


G72 Boutgaten langs een hoek – CNC-freesprogrammering
De opdracht G72 Boutgaten langs een hoek maakt het gemakkelijk voor cnc-bedieners om gelijkmatig verdeelde gaten langs een hoek te boren/boren/tappen.
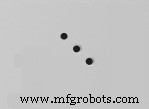
G72 Boutgaten langs een hoek
G72 is niet-modale G-code.
G72-boutgaten langs een hoekformaat
G72 I J L
I – Afstand tussen boutgaten langs een hoek
J – Hoek van gaten van drie uur, 0 tot 360,0 graden CCW.
L – Aantal gelijkmatig verdeelde gaten langs een hoek
Een minteken met J keert hoek CW om.
G72-code boort L-gaten in een rechte lijn onder de opgegeven hoek (J).
Om een G72 correct te laten werken, moet er een voorgeprogrammeerde cyclus actief zijn om de gewenste boor-, tap- of boorcyclus uit te voeren.
Voorgeprogrammeerde cycli G73, G74, G76, G77 of G81-G89 kunnen worden gebruikt met G72-boutgat een hoekcommando.
CNC machine
- Frezen – Een beknopte handleiding
- Inzicht in CNC-frezen
- Hard frezen op CNC-machine
- Een inleiding tot CNC-freesmachines
- Wat is CNC-bewerking?
- Sinumerik 840D CNC-programmering
- CNC-programmering voor CNC-bedieners
- CNC G01 hoekprogrammering
- Vul de blanco CNC-programmeerfreesoefening in
- M-codes – CNC-programmeerquiz
- G-codes – CNC-programmeerquiz