


MIG vs TIG-lassen:al hun verschillen die u moet weten
TIG- en MIG-lassen zijn twee veelvoorkomende elektrische booglasprocessen in de plaatbewerking. Beide produceren lasverbindingen van topkwaliteit en verbinden verschillende materialen efficiënt met elkaar. Ze hebben echter unieke processen, voor- en nadelen, waardoor ze verschillende toepassingen hebben.
Kiezen tussen de twee lasprocessen voor plaatwerk mag alleen plaatsvinden na een grondige vergelijking van MIG versus TIG-lassen. Daarom zal dit artikel de MIG versus TIG-vergelijking volledig maken, waarbij u wordt blootgesteld aan de verschillen tussen de processen, hun voor- en nadelen en hun toepassingen, zodat u de juiste methode kunt kiezen.
Verschil tussen MIG- en TIG-lassen
Om de betere methode van de twee te kiezen, moet u hun verschillen kennen. Als u de verschillen tussen MIG- en TIG-lassen kent, kunt u eenvoudig een TIG- versus MIG-vergelijking maken met behulp van de onderstaande parameters.

Stroombron
De stroombron die door beide lasprocessen wordt gebruikt, is een belangrijke parameter bij het bekijken van de vergelijking tussen MIG en TIG.
TIG-lassen maakt gebruik van AC- of DC-stroombronnen, afhankelijk van het type metaal en het gewenste type elektrische boog. De wisselstroombron die bij TIG-lassen wordt gebruikt, is meer geschikt voor aluminium vanwege de reinigende werking (d.w.z. het verwijdert oxide van het metalen oppervlak). Daarentegen is de gelijkstroombron geschikt voor het maken van sterke elektrische bogen.
MIG-lassen gebruikt alleen een gelijkstroombron.
Materiaalcompatibiliteit en dikte
Materiaalcompatibiliteit is geen overtuigende vergelijkingsparameter voor MIG versus TIG-lassen in vergelijking met de stroombron, omdat er een klein verschil is tussen beide processen.
Beide lasprocessen zijn compatibel met dezelfde materialen, zoals aluminium, koolstofstaal en roestvrij staal. U kunt echter rekening houden met de dikte van het materiaal om tussen de twee methoden te kiezen.
TIG-lassen is meer geschikt voor het werken met dikke metalen vanwege de betere operationele controle, waardoor de neiging tot vernietiging van het werkstuk wordt verminderd.

Type elektrode gebruikt
Bij MIG-lassen worden verbruikbare elektroden gebruikt, terwijl bij TIG niet-slijtbare elektroden worden gebruikt.
Elektroden functioneren bij het creëren van elektrische bogen, fungeren als vulstoffen of in elektrische geleiding. Vanwege het verschil tussen beide processen bij het gebruik van elektroden, is dit een belangrijke parameter in de vergelijking tussen MIG en TIG-lassen.
Bij elektrisch booglassen worden twee soorten elektroden gebruikt:verbruiksartikelen en niet-verbruiksartikelen. Beide elektroden creëren elektrische bogen. Tijdens het lassen worden echter verbruikbare elektroden als vulstoffen verbruikt.
Voorbeelden van verbruikbare elektroden zijn zacht staal en nikkelstaal, terwijl niet-verbruikbare elektroden met koper bekleed koolstof, grafiet en wolfraam zijn.

Type beschermgassen
Beschermgassen zijn verantwoordelijk voor de bescherming van het lasbad en het werkstuk tegen atmosferische verontreinigingen tijdens het lassen. Enerzijds gebruikt MIG-lassen CO2 (de meest voorkomende), helium, argon en zuurstof als beschermgassen.
Aan de andere kant gebruikt TIG-lassen argon als beschermgas. In sommige scenario's kunt u een combinatie gebruiken van helium/argon (voor lasmaterialen met een hoog nikkelgehalte), argon/stikstof (roestvrij staal) en argon/waterstof (roestvrij staal).
Koelsysteem gebruikt voor lastoorts
Een lastoorts genereert veel warmte en moet koel zijn met de juiste koelvloeistof. Twee populaire koelmiddelen die bij het lassen worden gebruikt, zijn water en gas.
Enerzijds is luchtkoeling licht en goedkoop, maar minder effectief bij zeer hoge temperaturen. Aan de andere kant gebruikt waterkoeling water beter dan lucht.
Omdat TIG-lassen meer warmte genereert dan MIG-lassen, wordt er gebruik gemaakt van waterkoelende lastoortsen. Toch kunt u voor beide processen nog steeds luchtkoelende lastoortsen gebruiken.
Kwaliteit van gelaste onderdelen
De kwaliteit van het gelaste gebied is een andere cruciale factor die de vergelijking tussen MIG en TIG duidelijk maakt. TIG-lassen is van betere kwaliteit omdat het een schone en mooie oppervlakteafwerking langs de laslijn vermindert. Daarom is het de betere productmethode die een hoge esthetische aantrekkingskracht vereist.
Productiviteit
MIG is sneller dan TIG-lassen omdat TIG-lassen een hoger niveau van detaillering vereist en het gebruik van toevoegmaterialen vereist.
Kosten
TIG-lassen is duurder vanwege de kosten van componenten en hogere laskwaliteit en detaillering. Het vereist ook meer tijd, waardoor het benodigde vermogen en de stroomkosten toenemen.
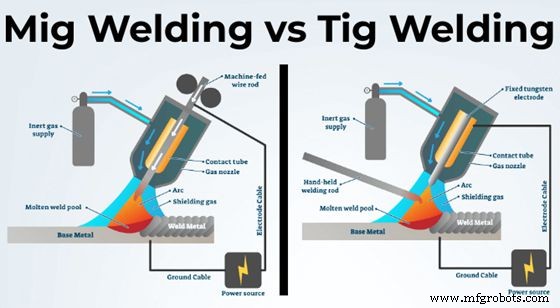
Hier is een grafiek waar u gemakkelijk het verschil kunt zien.
| Verschillen | MIG-lassen | TIG-lassen |
| Stroombron | DC | AC/DC |
| Metaalcompatibiliteit en afmetingen | Alle metalen | Alle metalen |
| Soorten gebruikte elektroden | Verbruiksartikelen | Niet-verbruiksartikelen |
| Type beschermgas | CO2 | Argon |
| Koelsysteem voor gelaste toorts | Watergekoeld/Luchtgekoeld | Watergekoeld/Luchtgekoeld |
| Kwaliteit van gelast onderdeel | Goed | Uitstekend |
| Productiviteit | Snel | Langzaam |
| Kosten | Goedkoop | Duur |
Verschillende componenten van TIG- versus MIG-lassen
Het grote verschil tussen MIG- en TIG-lassen komt voort uit hun componenten. Hieronder staan de verschillende componenten van beide processen.

TIG-lascomponenten
Dit zijn de belangrijkste componenten van TIG-lassen die u moet kennen als het gaat om TIG-lassen:
Kracht
De stroombron kan AC of DC zijn. Een wisselstroombron is geschikt om met aluminium te werken vanwege de inherente reinigende werking. DC-stroombron produceert een sterkere boog, maar is alleen geschikt om met een schoon oppervlak te werken, dus het gasscherm werkt.
Fakkel
Een TIG-zaklamp is er in vele uitvoeringen. Veelvoorkomende hebben een aan/uit-schakelaar en bediening in het handvat. Sommigen gebruiken een voetpedaal om deze commando's te bedienen. Ze zijn grotendeels watergekoeld vanwege de hoge hitte die bij het proces betrokken is.
Voetpedaal
Dit is verantwoordelijk voor het regelen van de hoeveelheid elektriciteit die de toorts binnenkomt. Wanneer u het pedaal indrukt, neemt de hoeveelheid elektriciteit die de toorts binnenkomt toe en wordt de elektrische boog heter. Dit versnelt het lasproces. Wees echter voorzichtig met de extra hitte en snelheid.
Elektrode- en gasafscherming
De elektrodepunt is verantwoordelijk voor de vorm van de elektrische boog, terwijl het gas (normaal argon) dat door het mondstuk wordt uitgestoten, de boog en het smeltbad beschermt. Het mondstuk heeft een gaslens nodig voor de gasstroom. Ze zijn er in verschillende maten, wat de gasdekking bepaalt.
Opvulmateriaal
De vulstaaf moet een afmeting hebben die afhankelijk is van de werkstukdikte. Ook moet het materiaal passen bij het werkstuk.
Steunbalken
Ze zijn gemaakt van koper of aluminium en worden aan de achterkant van het gelaste stuk geklemd. Hier verspreiden ze warmte om het lasgebied te koelen. Je kunt ook watergekoelde steunstaven gebruiken (waarbij koud water door de staaf circuleert).

MIG-lascomponent
MIG-lassen gebruikt een andere set apparatuur om dezelfde doelen te bereiken. Hieronder staan de belangrijke componenten die in het proces worden gebruikt.
Stroombron
MIG-lassen vereist een gelijkstroombron voor de hoge hitte van het proces. Daarom noemen veel liefhebbers van MIG-lassen het een voeding met constante spanning.
Draad
Het draadaanvoersysteem moet soepel zijn voor een betere laskwaliteit. Er zijn twee belangrijke MIG-lasdraden:flux-core en massieve MIG-draad. De eerste is een metaal dat een vloeimiddel bevat dat een gas vormt dat de boog en het smeltbad beschermt. Dit type draad heeft geen beschermgas nodig. Massieve MIG-draad daarentegen bevat geen flux en heeft een beschermgas nodig.
Elektrode
Elektroden die worden gebruikt bij MIG-lassen zijn verbruiksartikelen, d.w.z. gebruikt in het lasproces. Ze zijn er in verschillende soorten en maten, met als meest gebruikte maten:.023, .030, .035 en .045. Van de vier is de .035 de meest voorkomende.
Fakkel
Dit onderdeel beschermt de boog en brengt stroom over naar de draad. Ze kunnen watergekoeld of luchtgekoeld zijn. Houd bij het kiezen van een MIG-lastoorts rekening met het gewicht, gebruiksgemak, afzuiging, nekconfiguratie en kabellengte.
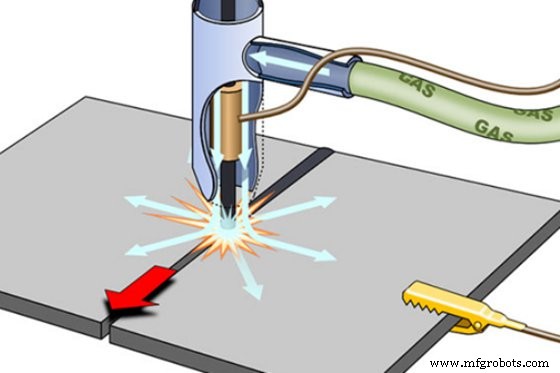
Gasafscherming
MIG-lassen gebruikt CO2 of argon als beschermgassen. Ze zijn verantwoordelijk voor het beschermen van de elektrische boog en het smeltbad tegen atmosferische verontreinigingen.
TIG-lassen:een overzicht van de elektrische booglasprocessen
Voor mensen die nieuw zijn in het proces, kunt u de TIG- versus MIG-lasvergelijking begrijpen door het proces goed te leren kennen. Hieronder vindt u een overzicht van het principe van beide processen, hun voor- en nadelen en hun toepassingen.
Principe van TIG-lassen
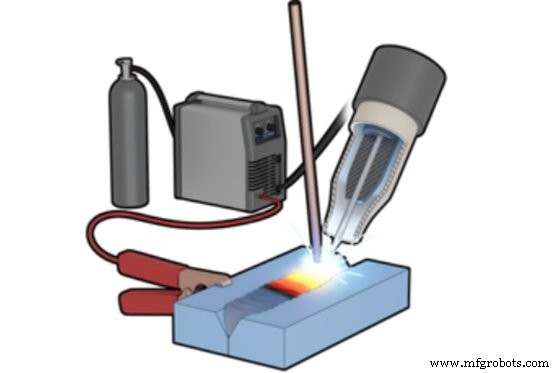
TIG-lassen is een elektrisch booglasproces waarbij een wolfraamelektrode wordt gebruikt om een elektrische boog te creëren die warmte genereert voor het lassen van het materiaal.
De gegenereerde warmte smelt een vulmateriaal dat door de operator in de verbindingsruimte of het smeltbad wordt gevoerd. Tijdens het lassen beschermt argon of een andere combinatie zoals argon/stikstof en argon/waterstof de elektrische boog tegen verontreinigingen.
TIG-lassen is de betere methode voor het lassen van metalen met een dikte van ongeveer 10 mm en een hogere kwaliteit van het gelaste onderdeel. Het is echter langzamer omdat het vulmateriaal handmatig moet worden ingevoerd. De elektrode is niet-verbruikbaar en zorgt voor een diepe penetratie.
Voordelen van TIG-lassen
- Met hoge precisie en nauwkeurigheid
- Levert hoogwaardige lasverbindingen, wat de esthetiek verbetert
- Het is milieuvriendelijk
- Geeft de machinist betere controle
- Er zijn lagere onderhouds- en bedrijfskosten omdat er niet-verbruikbare elektroden worden gebruikt
Nadelen van TIG-lassen
- Een duur proces vanwege de noodzaak van vulmaterialen.
- Het is een langzaam proces
- Vereist een schoon lasoppervlak
Toepassingen van TIG-lassen
Voor het lassen van dunne metalen
TIG-lassen heeft een betere operationele controle, waardoor het zeer nauwkeurig en nauwkeurig is. Daarom is het de betere methode voor het lassen van metalen met dunne diktes.
Voor het lassen van aluminium
Aluminium en andere metalen zoals koper en titanium zijn plaatmetalen met een geringe dikte. Ze vereisen ook een esthetische afwerking zonder verlies van functionaliteit. TIG-lasnauwkeurigheid en beter gelaste verbindingen maken dit het meest toepasselijke elektrische booglasproces voor dergelijke metalen
Geschikt voor korte productieruns
Vanwege de nauwkeurigheid is TIG-lassen de betere methode voor korte productieruns. Het wordt echter complexer en duurder als u het voor lange productieruns gebruikt.
Voor het maken van producten die esthetiek vereisen
TIG-lassen levert een hoogwaardige lasverbinding op, waardoor het de betere lasmethode is met esthetiek. Daarom is het toepasbaar in kunstwerken, constructies, enz., waar esthetiek een verkoopargument is.
MIG-lassen:een overzicht van de elektrische booglasprocessen
Principe van MIG-lassen
MIG-lassen is een elektrische booglasmethode waarbij een verbruikbare elektrode wordt gebruikt om een elektrische boog te creëren die warmte genereert voor het lassen van het materiaal. Tijdens het lasproces beschermt CO2 de elektrische boog tegen verontreinigingen.
In tegenstelling tot TIG-lassen, heeft MIG-lassen geen vulmiddel nodig, aangezien de elektrode verbruikbaar is. Het proces is ook semi-automatisch (of soms automatisch) dankzij deze verbruikbare elektroden.
Voordelen van MIG-lassen
-Het lasproces is snel en goedkoop
-Met nauwkeurige
-Het is semi-automatisch of automatisch
-Produceert een schone gelaste lijn
Nadelen van MIG-lassen
-Misschien niet betrouwbaar vanwege onstabiele elektrische boog
-Het is niet milieuvriendelijk vanwege de productie van rook en dampen
-Niet geschikt voor dun materiaal omdat het kan verbranden
Toepassingen van MIG-lassen
Voor het lassen van dikke metalen onderdelen
MIG-lassen maakt gebruik van een verbruikbare elektrode die een vulmiddel is en het lassen stolt. Dit maakt het gemakkelijker om dikke metalen te lassen.
Toepasbaar bij het lassen van onderdelen met een laag defect
MIG-lassen is geen start- en stopmechanisme zoals TIG-lassen. Het continue karakter vermindert de kans op lasfouten, waardoor het de perfecte methode is voor het lassen van producten met een laag defect.
Langere productieruns lassen
MIG-lassen is productie-efficiënt en eenvoudig te beheren. Daarom is het de betere methode voor lange productieruns.
MIG-lassen versus TIG-lassen:wat is beter?
Volgens experts op het gebied van plaatbewerking is MIG-lassen beter dan TIG-lassen. Hieronder staan een paar redenen waarom MIG-lassen beter is:
MIG is diverser
MIG-lassen heeft een grotere diversiteit door het gebruik van slijtbare elektroden. Het proces maakt het gemakkelijker om twee metalen delen aan elkaar te koppelen zonder stress.
MIG heeft een hogere snelheid
MIG-lassen is een automatisch of halfautomatisch proces. Daarom is het sneller dan TIG-lassen. Bovendien is MIG-lassen continu zonder te focussen op details zoals TIG-lassen.
MIG is eenvoudiger te bedienen
TIG-lassen vereist dat de operator over een hoge technische expertise beschikt alvorens het proces te overwegen. Aan de andere kant vereist MIG-lassen niet veel technische expertise, waardoor het gemakkelijk te bedienen is.
Conclusie
MIG- en TIG-lasprocessen zijn veel voorkomende elektrische booglasprocessen met een breed scala aan materiaalcompatibiliteit. Beide methoden zijn uniek, met verschillende voor-, nadelen en toepassingen. Om effectief voor uw project te kiezen, kunt u een vergelijking maken om de meest geschikte voor uw project te tonen.
Worstelt u met MIG- versus TIG-lassen, WayKen is er om u te helpen. Wij zijn een rapid prototyping-bedrijf dat gespecialiseerd is in plaatbewerking en andere bewerkingsdiensten. Ons team zal met u samenwerken om de beste oplossing voor uw project te vinden en ervoor te zorgen dat aan uw lasbehoeften voor plaatwerk wordt voldaan. Van één prototype tot onderdelen voor serieproductie, wij leveren altijd kwaliteitsproducten tegen een concurrerende prijs. Vraag vandaag nog een gratis offerte aan voor meer informatie.
Veelgestelde vragen
Wat is het belangrijkste verschil tussen MIG- en TIG-lassen?
Het grote verschil tussen TIG en MIG is gebaseerd op hun toepassing en principe. MIG is meer geschikt voor dikke metalen, in tegenstelling tot TIG-lassen, terwijl TIG-lassen ideaal is voor dunne metalen vanwege de operationele controle. Bij MIG-lassen wordt ook een verbruikbare elektrode gebruikt die als vulmiddel fungeert, terwijl bij TIG-lassen een afzonderlijk vulmiddel wordt gebruikt. U kunt hierboven andere verschillen tussen MIG- en TIG-lassen bekijken.
Is MIG of TIG beter voor het lassen van aluminium?
Beide processen zijn geschikt voor het lassen van aluminium. De meeste plaatmetaalfabrikanten zouden echter kiezen voor TIG-lassen omdat aluminium een licht materiaal is dat een betere operationele controle vereist. Aluminium wordt ook gebruikt vanwege zijn esthetische aantrekkingskracht, en het kwaliteitslassen van TIG-lassen maakt het de betere optie
Moet ik klinken boven lassen?
Klinken en lassen zijn beide verbindingsmethoden met hun voor- en nadelen. Klinken is bijvoorbeeld een tijdelijke methode, terwijl lassen permanent is. Ook heeft lassen minder esthetische aantrekkingskracht dan klinken. Als u dergelijke voor- en nadelen in overweging neemt, kunt u het beste tussen beide processen kiezen.
Productieproces
- MIG-lassen versus TIG-lassen
- Alles wat u moet weten over vuurvaste metalen
- PLA 3D-printen:alles wat u moet weten
- 3D-printen met ABS-kunststof:alles wat u moet weten
- Metallurgische montagepers:alles wat u moet weten
- Spuitgieten versus 3D-printen:alles wat u moet weten
- Alles wat u moet weten voordat u een boormachine koopt
- Alles wat u moet weten over een vijfassige freesmachine
- Alles wat u moet weten over de cilindrische slijpmachine
- Alles wat u moet weten over spoel snijlijn
- Alles wat u moet weten over Flash Welder