


Mill Turn-technologie:inzicht in live-tooloriëntaties
In het laatste blogartikel hebben we het gehad over de basisprincipes van de technologie voor het draaien van frezen. Op die basis wil ik vandaag verder bouwen. Een gebied van verwarring voor veel operators is gereedschap, met name de oriëntatiebeschrijvingen van de gereedschapshouder (radiaal gereedschap versus axiaal gereedschap). Hopelijk kunnen we dat een beetje ophelderen voor sommigen van jullie die ermee worstelen. Ik wil ook het gebruik van verschillende gereedschapsopties bespreken om revolverstations te sparen bij het uitvoeren van onderdelen met veel functies en snijbewerkingen. Het bewerken van ingewikkelde onderdelen zonder dat de gereedschapsstations opraken, is een veelvoorkomende strijd bij het maken van onderdelen op een frees-draaimachine.
Laten we zeggen dat u een machine gebruikt met een revolver met 12 stations, en zodra u begint met het laden van alle gereedschappen die nodig zijn om alle functies van het onderdeel te voltooien, realiseert u zich dat u niet genoeg ruimte hebt voor elke hulpmiddel. Wat doe je? Nou, je hebt eigenlijk twee voorzienbare opties...
De eerste optie is om het onderdeel eenvoudig in meerdere opstellingen uit te voeren, waarbij de meeste functies in de eerste opstelling worden bewerkt en vervolgens de machine wordt ingesteld om de overige functies in een afzonderlijke instelbewerking uit te voeren. Hoewel dit niet de meest efficiënte manier is om dit probleem op te lossen, zou het zeker werken!
De tweede optie die je hebt is om het probleem op te lossen met in de handel verkrijgbare gereedschapshouders voor meerdere gereedschappen. Met deze gereedschapshouders kunt u meer dan één gereedschap in elk revolverstation monteren en zijn in staat om twee, vier of zelfs zes gereedschappen in één enkel station te houden. Hoewel voor veel van dit soort houders een Y-as nodig is, is het een vrij eenvoudige oplossing voor een vrij complex probleem.
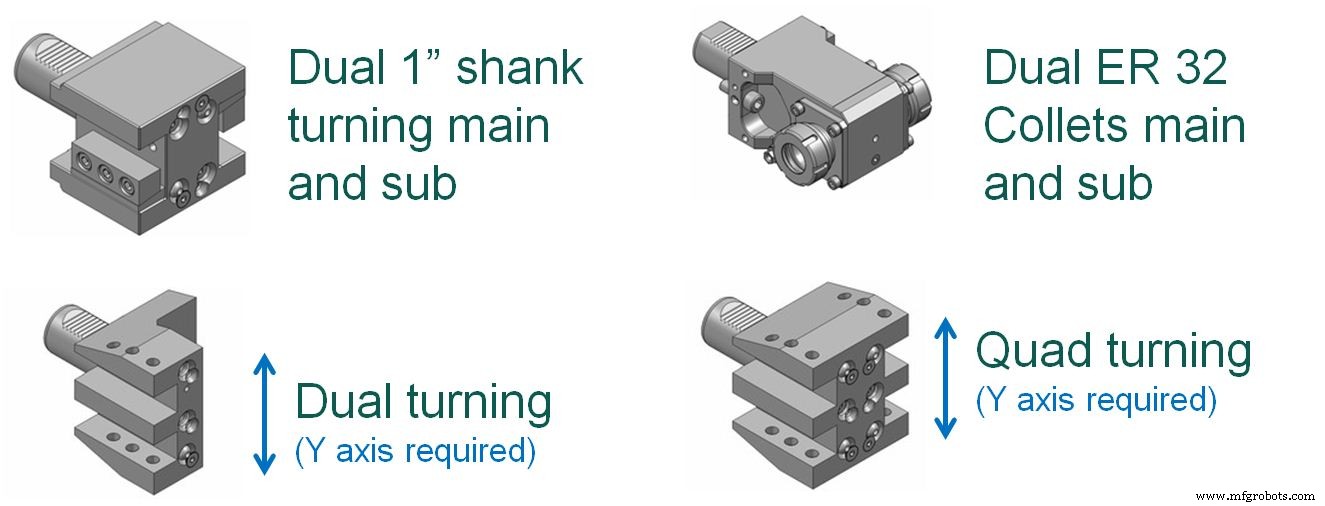
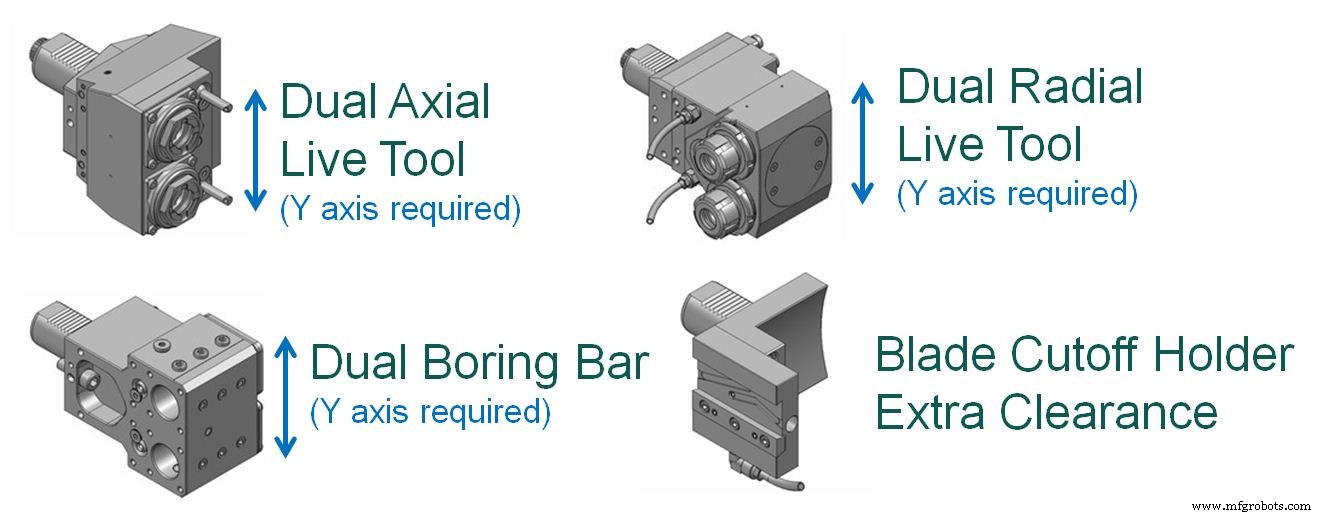
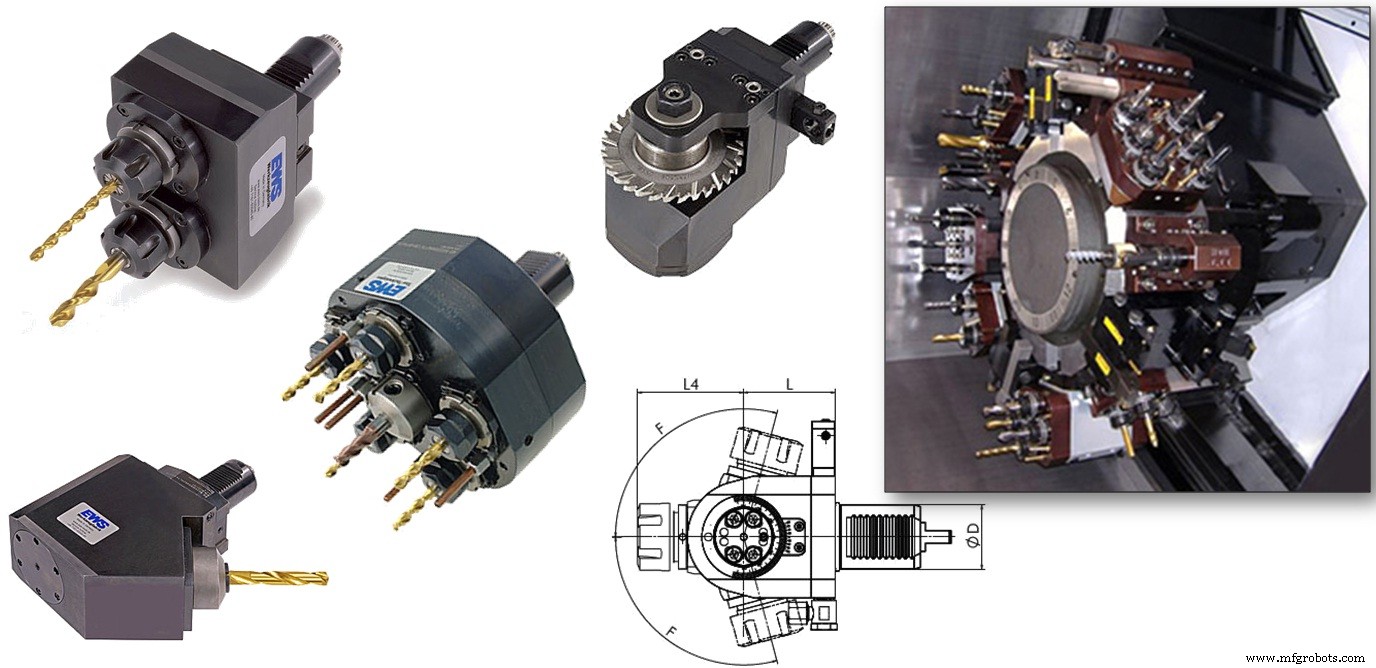
Niet alleen kunnen creatieve gereedschapshouders en opties helpen bij het oplossen van de uitdaging van beperkte revolverstations, ze kunnen ook worden gebruikt om vele andere gereedschapsbehoeften aan te pakken, zoals:gereedschappen met een vaste hoek, verstelbare hoekgereedschappen, snijgereedschappen en gereedschap dat is gemaakt om platte onderdelen op onderdelen te draaien (veelhoek draaien) extreem snel.
Nu moeten we de oriëntaties van de gereedschapshouders bespreken... radiaal gereedschap versus axiaal gereedschap. Hoewel de industrie redelijk consistent is wat betreft de beschrijving van het eigenlijke gereedschapshouderlichaam, begint de verwarring wanneer we het programmeren van deze gereedschappen beginnen te bespreken, en hoe ze daadwerkelijk in de toren worden gemonteerd. Kortom, wanneer u te maken heeft met gereedschapsbedrijven (zoals Benz of Eppinger), wordt elk van de haakse gereedschapshouders die u koopt als radiaal gereedschap beschouwd, en alle rechte houders zijn axiale gereedschappen - bij het programmeren is het echter niet zo eenvoudig . Aangezien ik een toegewijde Hurco-ite ben, zal ik het hebben over hoe we met dit raadsel omgaan; maar elke bouwer en programmeur (vooral bij conversatie) moet er op de een of andere manier mee omgaan.

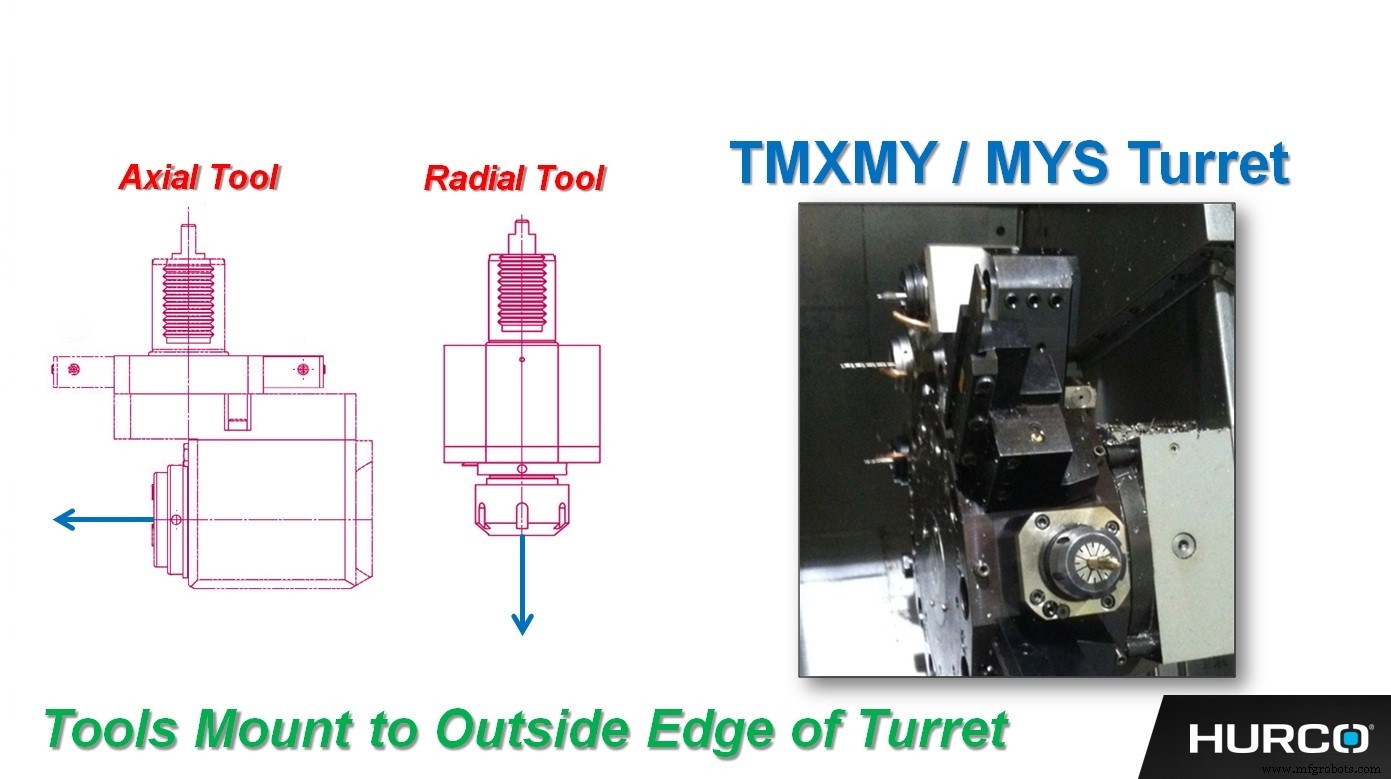
Om de uitdaging goed te begrijpen, moet u zich realiseren dat er twee veelvoorkomende manieren zijn waarop de gereedschappen in de toren worden gemonteerd - ofwel direct op de voorkant van de toren, of rond de buitenomtrek van de toren. ... om nog maar te zwijgen van het feit dat er zelfs twee afzonderlijke soorten conventies voor het monteren van revolvers zijn (VDI en BMT); maar dat is een onderwerp voor een andere dag. Laten we ons voor onze doeleinden concentreren op het VDI-type (hierboven afgebeeld).
Als u een van elk type gereedschapshouder in een op het gezicht gemonteerde revolverkop zou monteren (rechte hoek en recht), zou u de rechte houder naar de boorkop wijzen en het haakse gereedschap naar het midden van de spil wijzen - evenwijdig aan de X-as. Als je ze echter allebei in een torentje monteert waar de gereedschappen rond de omtrek worden gemonteerd, zou je precies de tegenovergestelde toestand hebben.
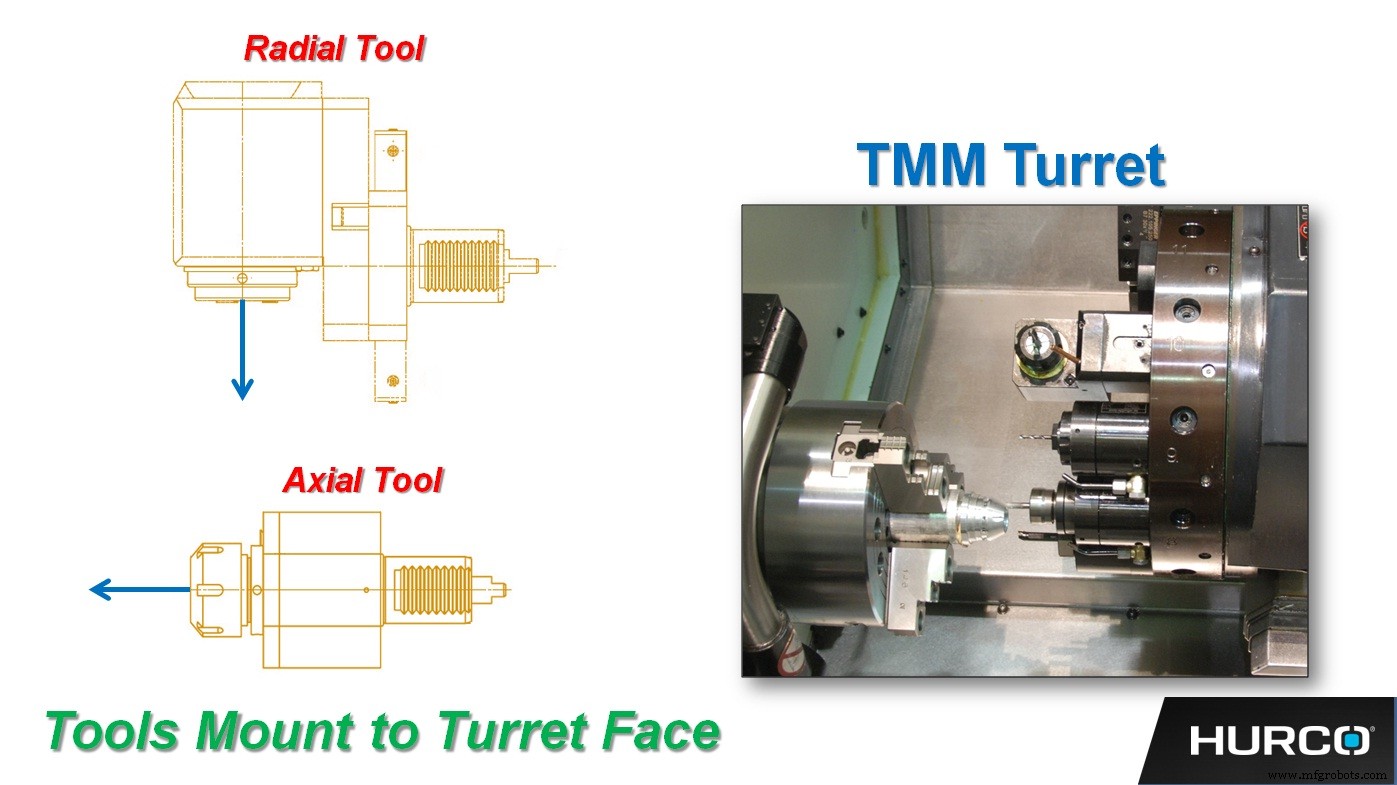
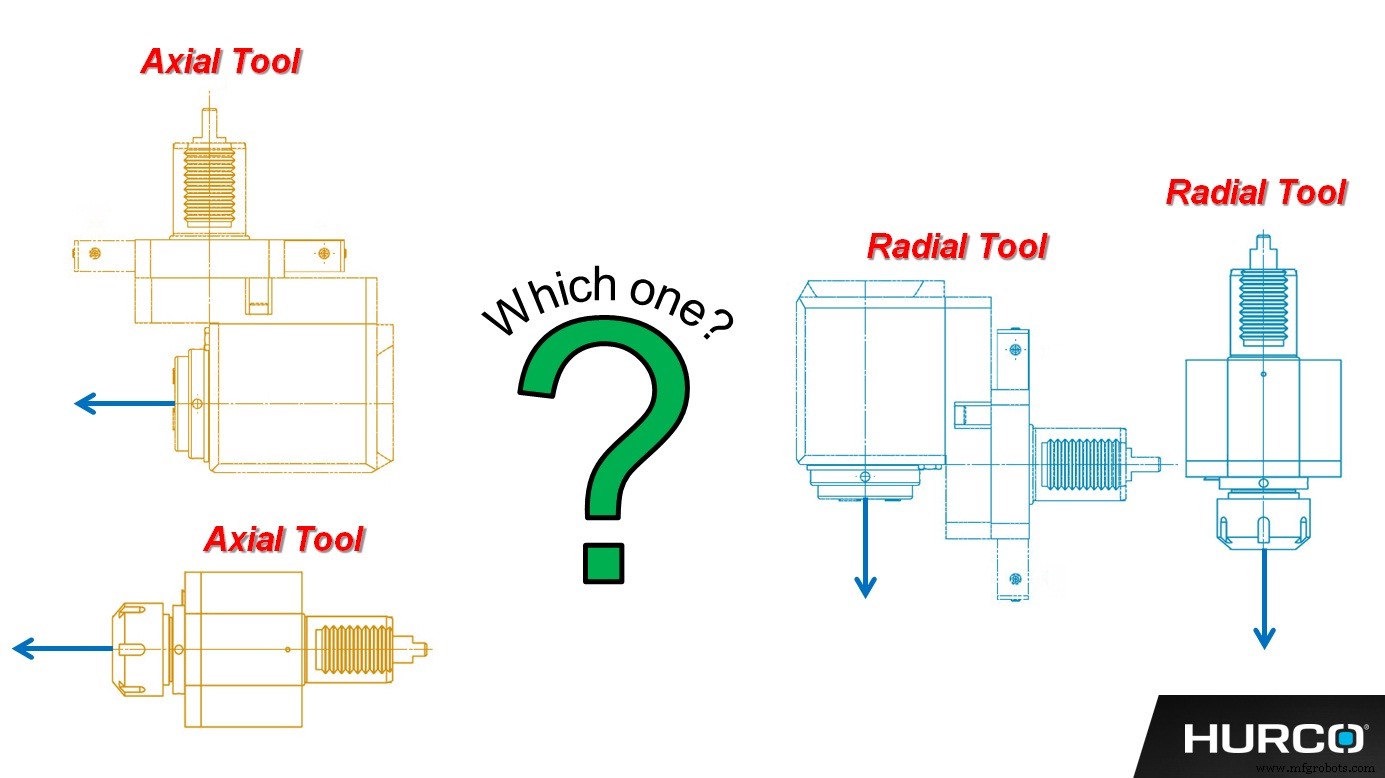
Om live tools in de Hurco-besturing te programmeren, moeten we het verschil tussen een radiaal gereedschap en een axiaal gereedschap standaardiseren. We hebben besloten om de richting te gebruiken waarin de gereedschapspunt wijst ... ongeacht in welk type houder het is gemonteerd en aan welk type torentje het is bevestigd. Als de gereedschapspunt langs de Z-as ligt, noemen we het een "axiaal gereedschap", en als de gereedschapspunt langs de X-as ligt (die de straal van het onderdeel regelt), dan noemen we het een "radiaal gereedschap". Zodra u deze standaardisatie van de tooltip-oriëntatie begrijpt, wordt het programmeren van live-tools, vooral met behulp van de Hurco Conversational-besturing, een fluitje van een cent!
CNC machine
- Inzicht in CNC-frezen
- Wat is een machinist?
- Spuitgieten begrijpen
- Live-Tool-draaicentrum voor flexibele lijnplanning
- De precisie en het proces van lasersnijtechnologie begrijpen
- De nuances van Mill Turn and Turn Mill:kijk dichterbij!
- Conventionele gereedschapshouders en moderne revolvertechnologie:een vergelijking
- Wat maakt Turn Mill-machines levensvatbaar?
- Draaimolenmachines zijn de krachtpatsers van productiviteit
- Waarom moeite doen met een CNC-freesdraai?
- Hoe werken molendraaicentra?