


Fanuc G07.1 Cilindrisch Interpolatie Voorbeeld
Aanleveren door:cnc programmeur
Tekening/Afbeelding
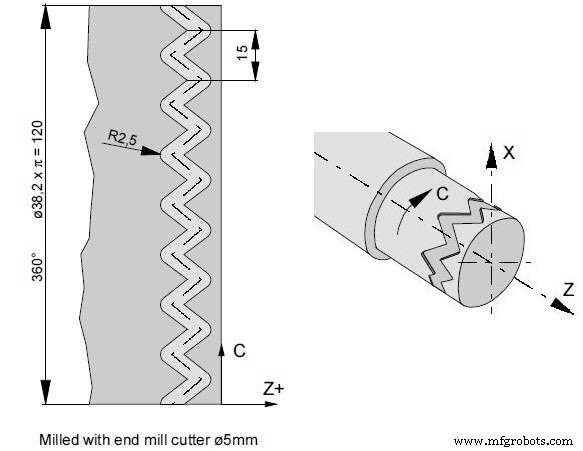
CNC-programma
O0002 (Cylindrical Interpolation) N15 T0505 N25 M13 (Driven tool ON clockwise) N30 G97 S2000 N32 M52 (Positioning of the spindle C-axis ON ) N35 G07.1 C19.1 (Start of the interpolation / blank part radius ) N37 G94 F200 N40 G0 X45 Z-5 N45 G1 X35 C0 Z-5 N50 G1 Z-15 C22.5 N55 Z-5 C45 N60 Z-15 C67.5 N65 Z-5 C90 N70 Z-15 C112.5 N75 Z-5 C135 N80 Z-15 C157.5 N85 Z-5 C180 N90 Z-15 C202.5 N95 Z-5 C225 N100 Z-15 C247.5 N105 Z-5 C270 N110 Z-15 C292.5 N115 Z-5 C315 N120 Z-15 C337.5 N125 Z-5 C360 N130 X45 N135 G07.1 C0 (End of interpolation) N140 M53 (C-axis OFF) N145 G0 X80 Z100 M15 N150 M30
Heidenhain Flex K programmeervoorbeeld voltooid
DOOSAN PUMA Macro-B OD Jaw-programma (FANUC Series 31i)
CNC machine
- Fanuc G75 groefcyclus CNC-programmavoorbeeld
- Fanuc CNC-programmavoorbeeld
- Fanuc G20 Meten in inch met CNC-programmavoorbeeld
- Fanuc CNC draaibank programmeervoorbeeld
- CNC-programmavoorbeeld G03 circulaire interpolatie
- G02 G03 G Code circulaire interpolatie voorbeeldprogramma
- G90 draaicyclus Fanuc – Voorbeeldcode CNC-programma
- Fanuc G94 Facing Cycle CNC-voorbeeldprogramma
- Fanuc G72 Facing Canned Cycle Voorbeeldprogramma
- Voorbeeldprogramma Voorbeeld Fanuc G72 Facing Cycle Single-line-format
- Fanuc G68 Coördinaten Rotatie Programma Voorbeeld