


Ondersteunt bij 3D-printen:een technologieoverzicht
Inleiding
Omdat 3D-geprinte onderdelen laag voor laag worden opgebouwd, is een eerdere laag nodig om op voort te bouwen. Afhankelijk van de specifieke 3D-printtechnologie en de complexiteit van het 3D-model kan dit betekenen dat een 3D-print ondersteuningsstructuren nodig heeft.
Bij het overwegen met welke technologie een 3D-model moet worden geprint, is het belangrijk om ondersteuningsstructuren te overwegen en hoe deze het eindresultaat kunnen beïnvloeden. Ondersteuningsstructuren zullen een impact hebben op de oppervlakteafwerking, aangezien ze nabewerking nodig hebben om te verwijderen, wat resulteert in vlekken of oppervlakteruwheid.
Dit artikel bespreekt ondersteuningen, hoe ondersteuningen worden geïmplementeerd voor elke 3D-printtechnologie en hoe het gebruik van ondersteuningen het ontwerpbeslissingsproces kan beïnvloeden.
Ondersteunt in FDM
Fused Deposition Modeling (FDM) extrudeert een gesmolten filament op een bouwoppervlak langs een vooraf bepaald pad. Terwijl het materiaal wordt geëxtrudeerd, koelt het af, waardoor een stevig oppervlak wordt gevormd dat de basis vormt voor de volgende laag materiaal waarop wordt gebouwd. Dit wordt laag voor laag herhaald totdat het object is voltooid.
Wanneer is ondersteuning nodig in FDM?
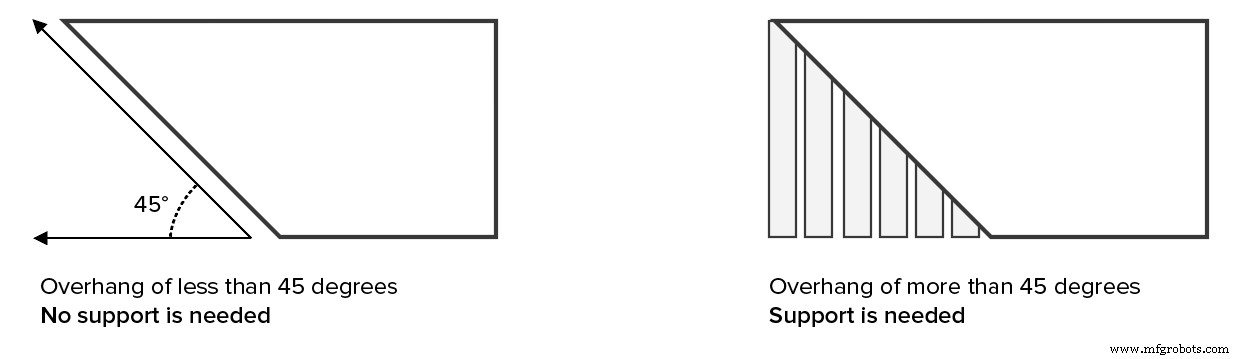
Bij FDM-printen wordt elke laag geprint als een set verwarmde filamentdraden die zich hechten aan de draden eronder en eromheen. Elke draad wordt enigszins verschoven ten opzichte van de vorige laag afgedrukt. Hierdoor kan een model worden opgebouwd tot hoeken van 45°, waardoor prints groter kunnen worden dan de breedte van de vorige laag.
Wanneer een element wordt afgedrukt met een overhang van meer dan 45°, kan het doorzakken en heeft het ondersteuningsmateriaal eronder nodig om het omhoog te houden. Meer informatie over overhangen en FDM vindt u hier.
Overbrugging versus ondersteuning
Er is een uitzondering op deze regel:
Heet materiaal kan over korte afstanden tussen twee punten worden uitgerekt in een methode die bekend staat als bridging. Bridging maakt het mogelijk om materiaal te printen zonder ondersteuning en met minimale doorbuiging. Als een brug meer dan 5 mm lang is, is in het algemeen ondersteuning nodig om een nauwkeurige oppervlakteafwerking te krijgen.
Meer informatie over bridging en FDM vind je hier.
De ABC's (of YHT's) van FDM-ondersteuning
Denk aan de letters Y, H en T, en een reeks bijbehorende 3D-modellen.
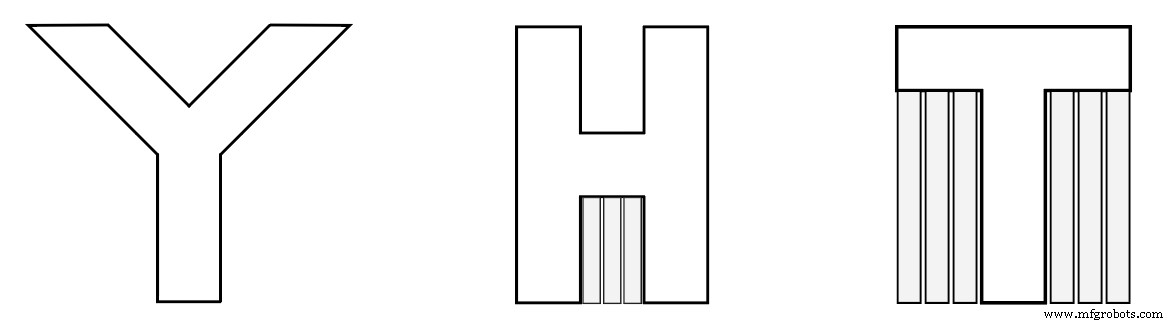
- De armen van een model van de letter Y kunnen eenvoudig worden bedrukt. Ook al zijn de armen van Y gestrekt, omdat ze zich uitstrekken op 45 graden of minder, hebben ze geen ondersteuning nodig.
- De letter H is iets gecompliceerder, maar als de middelste brug minder dan 5 mm is, kan deze worden afgedrukt zonder ondersteuning of doorzakken. Meer dan 5 mm en ondersteuning is vereist. Voor dit voorbeeld is de middelste brug meer dan 5 mm en is er ondersteuning nodig.
- De letter T vereist ondersteuning voor de armen van de letter. Er is niets om op te printen op de buitenste armen en het materiaal valt gewoon naar beneden zonder ondersteuning.
De onderstaande afbeelding illustreert YHT met het ondersteunende materiaal in lichtgrijs.
Hier is hoe de YHT's eruit zien wanneer ze worden afgedrukt. De onderstaande afbeelding toont nu het resultaat van de T die zonder ondersteuning is afgedrukt. Het oppervlak is aanzienlijk verzakt en vereist een grote hoeveelheid nabewerking om het schoon te maken.


De keerzijde van FDM-supportmateriaal
Een van de beperkingen van het gebruik van ondersteuning bij FDM-afdrukken is dat nabewerking altijd nodig is, wat resulteert in vlekken of schade aan het oppervlak dat in contact komt met de ondersteuning.
Een ander probleem is dat lagen die op drager zijn afgedrukt, minder perfect zullen zijn, omdat de drager iets minder stationair zal zijn dan de effen lagen.
Ondersteuning kan ook moeilijk te verwijderen zijn van kleine, ingewikkelde functies zonder het model te breken.
Ondersteuning vereist bovendien extra drukmateriaal en brengt dus extra kosten met zich mee. De ondersteuning moet ook worden verwijderd, waardoor er meer werk ontstaat voor de 3D-printserviceprovider, wat ook de totale kosten van de afdruktaak kan verhogen.

Hoeveel ondersteuning is er nodig voor mijn FDM-afdruk?
Het voorbeeld van de boog hieronder vereist slechts een beperkte hoeveelheid ondersteuning die op de juiste locatie wordt geplaatst om nauwkeurig te kunnen worden afgedrukt.

De hieronder getoonde "Bal in a Cube" is een voorbeeld dat veel ondersteuning vereist.
Het verwijderen van de steun in dit voorbeeld is complex en omvat het verwijderen van elk steunelement met een punttang terwijl wordt geprobeerd de schade aan de oppervlakken rond de steun te beperken. Het schuren of gladmaken van het oppervlak na het verwijderen van de drager is ook erg moeilijk.
Zonder ondersteunend materiaal kan dit model simpelweg niet in FDM worden geprint zonder concessies te doen aan kwaliteit en nauwkeurigheid. In dit geval is - ondanks de extra kosten en printtijd - het extra ondersteunende materiaal essentieel om de print te kunnen voltooien.

Twee soorten FDM-ondersteuning
FDM-afdrukmethoden maken gebruik van twee soorten ondersteuning:
- De eerste, een soort vlakke accordeon of traliewerk, is de meest voorkomende en is het meest geschikt voor de meeste FDM-afdrukken.
- Het andere type is een 'boomachtige' ondersteuning en heeft de voorkeur van sommige printers. Deze manier van ondersteunen is minder populair, maar heeft minder contact met het printoppervlak, wat kan resulteren in een betere oppervlakteafwerking na de verwerking.
De printeroperator zal over het algemeen het type ondersteuning specificeren dat het beste bij uw toepassing past en zo de esthetische impact op uw ontwerp minimaliseert.
Benieuwd naar de kosten en materiaalmogelijkheden voor FDM?
Ontvang direct een offerteBekijk alle FDM-materialen 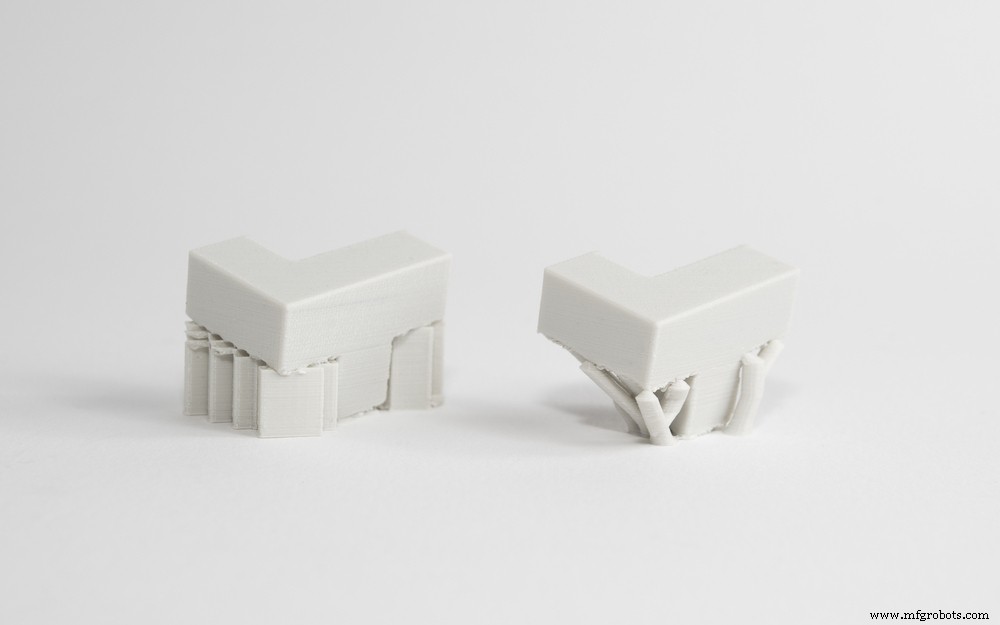
Oplosbare ondersteuning
Op fijn afgestemde printers met twee printkoppen kan het ondersteuningsmateriaal worden bedrukt met een oplosbaar materiaal dat niet van het onderdeel scheurt, maar oplost in een chemische oplossing die het hoofdmateriaal van het afgedrukte model niet aantast.
Dit resulteert in een betere oppervlakteafwerking waar de drager in contact is met het hoofdmateriaal, maar kan een dure en tijdrovende oplossing zijn.
Een voorbeeld hiervan is de Ultimaker 3-machine, die gebruikmaakt van ondersteuning die is afgedrukt in PVA en die na het afdrukken gemakkelijk kan worden opgelost. Alle industriële FDM-machines gebruiken oplosbare ondersteuning.
SLA &DLP-ondersteuningsstructuren
Stereolithografie (SLA) en Digital Light Processing (DLP) creëren 3D-geprinte objecten van een vloeibare (fotopolymeer) hars door een lichtbron te gebruiken om het vloeibare materiaal te laten stollen.
Afhankelijk van het exacte printertype betekent dit dat het model ofwel uit een vat met vloeibaar materiaal wordt getrokken omdat het wordt gestold door een lichtbron door een doorschijnend venster aan de onderkant (bottom-up), of het wordt ondergedompeld in de vloeistof omdat de bovenste laag wordt behandeld door een lichtbron van bovenaf (top-down).
Wanneer is ondersteuning nodig in SLA &DLP?
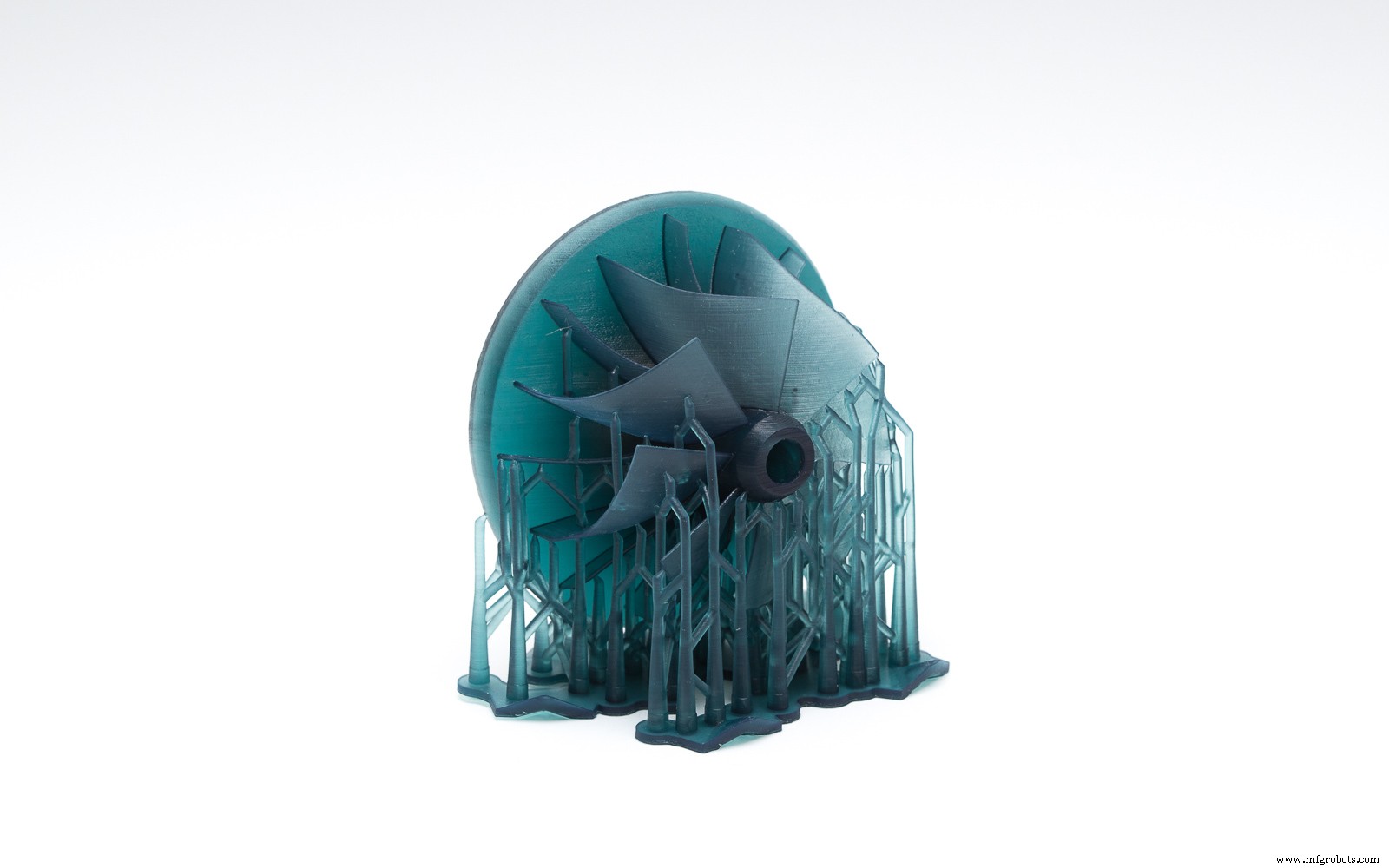
Om ervoor te zorgen dat de prints zich aan het printplatform hechten en niet rondzweven in het vat, hebben SLA- en DLP-printers in bijna alle gevallen ondersteuningen nodig.
Ondersteuningsstructuren van deze printers zien eruit als dunne ribben, met slechts kleine tips die het model echt raken om materiaal en printtijd te besparen. Het aantal steunen, hun locatie, waar ze het model en de structuur raken, wordt berekend door de software en is afhankelijk van de vorm, oriëntatie en het gewicht van het te printen onderdeel.
SLA en DLP zijn enkele van de meest nauwkeurige technologieën waarmee zelfs de kleinste en meest ingewikkelde objecten met nauwkeurige details kunnen worden afgedrukt. Met de juiste nabewerking heeft het gebruik van dragers geen invloed op de kwaliteit van de afdruk.
Ondersteunend materiaal verwijderen van SLA- en DLP-afdrukken
Ten eerste wordt isopropylalcohol (IPA) gebruikt om vloeibare hars van uw voltooide onderdelen te wassen. Ondersteuningsstructuren kunnen van het oppervlak van het model worden afgebroken of met een tang worden verwijderd. De plekken waar de steun in contact was met het object worden vervolgens geschuurd om eventuele resterende sporen te verwijderen.

Ontwerpoverwegingen voor ondersteuningen in SLA en DLP
Onderdeeloriëntatie speelt een cruciale rol bij de locatie van ondersteuning voor SLA- en DLP-afdrukken. Door een onderdeel te heroriënteren kan de hoeveelheid ondersteuning (en dus de kosten van de print) drastisch worden verminderd.
Oriëntatie speelt ook een belangrijke rol bij de plaats van ondersteuning. Als het esthetische uiterlijk van een oppervlak op een onderdeel van het grootste belang is, kan het ook een optie zijn om het onderdeel zo te oriënteren dat er weinig tot geen ondersteuning is in contact met dat gebied.
Voor complexe prints met veel details en veel dunne of ingewikkelde kenmerken kan het ook de printkwaliteit en het uiterlijk verbeteren door de print op te delen in afzonderlijke secties en deze vervolgens aan elkaar te assembleren (via klikverbindingen, in elkaar grijpende onderdelen of lijmen).
Benieuwd naar de kosten en de beschikbare materiaalmogelijkheden van SLA/DLP?
Ontvang direct een offerteBekijk alle SLA-materialen 
Material Jetting-ondersteuningsstructuren
Material Jetting-technologieën (Stratasys PolyJet en 3D Systems MultiJet Modeling) zijn vergelijkbaar met inkjetprinten, maar in plaats van inktdruppels op papier te spuiten, spuiten deze 3D-printers lagen vloeibaar fotopolymeer op een buildtray en harden ze onmiddellijk uit met UV-licht.
Wanneer is ondersteuning nodig bij Material Jetting?
Deze printers vereisen het gebruik van ondersteunend materiaal in alle gevallen waar er overhangende delen zijn, ongeacht de hoek. Ondersteuningen zijn ofwel oplosbaar in water of worden verwijderd tijdens de nabewerking met behulp van tangen, waterstralen, ultrasoonbad en zandstralen.
In tegenstelling tot FDM zijn dragers voor deze technologieën op geen enkele manier nadelig voor het uiterlijk, de oppervlaktekwaliteit of de technische eigenschappen van de prints. Na een goede nabewerking is het praktisch onmogelijk om delen die bedekt waren met steun te onderscheiden van de rest van de print.

Ontwerpoverwegingen voor ondersteuningen bij Material Jetting
Door de elektrische gereedschappen (waterstraal, zandstraalmachine) die tijdens de nabewerking worden gebruikt, kunnen ingewikkelde onderdelen van het model beschadigd of verbogen raken. Zorg ervoor dat u de Material Jetting-regels volgt om problemen te voorkomen. Als uw model ingewikkelde onderdelen en dunne draden heeft, wordt in plaats daarvan SLS-afdrukken aanbevolen.
SLS-ondersteuningsstructuren
Selective Laser Sintering (SLS) smelt poedervormig materiaal in een kamer met behulp van een laser.
Voor SLS zijn er geen ondersteuningsstructuren nodig omdat het poeder als ondersteuning fungeert wanneer het object laag voor laag wordt opgebouwd. Dit geeft veel ontwerpvrijheid, maar verhoogt over het algemeen ook de kosten en tijd om een onderdeel te printen. SLS heeft tijd nodig voordat de build-kamer is afgekoeld en het reinigen van de print vereist een meerstaps afwerkingsproces, inclusief het verwijderen van niet-versmolten poeder, meestal met een luchtpistool.
Benieuwd naar de kosten en beschikbare materiaalmogelijkheden voor SLS?
Ontvang direct een offerteBekijk alle SLS-materialen 
Binder jetting ondersteuningsstructuren
Binder jetting is vergelijkbaar met SLS in de manier waarop de printer dunne lagen poedervormig materiaal gebruikt om een object op te bouwen, maar in plaats van een laser te gebruiken die de laag aan elkaar sintert, gebruiken deze printers een bindmiddel geëxtrudeerd uit een mondstuk om het poeder te binden samen.
Net als bij SLS zijn er geen ondersteunende structuren nodig, omdat het poeder als ondersteuning fungeert wanneer het object wordt gebouwd, maar het reinigen en nabewerken van de print vereist een meerstaps afwerkingsproces, inclusief het verwijderen van niet-versmolten poeder, meestal met een luchtpistool.

Ondersteunende constructies voor het printen van metaal
Metaalprinttechnologieën maken in alle gevallen gebruik van ondersteuningsstructuren om modellen tijdens het bouwproces op een grondplaat te houden, maar overstekken met een hoek groter dan 35 graden kunnen zonder ondersteuning worden gebouwd. Wanneer ondersteuningen nodig zijn, is het belangrijk ervoor te zorgen dat ze gemakkelijk toegankelijk zijn, anders kunnen ze niet worden verwijderd tijdens de nabewerking.
Het gebruik van dragers heeft op geen enkele manier invloed op de kwaliteit van de afdruk en met de juiste nabewerking kunnen alle markeringen van het afgedrukte model worden verwijderd.
Benieuwd naar de kosten en beschikbare materiaalmogelijkheden voor Metaal 3D printen?
Ontvang direct een offerteBekijk alle metalen 3D-printmaterialen 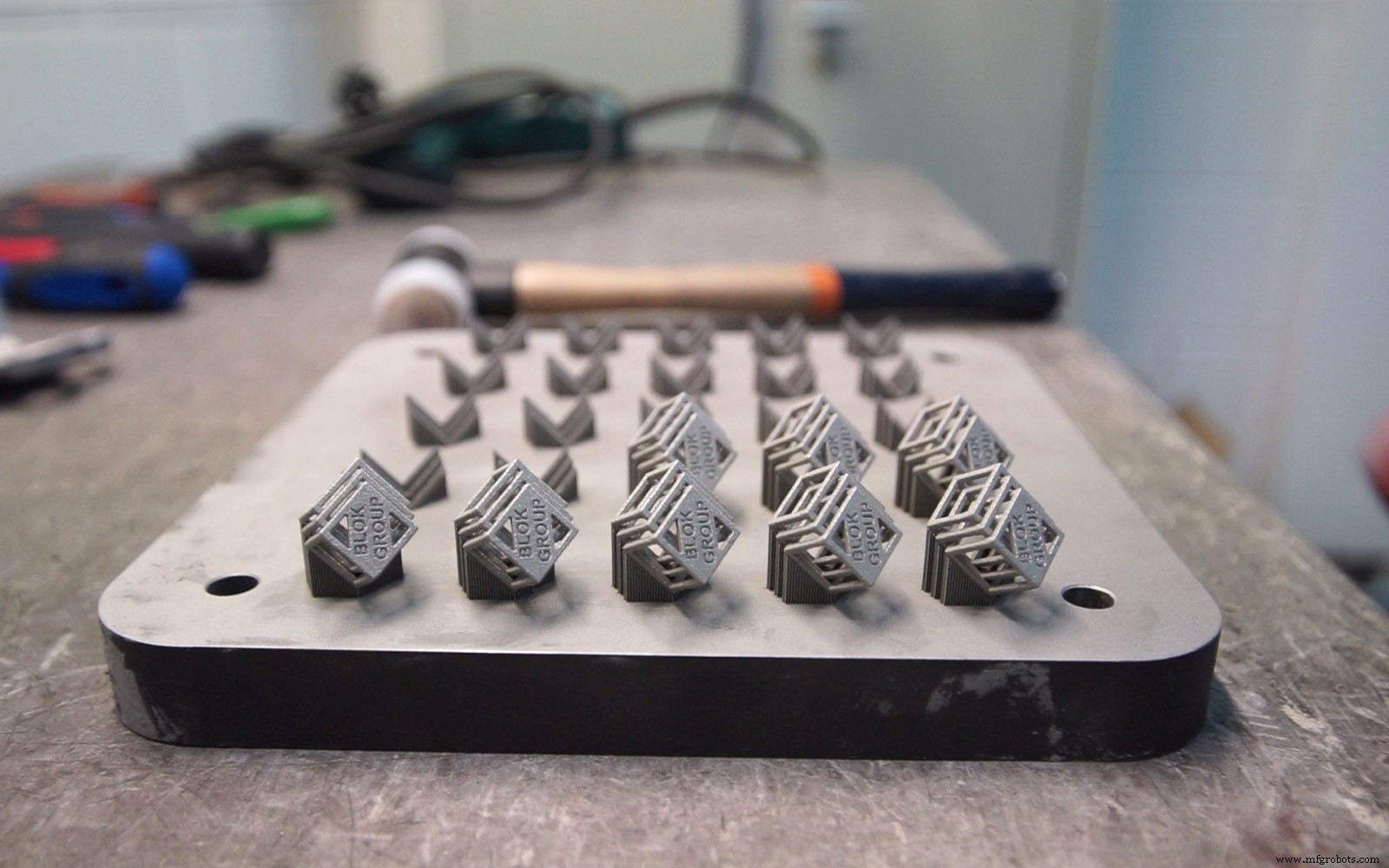
Vuistregels
- Ondersteuning heeft over het algemeen een nadelige invloed op het uiterlijk van een onderdeel (met uitzondering van Material Jetting). Nabewerking is over het algemeen vereist om de oppervlakteafwerking te verbeteren nadat de ondersteuning is verwijderd.
- Hoe meer ondersteuning er wordt toegevoegd, hoe complexer een ontwerp kan zijn. De hoeveelheid gebruikte ondersteuning kan worden geoptimaliseerd (onderdeeloriëntatie, vereist nauwkeurigheidsniveau, enz.) om de kosten en afdruktijd te verlagen.
- De onderstaande tabel vat samen of ondersteuning nodig is voor elk van de 3D-printtechnologieën:
| Druktechnologie | Ondersteuning vereist |
|---|---|
| FDM | Afhankelijk van modelgeometrie |
| SLA &DLP | Altijd vereist |
| Materiaalspuiten | Altijd, maar oplosbaar |
| SLS | Nooit |
| Binder Jetting | Nooit |
| Metaal printen | Altijd |
3d printen
- Toepassingen van 3D-afdruktechnologie van titaniumlegering
- Vuurvaste metaalpoeders VS 3D-afdruktechnologie
- Python - Overzicht
- Biocompatibel 3D-afdrukken Overzicht
- Overzicht van 3D-afdrukopties in kleur
- Technologieoverzicht:wanneer u echt voor metaal 3D-printen moet gaan
- Polyjet 3D-printen:technologieoverzicht
- Fused Deposition Modeling (FDM) 3D Printing:technologieoverzicht
- Carbon DLS 3D-printen:technologieoverzicht
- Direct Metal Laser Sintering (DMLS) 3D-printen:technologieoverzicht
- Stereolithografie (SLA) 3D-printen:technologieoverzicht