


Circulaire interpolatieprogrammering Voorbeeld 2
Hoewel deze voorbeeldtekening er wat ingewikkeld uitziet, is hij heel eenvoudig te programmeren. Voordat u deze oefening doorloopt, moet u eerst circulaire interpolatieartikelen lezen
Circulaire interpolatieconcepten en programmeerartikelen
en oefening nr. 1
Nadat je dat hebt gelezen, zul je dit programmavoorbeeld gemakkelijk kunnen begrijpen. het is heel eenvoudig en basiswerk.
Circulaire interpolatieprogrammering Voorbeeld 2
Circulaire interpolatieprogrammering Voorbeeld 2
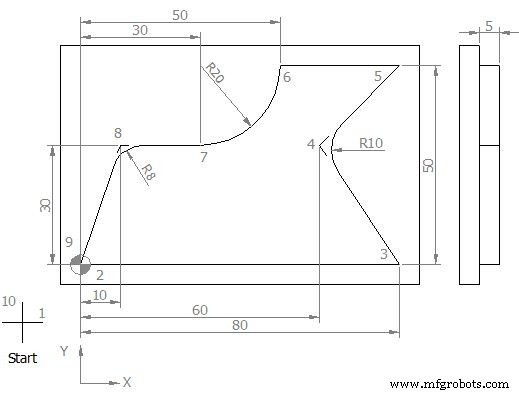
N5 G00 G54 G64 G90 G17 X-20 Y-20 Z50 N10 S450 M03 F250 D01 (12.5 MM DIA) N15 C0 N20 Z5 N25 G01 Z0 N30 Z-5 N35 G42 X0 Y0 M08 N40 X80 Y0 N45 X60 Y30 U10 N50 X80 Y50 N55 X50 Y50 N60 G02 X30 Y30 U20 N65 G01 X10 Y30 U8 N70 X0 Y0 N75 G40 X-20 Y-20 N80 G00 Z50 M09 N85 Y100 N90 M30
Afgewerkt onderdeel
Na voltooiing van het bewerkingsproces ziet uw taak er als volgt uit.
Voltooid deel
Uitleg van CNC G-Code
G00:ijlgang.
G54:nulpuntverschuiving nr. 1.
G64 :Ononderbroken baanmodus.
G90 :Absoluut dimensioneringssysteem.
G17 :Selectie X-Y-plan.
G42 :Activering freesradiuscompensatie (beweging rechts)
G40:freesradiuscompensatie gedeactiveerd
G02:circulaire interpolatie met de klok mee
G03:circulaire interpolatie tegen de klok in (tegen de klok in)
S:spiltoerental
F:as bewegingstoevoer
M:beweging van de frees (3=rechtsom, 4=linksom)
D:gereedschapsnr.
M08:koelvloeistof aan
M09:koelvloeistof uit
M30 :Einde van het hoofdprogramma
CNC machine
- CNC-programmeervoorbeeld draaibank
- CNC-programmering voor beginners een voorbeeld van CNC-programmering
- CNC draaibank programmeervoorbeeld
- Fanuc CNC draaibank programmeervoorbeeld
- CNC-programmeervoorbeeld G-code G02 Circulaire interpolatie met de klok mee
- CNC-programmavoorbeeld G03 circulaire interpolatie
- G02 G03 G Code circulaire interpolatie voorbeeldprogramma
- CNC-bewerkingscentrum programmeervoorbeeld
- Fanuc circulaire interpolatie G02 G-code voorbeeld
- Din 66025 NC-programmeercodes
- Voorbeeld van draad-EDM-programmering