Fanuc G73 klopboorcyclus met hoge snelheid – spaanbreukboorcyclus
Fanuc G73 High Speed Peck-boorcyclus
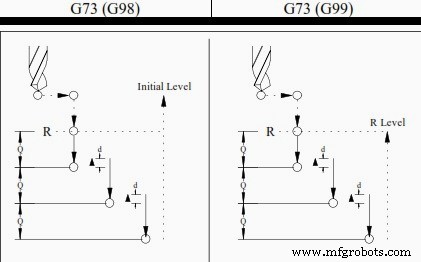
De Fanuc G73 High Speed Peck Drilling-cyclus voert snel klopboren uit. Het voert een intermitterende snijvoeding uit naar de bodem van een gat terwijl spanen uit het gat worden verwijderd. 
Fanuc G73 High Speed Peck Drilling Cycle wordt ook wel Fanuc G73 Chip Break Drilling Cycle genoemd. Fanuc G73 High Speed Peck Drilling Cycle wordt gebruikt op Fanuc-besturing met CNC-freesmachines.
Programmeren
G73 X Y Z R Q F K
G73 is een modale G-code, dus blijft van kracht totdat deze wordt geannuleerd.