower pull strength compared to the X and Y-axis. So, if anisotropy is not considered, then the printed product will not last when pressure is applied to its weakness.
With SLA printing, there is no need to worry about structural weaknesses from certain directions because the resin is isotropic, meaning that the object has the same strength from all directions. For added strength resin model should not be hollow to save on resin.
Slicer Settings
A strong print begins with a good design that focuses on structural integrity by allocating more material to areas with concentrated stress. Topology optimization allows the process to be automated and is frequently used in creating functional designs.
The fabrication process also has a strong influence on the strength of the final product, and this is determined by the printing setting during slicing. For example, the layer height being higher will account for greater print strength, both in FDM and SLA prints. The infill structure and settings also contribute to the print strength, as do the speed, thickness of the extrusion, and optimum temperatures.
With SLA resin, printers usually print with 100% infill, but some slicers allow you to drain excess resin from interior pockets as a resin-saving option; however, in order not to compromise the integrity of the print, the design should not be hollow.
How the objects are printed
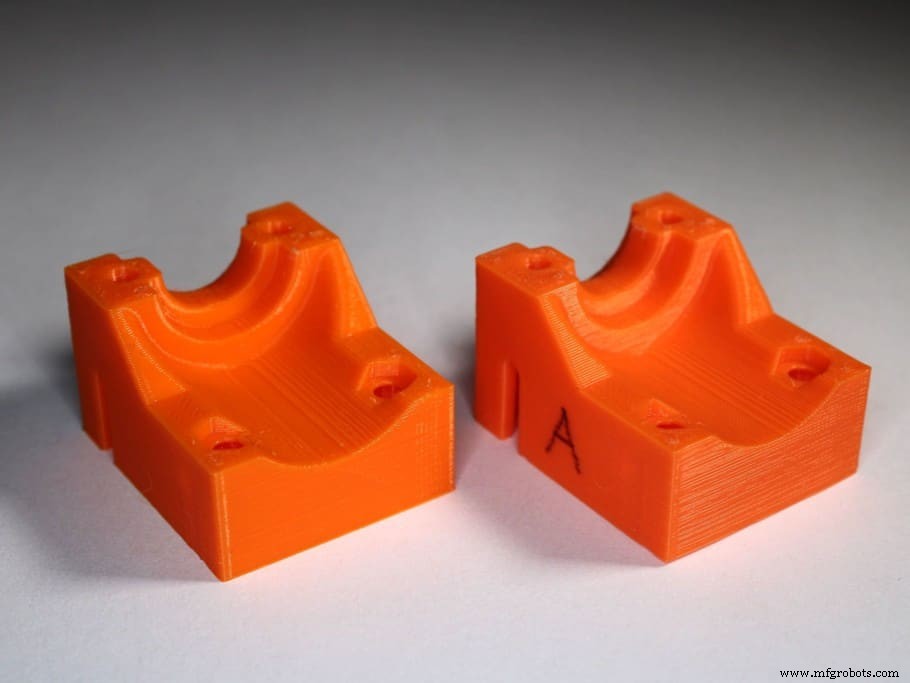
Layer thickness and adhesion play a dominant role in the overall strength of a printed object. In a test conducted to point out the effects of layer thickness and print orientation, several hooks were printed with different layer thickness as well as being printed vertically and laying down.
The results of the test were unanimously in favor of the hooks printed laying down, which indicates that structural integrity is influenced if the print layers are in the same line as the force applied to the object.
A 0.4mm nozzle was used for the printing, and the hooks were printed from 0.05 to 0.4mm. In both print orientations, the hooks that were printed with between 0.1mm and 0.2mm performed the best, whereas the 0.3mm and 0,4mm hooks performed the worst.
From this test, we can conclude that the layer thickness should not exceed half the diameter of the nozzle being if part strength is relevant for our application. For details on the test, check out the video from CNCKitchen
Bekijk onze sectie met aanbevolen producten

We hebben een sectie met aanbevolen producten gemaakt waarmee u het giswerk kunt verwijderen en de tijd kunt verminderen die u besteedt aan het onderzoeken van welke printer, filament of upgrades u moet krijgen, omdat we weten dat dit een zeer ontmoedigende taak kan zijn en over het algemeen tot veel verwarring leidt .
We hebben slechts een handvol 3D-printers geselecteerd die we goed vinden voor zowel beginners als gevorderden, en zelfs experts, waardoor de beslissing gemakkelijker wordt, en de filamenten, evenals de vermelde upgrades, zijn allemaal door ons getest en zorgvuldig geselecteerd , zodat u weet dat welke u ook kiest, zal werken zoals bedoeld.
3d printen
- Een spoedcursus over treksterkte en wat het betekent
- Is glasvezel sterker dan staal?
- Nanoschaal effect van zirkonium vulmiddeloppervlak op mechanische treksterkte van polymeercomposieten
- Sterker dan staal, het nieuwste hightech hout kan gebouwen koelen
- De zaak voor digitale inkoop is sterker dan ooit
- Hoe apparatuur voor het voorbereiden van trekmonsters veilige commerciële gebouwen kan bouwen
- Polyurethaan treksterkte
- Zijn 3D-printers duur? FDM &hars!
- Hars versus filamentkosten in 3D-printen!
- Welk metaal heeft de hoogste treksterkte?
- Wat is 3D-printen met hars?