


Vermindering van de complexiteit van CNC-bewerkingen:belangrijke uitdagingen en bewezen optimalisatiestrategieën
Diepe, smalle groeven en structuren met nauwe spelingen
Onderdelen zoals koellichamen en kleplichamen zijn vaak voorzien van diepe, smalle groeven en dicht opeengepakte dunwandige ribben om het gewicht te verminderen en de warmteafvoer te vergroten. Bij CNC-bewerking vormen deze kenmerken verschillende kritieke problemen:
- Voor diepe sleuven zijn lange snijkantfrezen vereist. Wanneer de uitsteeklengte van het gereedschap zijn diameter overschrijdt, kunnen elastische afbuiging en klapperen optreden, wat leidt tot dimensionale onnauwkeurigheden en oppervlaktedefecten.
- De beperkte ruimte in smalle groeven belemmert de spaanafvoer, waardoor het risico op spaanblokkering en gereedschapsbreuk toeneemt.
- Het binnendringen van koelvloeistof in diepe, krappe ruimtes is moeilijk, waardoor er warmte wordt opgebouwd die het onderdeel vervormt en de nauwkeurigheid in gevaar brengt.

Optimalisatietechnieken
- Verruim tijdens het ontwerp de sleuven of verminder de diepte, zodat de verhouding tussen gereedschapsdiameter en diepte binnen aanvaardbare grenzen blijft.
- Gebruik gereedschappen met hoge stijfheid en een kleine diameter of frezen met lange snijkanten, gecombineerd met stevige klemsteunen.
- Verhoog de koelmiddelstroom of integreer spaanafvoerkanalen.
- Als herontwerp niet mogelijk is, kies dan voor een gefaseerde bewerkingsaanpak:bij ruwe bewerking wordt bulkmateriaal verwijderd, gevolgd door nabewerking om uiteindelijke toleranties te bereiken.
Contructies met kleine radiussen en onvolledige hoekvrijheid
Te kleine binnenhoekradii vereisen vaak EDM of handmatige afwerking. De belangrijkste uitdagingen zijn:
- Grenslimieten voor gereedschapsdiameters :Voor hoeken met een kleine straal zijn kleine gereedschappen nodig, maar voor diepe holtes zijn lange gereedschappen nodig waarvan de minimale diameter wordt beperkt door stijfheid.
- Gereedschapspadresidu :Als de gereedschapsradius de opgegeven hoekradius overschrijdt, blijft er materiaal achter, waardoor een “dode knoop” ontstaat.
- Aanvullende processtappen :Onduidelijke hoeken vereisen EDM, wat klemfouten en cyclustijd met zich meebrengt.
Optimalisatietechnieken
- Vergroot de interne radius waar het ontwerp dit toelaat, waardoor een enkele bewerkingsgang met standaardgereedschappen mogelijk is.
- Pas spiraalvormige of cirkelvormige boogvoedingspatronen toe op de hoeken om plotselinge richtingsveranderingen te voorkomen die trillingen veroorzaken.
- Ontwerp problematische gebieden opnieuw in externe hoeken of voeg procesinkepingen toe om de bewerking te vereenvoudigen.
Dunwandige constructies
Dunwandige onderdelen zijn lichtgewicht, maar gevoelig voor vervorming en trillingen onder snijkrachten:
- Slechte stijfheid :Dunne wanden hebben geen stijfheid, wat leidt tot elastische vervorming tijdens de bewerking.
- Klemuitdagingen :Overmatige klemkracht vervormt het onderdeel; onvoldoende kracht leidt tot een onstabiele positionering.
- Resonantierisico :Lage natuurlijke frequenties kunnen overeenkomen met de snijfrequenties, waardoor de oppervlaktekwaliteit afneemt.

Optimalisatietechnieken
- Voeg ribben of tijdelijke steunen toe tijdens het ontwerp en verwijder ze na de bewerking.
- Gebruik hulpsteunen zoals vacuümzuignappen of legeringen met een laag smeltpunt.
- Afzonderlijk voorbewerken en nabewerken; gebruik tijdens de afwerking lichte sneden, hoge spilsnelheden en snelle voedingssnelheden.
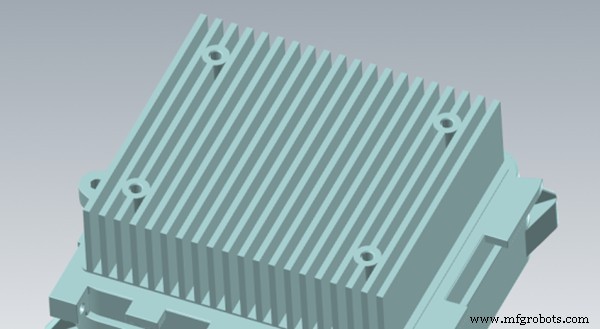
Casestudy:machinale optimalisatie van een koellichaambehuizing voor een elektrische vrachtwagen
De behuizing van het koellichaam, gemaakt van ADC12-aluminium en meet 159 x 135 x 67 mm, heeft een dichte lamellenstructuur met diepe groeven om de warmte van de aandrijflijn af te voeren. Uit een eerste analyse kwamen verschillende knelpunten naar voren:
Ontwerpgerelateerde bewerkingsuitdagingen
1. Onredelijk diepe, smalle groeven
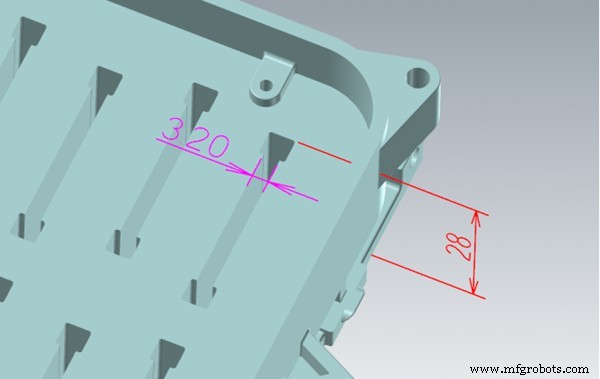
De groefbreedte van 3,2 mm en een diepte van 28 mm vereisten een 3 mm langgegroefde frees met een uitsteeklengte van>29 mm, wat resulteerde in een slechte stijfheid, een hoog risico op gereedschapsbreuk, een langere cyclustijd en problemen bij het behalen van Ra1.6.
2. Extreem kleine hoekradius
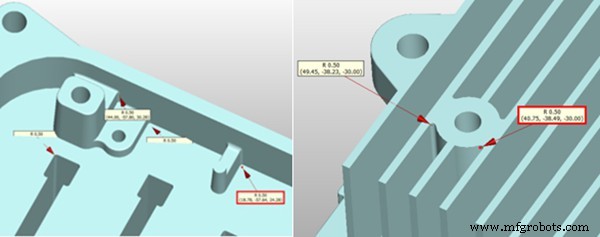
De holtediepte van 28 mm vereiste een frees van 3 mm, maar de R1.5-radius kon de R0.5-hoeken van het ontwerp niet bewerken, waardoor materiaal achterbleef dat EDM-vrijmaken nodig had.
3. Dunne lokale wanddikte
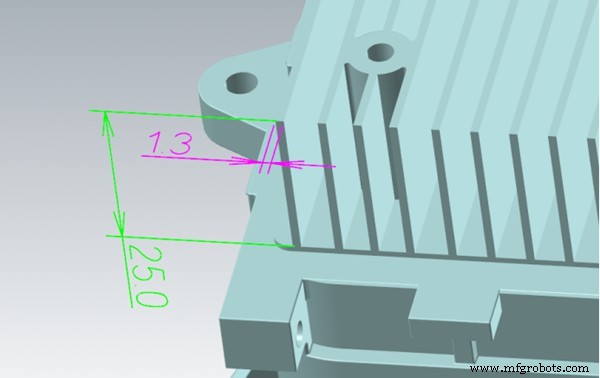
Vinnen van slechts 1,2 mm dik en 25 mm hoog waren gevoelig voor trillingen en doorbuiging tijdens het frezen, waardoor de maatvastheid in gevaar kwam.
Geoptimaliseerd bewerkingsplan en resultaten
1. Ontwerp met getrapte groef
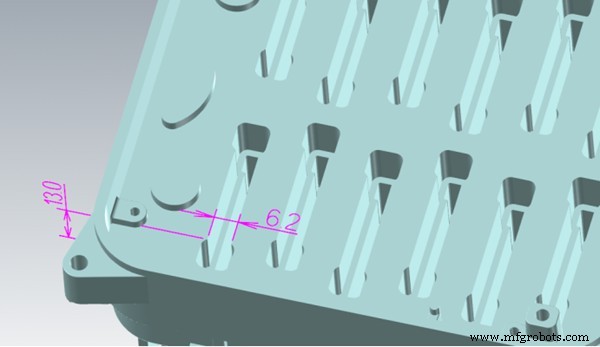
De groef van 28 mm was gespleten:de onderste 15 mm behield een breedte van 3 mm; de bovenste 13 mm verbreed tot 6,2 mm. Eerst bewerkt een 6 mm-frees het bovenste gedeelte, daarna verwerkt een 3 mm-frees het diepe gedeelte. Elk gereedschap werkt binnen een veilige lengte-diameterverhouding, waardoor een drievoudige toename van de snijparameters mogelijk is. De totale cyclustijd daalde van 2,8 uur naar 1,1 uur en de gereedschapskosten daalden met 60%.
2. Vergrote hoekradii om EDM te elimineren
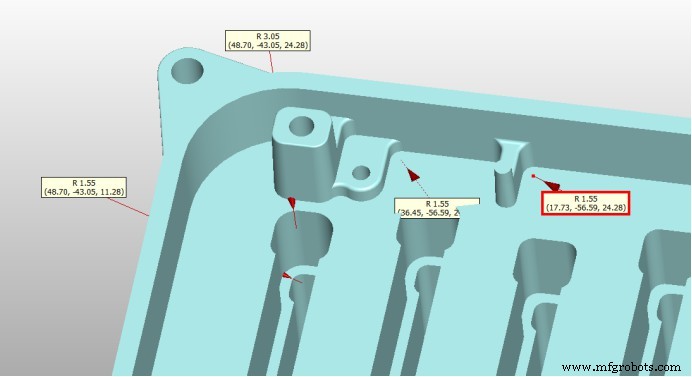
Door de bodemradius van de holte te vergroten naar R1,55 en de getrapte hoek naar R3 werd directe bewerking mogelijk met 3 mm en 6 mm vingerfrezen met platte bodem, waardoor de EDM-stap werd verwijderd en de maatconsistentie werd verbeterd.
3. Verdikte dunne muren
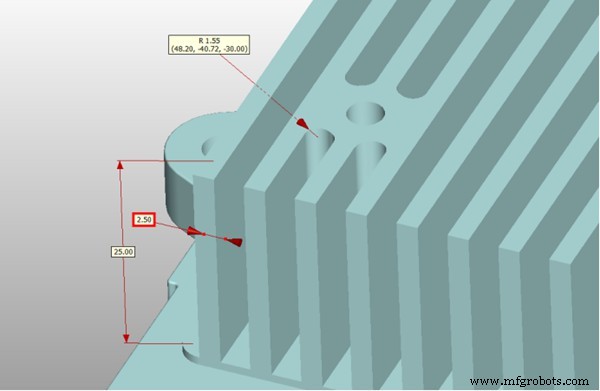
De wanddikte werd vergroot van 1,3 mm naar 2,5 mm, waardoor doorbuiging werd onderdrukt en een tolerantie van ±0,05 mm werd bereikt.
Vergelijking van bewerkingsprestaties
Aanbevelingen voor productieoptimalisatie
- Beoordeling van toegankelijkheid van tools :Houd de sleufdiepte onder vijf keer de gereedschapsdiameter om overmatige uitsteeklengte te voorkomen.
- Selectie van de afrondingsradius :Ontwerp interne hoeken met radiussen die overeenkomen met standaard gereedschapsgroottes om EDM of handmatige afwerking te elimineren.
- Aanpassing van de vinstructuur :Vervang waar mogelijk dicht bij elkaar geplaatste diepe sleuven door getrapte configuraties en verhoog de wanddikte of verminder het aantal vinnen om de stijfheid en de haalbaarheid van de bewerking te verbeteren.
Met uitgebreide ervaring in complexe geometrieën en nauwe toleranties levert WayKen CNC-bewerkingsoplossingen die DFM-feedback en geavanceerde strategieën integreren. Onze aanpak reduceert de cyclustijden, gereedschapskosten en uitvalpercentages en garandeert tegelijkertijd consistente onderdelen van hoge kwaliteit.
Moderne mechanische ontwerpen zijn steeds meer afhankelijk van complexe structuren. Het negeren van CNC-bewerkingsbeperkingen kan leiden tot verwerkingsproblemen, kostenoverschrijdingen en uitval. Door al vroeg in het ontwerp aandacht te besteden aan de toegankelijkheid van gereedschappen, dunwandige trillingen, spaanafvoer en problemen met de hoekradius, kunnen slechts kleine aanpassingen grote verbeteringen in de maakbaarheid en kostenefficiëntie opleveren.
CNC machine
- Herhaal het boren met de G81-boorcyclus en het G91-voorbeeldprogramma
- Voortzetting van de productie na het instellen van een breekpunt op de NK105 G2 CNC-machine
- GSK 980 TDc programmeervoorbeeld G02 G03 Bogen verbinden
- Onderzoek naar het gebruik van CNC-routers in de moderne productie
- G04 Dwell Time-berekening gemakkelijk gemaakt
- Snijoplossingen voor plaatwerk – Fiberlasers
- Stapsgewijze handleiding:programma's laden en uitvoeren op het NK260-besturingssysteem
- Onderdeel- en gereedschapsonde in een omgeving met een hoog gemixt laag volume
- Op maat gemaakte motorfietsonderdelen:evaluatie van het succes van CNC-bewerkingsaanpassingen
- Beheer van vertraagde vervorming in CNC-gefreesde kunststof onderdelen:oorzaken, diagnose en preventie
- Een overzicht van CNC-draai- en freesprecisiebewerkingsprocessen