


Beheer van vertraagde vervorming in CNC-gefreesde kunststof onderdelen:oorzaken, diagnose en preventie
Het ziet er goed uit na de bewerking, maar verandert later

In tegenstelling tot metalen zijn kunststoffen niet inherent stijf of maatvast. Ze vertonen een duidelijke, tijdsafhankelijke reactie die zich lang na de bewerking kan manifesteren.
Tijdens CNC-snijden kan een onderdeel zich in een tijdelijke evenwichtstoestand bevinden:
- Tijdens het snijden houdt de houder het materiaal op zijn plaats.
- Zodra de bewerking is beëindigd, wordt de externe beperking opgeheven.
- Na verloop van tijd beginnen de interne spanningen zich te herverdelen.
Als gevolg hiervan kan het onderdeel geleidelijk uit zichzelf vervormen, zelfs als er geen externe krachten zijn.
Deze dimensionale verandering komt doorgaans in drie vormen voor:
- Kromtrekken
- Dimensionale krimp of uitzetting
- Lokale torsievervorming
Waarom treedt de vervorming later op?
Kunststof onderdelen behouden na de bewerking vaak hun oorspronkelijke vorm, maar verschuiven in de daaropvolgende uren of dagen.
1. Resterende stressvermindering
Restspanning is afkomstig van twee primaire bronnen:de eigen productiegeschiedenis van het materiaal (bijvoorbeeld spuitgieten of extrusie) en het bewerkingsproces zelf, dat gereedschapsdruk en door wrijving veroorzaakte oppervlaktespanning introduceert.
Tijdens CNC-snijden:
- Materiaal wordt lokaal verwijderd.
- De oorspronkelijke stressbalans is verstoord.
- Interne structuren verliezen hun beperkingen.
De resterende spanning stort echter niet onmiddellijk in. In plaats daarvan ondergaat het materiaal een stress-relaxatieproces waarbij moleculaire ketens gedurende enkele uren of dagen langzaam bewegen en zich herschikken in de richting van een nieuw evenwicht. Typische gevolgen zijn kromtrekken, verdraaien of lokale dimensionale drift.
2. Moleculaire keten “geheugeneffect”
Polymeren zijn moleculen met lange keten. Hoge snelheid CNC-snijden kan kettingen in de buurt van het bewerkte oppervlak uitrekken, oriënteren of gedeeltelijk breken, net zoals het uitrekken van een veer. Direct na het bewerken hebben deze kettingen nog niet volledig gereageerd, waardoor het onderdeel tijdelijk zijn vorm behoudt. Na verloop van tijd en bij temperatuurschommelingen keren de kettingen geleidelijk terug naar hun oorspronkelijke gekrulde staat, waardoor krimp of vervorming ontstaat.
3. Nawerkingen van thermische uitzetting
Zelfs met de juiste koeling kan de snijzone temperaturen bereiken die het smeltpunt van POM of de glasovergang van PMMA benaderen. De temperatuurverdeling van het onderdeel is direct na de bewerking vaak ongelijkmatig. Wanneer het volledig is afgekoeld tot kamertemperatuur (wat soms enkele uren duurt), kunnen er maatveranderingen optreden, vooral in dikwandige delen waar de warmte langzamer verdwijnt.
4. Vochtopname veroorzaakt volumeveranderingen
Hygroscopische kunststoffen zoals PA absorberen vocht uit de lucht. Na de bewerking dringt vocht geleidelijk het materiaal binnen, waardoor de moleculaire afstand verandert en het onderdeel enigszins uitzet. Ongelijkmatige absorptie (snel aan de oppervlakte, langzamer aan de binnenkant) zorgt voor differentiële spanning die uiteindelijk tot vervorming kan leiden.
5. Vrijgave van bewerkings- en klemspanning
Tijdens het bewerken worden onderdelen met aanzienlijke kracht vastgeklemd. De beperking van de armatuur kan daadwerkelijke vervorming maskeren, en snijden kan extra restspanning introduceren. Zodra het onderdeel is verwijderd, wordt de spanning opnieuw verdeeld, veert de structuur terug en veranderen de afmetingen. Dunwandige onderdelen en grote platte constructies zijn bijzonder kwetsbaar.
Oplossingen:hoe vertraagde vervorming beheersen?
Het doel is niet om de vervorming volledig te elimineren, maar om het pad en de snelheid van het vrijkomen van spanning te beheersen.
1. Kies materialen met lage spanning of gestabiliseerde kwaliteiten
Geef prioriteit aan materialen met minimale interne spanning of materialen die stabilisatiebehandelingen hebben ondergaan, zoals:
- Gegloeid POM
- Gestabiliseerde PA
- PC-kwaliteiten met lage spanning
De inherente stabiliteit van het materiaal bepaalt grotendeels de bovengrens van de potentiële vervorming.
2. Maak gebruik van symmetrische, stapsgewijze bewerking
Vermijd het verwijderen van een grote hoeveelheid materiaal van slechts één kant. Gebruik in plaats daarvan een uitgebalanceerde bewerking aan beide zijden, waarbij u laag voor laag materiaal verwijdert, en vermijd een plotseling verlies aan algehele stijfheid. Deze benaderingen verminderen het abrupt loslaten van stress.
3. Geef tijd voor spanningsstabilisatie na ruw bewerken
Laat het onderdeel na het grof zagen 12–24 uur bij kamertemperatuur rusten voordat u de afwerking uitvoert. Deze stap kan de dimensionale afwijking na levering aanzienlijk verminderen.
4. Beheers de snijwarmte en bewerkingsspanning
Optimaliseer parameters door:
- Gebruik van hoge spilsnelheden met geringe snijdieptes.
- Vermijd saai gereedschap.
- Bewaken en beperken van de stijging van de snijtemperatuur.
Deze maatregelen minimaliseren de secundaire spanning die tijdens de bewerking ontstaat.
5. Beheer de luchtvochtigheid voor hygroscopische materialen
Voor PA en soortgelijke kunststoffen:
- Bewaar onderdelen bij een gecontroleerde luchtvochtigheid.
- Conditioneer vocht indien nodig.
- Vermijd het blootstellen van vers bewerkte onderdelen aan omgevingen met een hoge luchtvochtigheid.
Een goede vochtbeheersing kan de maatvastheid aanzienlijk verbeteren.
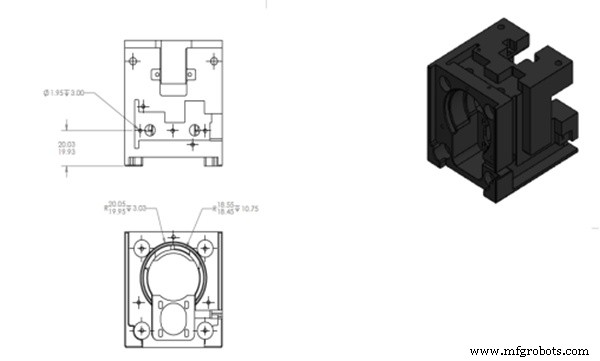
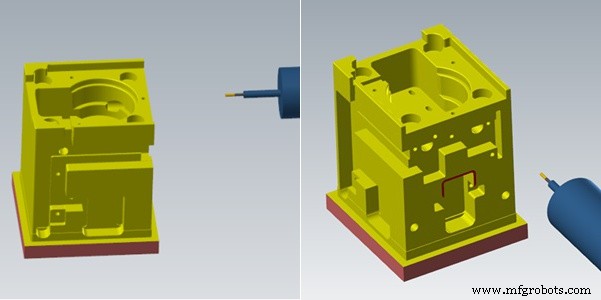
Casestudy:vertraagde vervorming in een POM-constructiecomponent
Een structureel onderdeel voor geautomatiseerde apparatuur vereiste nauwe toleranties:
- Materiaal:zwarte POM
- Afmetingen:66×66×72 mm
- Tolerantie:ISO2768‑MK
- Eigenschappen:vlakke oppervlakken met diepe holtes en positionering met meerdere gaten.
- Toepassing:nauwkeurige positionering van de montage.
Beginsituatie
Onmiddellijke inspectie na de bewerking bracht het volgende aan het licht:
- Vlakheid voldeed aan de vereisten.
- Nauwkeurigheid van de gatpositie binnen de tolerantie.
- Geen afwijkingen bij levering.
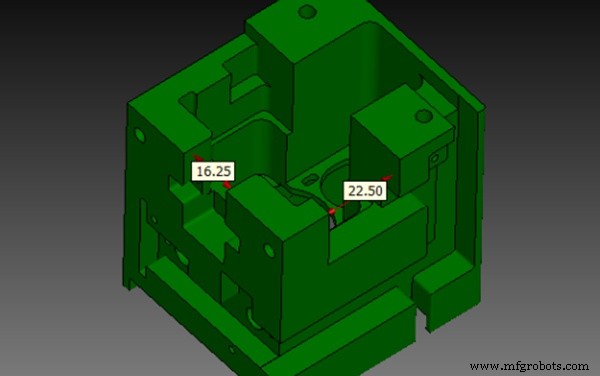
Echter, na 24 uur:
- De openingsstructuur kromp 0,2 mm naar binnen.
- De uitlijning van de gaten is tijdens montage afgeweken.
- Batchconsistentie werd instabiel.
Eerste pogingen (niet effectief)
Het technische team vermoedde eerst gereedschapsproblemen en probeerde:
- Snijgereedschappen vervangen.
- De voedingssnelheid verlagen.
- Het aantal afwerkingspassen verhogen.
Ondanks deze aanpassingen bleef de vervorming na 24 uur bestaan.
Analyse van de hoofdoorzaak
Verdere beoordeling onthuld:
- Residuele interne spanningen in de grondstof.
- Grote materiaalverwijdering vanaf slechts één kant.
- Vervorming verborgen door vastklemmen tijdens bewerking.
In feite beperkt de machinale bewerking de vervorming slechts tijdelijk in plaats van dat de spanning wordt geëlimineerd.
Definitieve optimalisatiestrategie
Proceswijzigingen omvatten:
- Overstappen op dubbelzijdig, stapsgewijs bewerken.
- Een rustperiode van 24 uur toestaan na ruwe bewerking.
- Gebruik van geringe snijdieptes tijdens het nabewerken.
- Een laatste stabilisatieperiode toevoegen vóór inspectie.
De eindinspectie werd pas uitgevoerd nadat het onderdeel was gestabiliseerd in een omgeving met gecontroleerde temperatuur en vochtigheid.
Eindresultaten
Resultaten na optimalisatie:
- Vertraagde vervorming bijna geëlimineerd.
- De vlakheid bleef binnen 0,1 mm.
- De batchconsistentie is aanzienlijk verbeterd.
Conclusie
Vertraagde vervorming in CNC-gefreesde kunststof onderdelen is in wezen een tijdsafhankelijk spanningsontspanningsproces en geen probleem met de nauwkeurigheid van de bewerking. De meest effectieve mitigatie combineert:
- Zorgvuldige materiaalkeuze.
- Geoptimaliseerde bewerkingsstrategie.
- Gecontroleerde timing van het loslaten van stress.
Het doel is om spanningen te laten ontsnappen vóór de definitieve afwerking of inspectie, waardoor maatveranderingen na levering worden voorkomen.
WayKen biedt professionele CNC-bewerkingsdiensten voor kunststof voor precisiecomponenten met complexe geometrieën en nauwe toleranties. Door geoptimaliseerde processen, stressbeheersingsstrategieën en strenge kwaliteitscontroles helpen we de maatstabiliteit te verbeteren en het risico op vertraagde vervorming te verminderen.
CNC machine
- Fanuc G68 coördinatenrotatie – subprogramma voorbeeld
- Grote 2130 hout-CNC-machine verzending naar Libië – op maat gemaakt en snelle levering
- Welk type staal is het beste voor uw CNC-gefreesde onderdeel?
- Berekening van CNC-bewerkingskosten:alle factoren en tips die u moet weten
- Hoe de bewerkingssnelheid van titanium te verhogen?
- Koopgids voor Chinese lasersnijders:tips van experts en advies van vertrouwde leveranciers
- Haas Foundation geeft terug aan de industrie
- Tips voor het selecteren van CNC-gereedschappen voor CNC-bewerkingen
- E70JDSC Automatische kantenaanlijmmachine – Nieuwste model voor precisieboren
- BDE introduceert middelbare scholieren in de wereld van productie
- Veilige bediening van CNC-machines:een uitgebreide gids voor machinisten