


Wat is oxy-acetyleenlassen? | Zuurstoflassen
Wat is oxy-acetylene-lassen?
Zuurstof-acetyleenlassen, gewoonlijk gaslassen genoemd, is een proces dat afhankelijk is van de verbranding van zuurstof en acetyleen. Wanneer ze in de juiste verhoudingen worden gemengd in een draagbare toorts of blaaspijp, wordt een relatief hete vlam geproduceerd met een temperatuur van ongeveer 3.200 graden.
Bij zuurstof-acetyleenlassen wordt een lastoorts gebruikt om metalen te lassen. Het lassen van metaal ontstaat wanneer twee stukken worden verwarmd tot een temperatuur die een gedeelde plas gesmolten metaal produceert. Het gesmolten zwembad wordt over het algemeen voorzien van extra metaal dat een vulmiddel wordt genoemd. De keuze van het vulmateriaal hangt af van de te lassen metalen.
De chemische werking van de oxyacetyleenvlam kan worden aangepast door de verhouding van het volume zuurstof tot acetyleen te veranderen.
Een ander type lassen is autogeen lassen. Ook bekend als autogeen lassen, is oxy-acetyleen lassen een proces dat afhankelijk is van de verbranding van zuurstof en een brandstofgas, meestal acetyleen. U hoort dit type lassen misschien 'gaslassen'.
Gaslassen wordt bijna uitsluitend gebruikt voor het lassen van dunne metalen delen. U kunt autogeenlassen ook gebruiken voor verwarmingstaken, zoals het losmaken van bevroren bouten en moeren, het verwarmen van zwaar materiaal voor buig- en zachtsoldeertaken.
Gerelateerd: Wat is gaslassen?
Oxy-acetyleenlassen is een flexibel en vergeeflijk lasproces, waardoor het een uitstekende keuze is voor amateur- en parttime lassers. Oxy-acetyleen lasapparatuur is ook draagbaar en gemakkelijk te gebruiken.
Hoe werkt oxy-acetylene-lassen?
Oxy-acetyleenlassen maakt gebruik van een vlam met hoge temperaturen en hoge temperaturen die wordt geproduceerd door verbranding van een brandstofgas (meestal acetyleen) gemengd met zuivere zuurstof. Het basismateriaal wordt gesmolten met de vulstaaf met behulp van een vlam uit de combinatie van autogeengas door de punt van de lastoorts.
Het brandstofgas en zuurstofgas worden opgeslagen in stalen cilinders onder druk. Regelaars in de cilinder verlagen de gasdruk.
Gas stroomt door flexibele slangen, waarbij de lasser de stroom regelt via de toorts. De vulstaaf wordt vervolgens gesmolten met het basismateriaal. Het smelten van twee stukken metaal is echter ook mogelijk zonder dat er een vulstaaf nodig is.
Soorten vlammen in oxy-acetylene-lassen
Er worden drie verschillende vlamstanden gebruikt:neutraal, oxiderend en carburerend.
Lassen wordt over het algemeen uitgevoerd met behulp van de neutrale vlaminstelling die gelijke hoeveelheden zuurstof en acetyleen heeft. De oxiderende vlam wordt verkregen door alleen de zuurstofstroom te verhogen, terwijl de carburerende vlam wordt bereikt door de acetyleenstroom te verhogen in verhouding tot de zuurstofstroom.
Omdat staal smelt bij een temperatuur boven 1.500 graden. C wordt het mengsel van zuurstof en acetyleen gebruikt omdat het de enige gascombinatie is met voldoende warmte om staal te lassen. Andere gassen zoals propaan, waterstof en steenkoolgas kunnen echter worden gebruikt voor het verbinden van non-ferrometalen met een lager smeltpunt, en voor hardsolderen en zilversolderen.
Zoals hierboven vermeld, moet de vlam worden afgesteld om op een bepaalde manier te verschijnen voordat u verder kunt gaan met de Oxy-Acetyleenlas. Er worden verschillende soorten vlammen gebruikt om verschillende soorten metalen te lassen.
1. Carburerende Vlam
Carburerende vlam bevat een overmaat aan acetyleengas. Dit type vlam is geschikt voor toepassingen waar een vlam op lage temperatuur vereist is. Het wordt gebruikt voor het lassen van nikkel, Monel-metaal, koolstofstaal en een aantal non-ferrometalen. Deze vlam wordt niet gebruikt om normaal staal te lassen.
Gerelateerd: Wat is carbureren?
2. Neutrale vlam
Neutrale vlam bevat gelijke hoeveelheden zuurstof en acetyleengassen. Dit type vlam wordt bij de meeste laswerkzaamheden gebruikt, omdat het chemische effect van deze vlam op verwarmd metaal het minst is.
3. Oxiderende vlam
Zoals je aan de naam kunt zien, heeft een oxiderende vlam een hoog zuurstofgehalte (de zuurstof- en acetyleenverhouding is 1,5:1). Dit type vlam wordt gebruikt bij het lassen van koper en legeringen van koper, zoals brons en messing. Het kan niet worden gebruikt om staal te lassen, omdat het zal oxideren.
Apparatuur gebruik bij Oxy-Acetyleenlassen
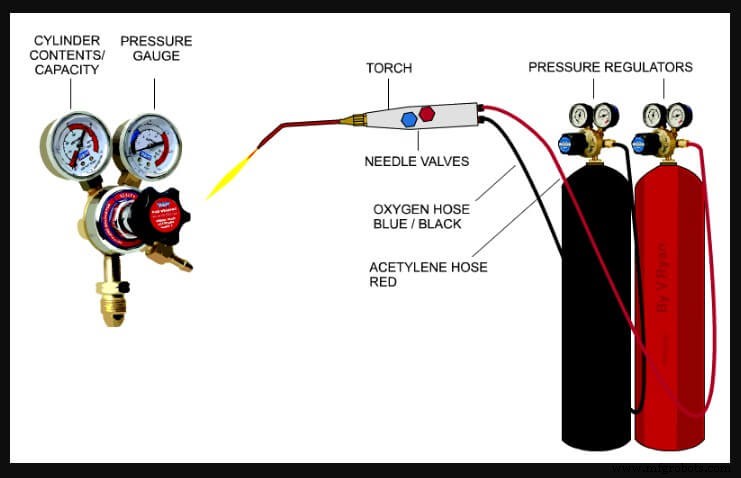
Oxyacetyleen-apparaten zijn draagbaar en gemakkelijk te gebruiken. Het omvat zuurstof en acetyleengassen die onder druk zijn opgeslagen in stalen cilinders. De cilinders zijn voorzien van regelaars en flexibele slangen die naar de blaaspijp leiden.
Tussen de slangen en de cilinderregelaars worden speciaal ontworpen veiligheidsvoorzieningen zoals vlamvangers geplaatst. De vlamvanger voorkomt dat vlammen die worden gegenereerd door een flashback de cilinders bereiken. De belangrijkste oorzaken van flashbacks zijn het niet doorspoelen van de slangen en oververhitting van de blaaspijp.
Bij het lassen moet de operator beschermende kleding en een gekleurde veiligheidsbril dragen. Omdat de vlam minder intens is dan een elektrische boog en er zeer weinig UV-straling wordt uitgestraald, bieden getinte universele glazen voldoende bescherming.
Bedrijfskenmerken
Het effect van de oxyacetyleenvlam op het oppervlak van het te lassen materiaal kan worden aangepast om een zachte, harde of hevige reactie te produceren door de gasstromen te variëren. Er zijn natuurlijk praktische grenzen aan het type vlam dat voor het lassen kan worden gebruikt.
Een harde, sterke vlam zorgt ervoor dat het smeltbad wordt weggeblazen, terwijl een te zachte vlam niet stabiel is in de buurt van het aanbrengpunt.
De blaaspijp is daarom ontworpen om plaats te bieden aan verschillende maten koperen zwanenhalsmondstukken, waardoor de juiste vlamintensiteit kan worden gebruikt. De relatie tussen materiaaldikte, blaaspijpgrootte en lassnelheid wordt weergegeven in de tabel. Bij smeltlassen kan indien nodig vulmateriaal in de vorm van een staaf worden toegevoegd.
De belangrijkste technieken bij autogeen lassen zijn links, rechts en alle posities rechts. De eerstgenoemde wordt bijna uitsluitend gebruikt en is bij uitstek geschikt voor het lassen van stoot-, hoek- en overlappende verbindingen in plaatdiktes tot ca. 5mm. De techniek rechts wordt gebruikt voor plaatdiktes van meer dan 5 mm voor het lassen in de vlakke en horizontaal-verticale positie.
De rechtshandige methode met alle posities is een aanpassing van de rechtse techniek en is bij uitstek geschikt voor het lassen van staalplaten en met name pijpleidingen die positielassen vereisen (verticaal en boven het hoofd). De juiste en juiste technieken stellen de lasser in staat om een uniforme penetratierups te verkrijgen met extra controle over het smeltbad en de lasafzetting.
Daarnaast heeft de lasser vrij zicht op het smeltbad en kan hij met volledige bewegingsvrijheid werken. Deze technieken zijn zeer hoogstaand en worden minder vaak gebruikt dan de traditionele linkse techniek.
Waarom acetyleen gebruiken om te lassen?
Lassen is een belangrijk fabricageproces in verschillende productie-industrieën. Er zijn verschillende soorten lasprocedures. Een belangrijk type is gaslassen. Bij dit type lassen wordt de voor het proces benodigde warmte geproduceerd door de verbranding van zuurstof en acetyleen. Soms worden waterstof, butaan en propaan ook gebruikt als vervanging voor acetyleen.
De combinatie van zuurstof en acetyleen om metalen te snijden is in gebruik sinds ongeveer 1906. In de loop der jaren heeft acetyleen erkenning gekregen als een van de veiligste en toch sterkste lasgassen. Maar er is een groeiende misvatting dat propaan een beter lasgas is dan acetyleen. Dit bericht deelt de verschillen tussen deze gassen en bespreekt de voordelen van acetyleengas in detail.
Gaslassen- 4 graden verschil tussen propaan en acetyleen
De volgende zijn belangrijke verschillen tussen propaan en acetyleen:
- Vlamtemperatuur :Propaan produceert een vlamtemperatuur van ~2800 graden Celsius bij verbranding in zuurstof. Acetyleen produceert samen met zuurstof een vlamtemperatuur van ~3100 graden Celsius. Deze hoge vlamtemperatuur maakt acetyleen een geschikte keuze voor gaslasstaal.
- Lassen: Bij verbranding in zuurstof produceert acetyleen een reducerende zone, die het metalen oppervlak gemakkelijk reinigt. Propaan heeft echter geen reducerende zone. Deze eigenschap maakt het ongeschikt om te lassen. Tegenwoordig wordt oxy-acetyleenlassen gebruikt voor staal met een hoge sterkte.
- Veiligheid: De efficiëntie van acetyleen bij gebruik met zuurstof is zeer hoog. Hierdoor gaan de gassen, vooral de zuurstof, langer mee. Dit resulteert dus in minder cilinderhandelingen.
- Economische voordelen :Acetyleen heeft minder stoichiometrische zuurstofbehoefte in vergelijking met propaan. De verhouding van het volume propaan is 4,3 op 1, terwijl het voor acetyleen 1,2 op 1 is. Dit betekent dat er meer zuurstof wordt verbruikt bij het gebruik van propaan dan acetyleen.
Alle bovengenoemde verschillen suggereren waarom acetyleen de voorkeur heeft boven propaan. Meer weten over de voordelen van het gebruik van oxy-acetyleen voor gaslassen? In het volgende gedeelte wordt dit in detail besproken.
3 redenen waarom acetyleen ideaal is om te lassen
De volgende punten zullen u helpen begrijpen waarom acetyleen sinds 1906 de voorkeur heeft voor lassen.
- Een veilige brandstof: Veiligheid is een belangrijke prioriteit in de meeste procesindustrieën. Omdat acetyleen lichter is dan lucht, is er een zeldzame kans dat ze zich op een laag niveau ophopen. Deze eigenschap maakt het veilig om te gebruiken in elke verwerkingsfaciliteit of in ondergrondse toepassingen.
- Uitstekende laskwaliteit :Acetyleen is het heetste brandstofgas in combinatie met zuurstof. In de juiste toepassingen maakt dit acetyleen ideaal voor het lassen van verschillende staalmaterialen.
- Geldbesparing :Oxy-acetyleen staat bekend om zijn flexibiliteit en is geschikt voor verschillende machinale bewerkingen, zoals lassen, zoals solderen, snijden, enz.
In acetyleengasvulinstallaties en andere toepassingen zijn acetyleencilinders voor het lassen verkrijgbaar in verschillende maten. Deze flexibiliteit maakt ze gemakkelijk te verkrijgen en te transporteren in vergelijking met andere brandstofgassen.
Rexach is een van de toonaangevende fabrikanten van apparatuur voor het vullen van acetyleencilinders voor het lassen. Het team van Rexarc zal u helpen de specificaties en extra voordelen van het gebruik van acetyleen voor gaslassen te begrijpen.
Waar wordt autogeenlassen voor gebruikt?
Oxy-fuel lassen is een proces voor het lassen van soorten metalen, waaronder koolstofstaal, gelegeerd staal, gietijzer, aluminium en magnesium met behulp van zuivere zuurstof en brandstof/gas. Bij autogeenlassen wordt een toorts gebruikt om twee stukken metaal te verhitten tot een temperatuur die een smeltbad produceert.
Hoe correct te werken met een zuurstof-acetyleenbrander
Het aansteken, afstellen en uitschakelen van een zuurstof-acetyleentoorts is eenvoudig, vooral als de juiste procedures worden gevolgd. Naast deze eenvoudig te volgen instructies, moet u er altijd zeker van zijn dat u de gebruiksprocedures van de fabrikant van de toorts volgt.
Hoe u een zuurstofacetyleenlamp op de juiste manier aansteekt, afstelt en uitschakelt:
Eerst – voordat u probeert de fakkel aan te steken, volgt u deze controles:
- Zorg ervoor dat de stelschroeven van de drukregelaar naar buiten zijn gedraaid!
- Zorg ervoor dat de toortskleppen gesloten zijn!
- Ga weg van de voorkant van de ademautomaat
- Draai de kleppen van de zuurstof- en acetyleencilinder afzonderlijk en langzaam open
- Stel de regelaar p/a schroeven af op de instellingen van de tipdruk
- Toortskleppen afzonderlijk openen/sluiten en drukinstellingen op regelaars fijn afstellen
- Druk de snijhendel in en pas de druk indien nodig aan
Aansteken en afstellen van de toorts (met een positieve/gelijke druk mixer):
- Ontlucht zowel de zuurstof- als de brandstofgasleidingen afzonderlijk
- Open brandstofgasklep 1/2 slag
- Vlam aansteken met spits
- Verhoog de brandstofgasstroom totdat de vlam het uiteinde van de punt verlaat en er geen rook meer is
- Verminder totdat de vlam teruggaat naar de punt
- Zuurstofklep openen en instellen op neutrale vlam
- Druk de zuurstofhendel in en maak de nodige aanpassingen
De toorts uitschakelen (met een menger met positieve/gelijke druk):
- Sluit zuurstofbranderventiel
- Sluit de klep van de gasbrander voor brandstof
Als de toorts/regelaars en gassen een tijdje niet meer worden gebruikt, volg dan deze procedures:
- Sluit de kleppen van de zuurstof- en brandstofgascilinder
- Zuurstof- en brandstofgasleidingen afzonderlijk ontluchten
- Zorg ervoor dat alle regelaarmeters 0 aangeven
- Draai de stelschroeven voor de druk van de regelaar terug!
- Als u in een commerciële omgeving gebruikt, meldt u eventuele schade, enz. aan uw supervisor
Denk eraan om altijd de basisveiligheidsregels te volgen bij het werken met autogeenapparatuur.
FAQ's.
Wat is zuurstof-acetyleenlassen?
Zuurstof-acetyleenlassen, algemeen bekend als gaslassen, is een proces dat afhankelijk is van de verbranding van zuurstof en acetyleen. Bij vermenging in de juiste verhoudingen in een handtoorts of blaaspijp ontstaat een relatief hete vlam met een temperatuur van rond de 3.200°C.
Wat is zuurstof-brandstoflassen?
Bij autogeenlassen wordt een lastoorts gebruikt om metalen te lassen. Het lassen van metaal ontstaat wanneer twee stukken worden verwarmd tot een temperatuur die een gedeelde plas gesmolten metaal produceert. Het gesmolten zwembad wordt over het algemeen voorzien van extra metaal dat een vulmiddel wordt genoemd. De keuze van het vulmateriaal hangt af van de te lassen metalen.
Waarvoor wordt autogeenlassen gebruikt?
Oxy-fuel lassen is een proces voor het lassen van soorten metalen, waaronder koolstofstaal, gelegeerd staal, gietijzer, aluminium en magnesium met behulp van zuivere zuurstof en brandstof/gas. Bij autogeenlassen wordt een toorts gebruikt om twee stukken metaal te verhitten tot een temperatuur die een smeltbad produceert.
Wat is een oxy-acetyleen lasproces?
Oxyacetyleenlassen, gewoonlijk gaslassen genoemd, is een proces dat afhankelijk is van de verbranding van zuurstof en acetyleen. Wanneer ze in de juiste verhoudingen worden gemengd in een draagbare toorts of blaaspijp, wordt een relatief hete vlam geproduceerd met een temperatuur van ongeveer 3.200 graden.
Welke metalen kunnen worden gelast met Oxy-Acetyleen?
Als Oxy-Acetyleen-lassen op de juiste manier wordt gedaan, kan het worden gebruikt om alle commerciële metalen te lassen. De metalen die met Oxy-Acetyleen worden gelast, zijn onder meer laaggelegeerd staal, koolstofarm staal, smeedijzer en gietijzer.
Wat is het doel van autogeen lassen?
Oxy-acetyleengaslassen wordt over het algemeen gebruikt voor las- en snijbewerkingen voor metalen en legeringen. Lassen wordt over het algemeen gebruikt om verschillende metalen te verbinden met behulp van de warmte die wordt gegenereerd door de verbranding van brandstofgassen zoals acetyleen, waterstof, propaan of butaan met een zuurstofmengsel.
Welke metalen kunnen worden gelast met oxy-acetyleen?
Metaal dat kan worden gelast met oxy-acetyleenvlam omvat ijzer, staal, gietijzer, koper, messing, aluminium, brons en vele legeringen die kunnen worden gelast. De oxy-acetyleenvlam wordt ook gebruikt voor het snijden van metaal, het harden en gloeien.
Hoe doe je autogeen lassen?
Waarom is de elektrode gecoat met flux?
De elektrode is gecoat in een metaalmengsel dat flux wordt genoemd en dat gassen afgeeft terwijl het uiteenvalt om lascontaminatie te voorkomen, deoxidatiemiddelen introduceert om de las te zuiveren, de vorming van lasbeschermende slak veroorzaakt, de boogstabiliteit verbetert en legeringselementen verschaft om de lasnaad te verbeteren. laskwaliteit.
Hoeveel kost een oxy-acetyleen-installatie?
U hebt altijd en overal een brandstofcilinder en een zuurstofcilinder nodig om een autogeen systeem te laten werken. De initiële installatiekosten voor een typisch middelzwaar autogeensysteem bedragen $ 230 - $ 500.
Hoe sterk is toortslassen?
Toortslasapparatuur is behoorlijk effectief en kan vlamtemperaturen produceren die oplopen tot 3200° C of 5.620° F. De toortslasmachine is vrij veelzijdig en kan worden gebruikt voor een breed scala aan projecten, van de kleinste gadget tot de grootste constructie.
Kan oxy-acetyleen roestvrij staal snijden?
Maar alleen metalen waarvan de oxiden een lager smeltpunt hebben dan het basismetaal zelf, kunnen met dit proces worden gesneden. Metalen zoals aluminium en roestvrij staal kunnen niet worden gesneden met Oxyfuel vanwege de vorming van een oxide dat voorkomt dat oxidatie volledig optreedt.
Welke druk is oxy-acetyleen?
De brandstof-gasdruk is 0,07 bar (1 psi – pound per vierkante inch) of minder. De zuurstofdruk varieert van 0,7 tot 2,8 bar (10 tot 40 psi), afhankelijk van de grootte van de toortstip.
Waarom zijn de gordijnen op de lascabine zo belangrijk?
Lasgordijnen en -schermen voegen een extra beschermingslaag toe in de laswerkruimte en zorgen ervoor dat werknemers die in de directe omgeving van de laszone werken niet worden blootgesteld aan schadelijk UV-licht of het risico op brandwonden.
Hoe hecht flux zich aan een lasdraad?
Terwijl de fluxingrediënten in de lasboog branden, komt er beschermgas vrij om het smeltbad te beschermen tegen atmosferische onzuiverheden. Wanneer het smeltbad afkoelt, vormt het vloeimiddel slakken om het lasmetaal te beschermen tegen oxidatie en porositeit in de lasrups te voorkomen.
Wat is de beste lasdraad voor roestvrij staal?
Een 309 of 312 SMAW-elektrode is een goede keuze voor het lassen van roestvast staal, vooral voor onderhouds- of reparatietoepassingen. Het biedt een hoge scheurweerstand en een goede sterkte, en kan doorgaans worden verbonden met roestvast staal dat al in gebruik is, zelfs als de specifieke materiaalkwaliteit niet bekend is.
Wat is een betere plasmasnijder of oxy-acetyleen?
Hogere snelheden op dunnere metalen:Plasma kan dunnere metalen sneller snijden dan zuurstofgas, en met minimale of geen metaalvervorming. Plasma biedt ook betere prestaties bij het snijden van gestapelde metalen.
Hoeveel sneller is plasmasnijden dan autogeen snijden?
Over het algemeen produceert plasma nauwkeurigere en schonere sneden dan autogeen met een betere hoekigheid, een dunnere kerf, een kleinere door warmte beïnvloede zone en weinig tot geen slak. Plasma is minstens twee keer zo snel als zuurstofgas bij het snijden van metalen tot 25 mm dikte, en tot 12 keer sneller op dunnere materialen.
Welke maat oxy-acetyleentanks moet ik nemen?
Dit is een "groter is beter"-situatie, dus overweeg om een grotere tank te kopen, zoals K-size zuurstof en een #4 acetyleentank. Als je het je kunt veroorloven, raad ik aan om er twee van elk te kopen, zodat je kunt ruilen en kunt blijven werken in plaats van het project in de wacht te zetten totdat je naar de dealer kunt gaan voor een nieuwe vulling.
Is oxy-acetyleen verouderd?
In de afgelopen decennia is autogeen lassen achterhaald. Onze moderne booglassers hebben meer consistentie en lassen sneller. Oxy-acetyleen snijden is echter nog steeds een veelgebruikt proces dat dagelijks door miljoenen lassers wordt gebruikt.
Kunnen oxy-acetyleentoortsen aluminium snijden?
Geen oxy-acetyleen is niet voor het snijden van aluminium. Oxy-acetyleen (acetyleen vanaf dit punt) krijgt aluminium heet genoeg om weg te smelten, maar op geen enkele manier op een nette manier.
Wat heb je nodig voor autogeen lassen?
Essentiële apparatuurcomponenten
- Toortslichaam (of handvat)
- Twee afzonderlijke gasslangen (via het handvat verbonden met de slangen)
- Afzonderlijke regelkleppen.
- Mixkamer.
- Vlambuis.
- Lastip.
Schakel je eerst de zuurstof of acetyleen in?
U kunt beginnen door de acetyleenklep 1/8e slag open te draaien en de vlam aan te steken. Verlaag nu de vlam totdat de rook tot een minimum is beperkt. Je ziet de vlam naar het einde toe in een veerachtige vorm veranderen. Draai nu langzaam de zuurstofklep open en kijk hoe de voorverwarmende vlammen verschijnen.
Wat zijn de voordelen van autogeen lassen?
Voordelen van oxy-acetyleenlassen:
- Het is gemakkelijk te leren.
- De apparatuur is goedkoper dan de meeste andere soorten lasinstallaties (MIG/TIG-lassen)
- De apparatuur is draagbaarder dan de meeste andere soorten lasinstallaties (MIG/TIG-lassen)
- Oxy/Acetyleen-apparatuur kan ook worden gebruikt om grote stukken materiaal te "vlamsnijden".
Welke metalen kun je lassen met oxy-acetyleen?
Metaal dat kan worden gelast met oxy-acetyleenvlam, omvat ijzer, staal, gietijzer, koper, messing, aluminium, brons en vele legeringen kunnen worden gelast. De oxy-acetyleenvlam wordt ook gebruikt voor het snijden van metaal, het harden en gloeien.
Productieproces
- Wat is puntlassen?
- Wat is koud lassen?
- Wat is oxy-acetyleenlassen? | Zuurstoflassen
- Wat is lasvlam? - Neutraal, carboniserend en oxiderend?
- Wat is een lasnaad?
- Wat is weerstandsprojectielassen?
- Wat is een draagbare puntlasmachine?
- Wat is een elektrolasmachine?
- Wat is een flitslasser?
- Wat is een aluminium lasmachine?
- Wat is een longitudinale lasmachine?