


Viool
Achtergrond
De viool is de modernste belichaming van snaarinstrumenten die met een strijkstok worden bespeeld. Net als de gitaar en andere tokkelinstrumenten dateren strijkinstrumenten uit de oudheid. Hoewel de precieze oorsprong niet volledig wordt begrepen, is het waarschijnlijk dat de viool (en zijn grotere broers en zussen de altviool en cello) zich halverwege de 16e eeuw in Noord-Italië ontwikkelden. Naast misschien wel de maker van de eerste echte violen, was Andrea Amati (ca. 1500-1577) de patriarch van de Cremona-school voor vioolbouw. Gedurende de volgende 150 jaar brachten andere leden van de Amati-familie en hun volgelingen, waaronder Antonio Stradivari (1644-1737) en Bartolomeo Giuseppe Guarneri (1698-1744), de viool naar het hoogste niveau van perfectie, zowel als muziekinstrument als als kunstwerk. In de 17e eeuw verspreidde de vioolbouw zich naar alle andere landen van Europa en in de 18e en 19e eeuw naar de rest van de wereld. Hoewel violen in grote aantallen zijn en worden gemaakt door fabrieken in Europa en Azië, worden de meeste mooie violen met de hand gemaakt door individuele ambachtslieden die in wezen dezelfde methoden gebruiken die honderden jaren geleden door klassieke Italiaanse makers werden gebruikt.
Gereedschap
De meeste gereedschappen die nodig zijn voor het maken van viool zijn dezelfde als die voor de meeste soorten handhoutbewerking en snijwerk:schaven, beitels, gutsen, messen, zagen en schrapers. Daarnaast zijn er enkele gespecialiseerde tools nodig. Deze omvatten een diktemeter, kleine gebogen "duim" -vlakken aan de onderkant, een purfling-groeffrees, een gatruimer en een bijpassend scheerapparaat, een buigijzer, verschillende soorten klemmen en patronen. Veel vioolbouwers zijn er trots op een aantal van hun eigen gereedschappen te maken. Inderdaad, een van de sleutels tot succes als vioolbouwer is het ontwikkelen van de vaardigheden die horen bij het maken, gebruiken en onderhouden van scherpgeslepen gereedschappen.
Grondstoffen
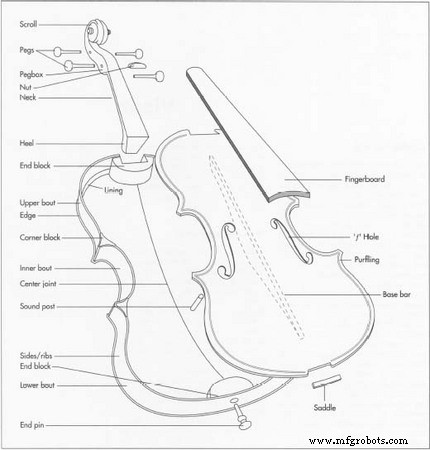
De achterkant, zijkanten (ribben) en hals van de viool zijn meestal gemaakt van bijpassend kwartiersgezaagd (gesneden langs de straal van de stam) esdoorn. Er zijn veel soorten esdoorn, die in verschillende delen van de wereld groeien, die geschikt zijn. De selectiecriteria zijn onder meer de rechtheid van de nerf, de dichtheid en de vorm van het hout, die allemaal bijdragen aan de klankkenmerken en visuele schoonheid van het voltooide instrument. Het bovenblad van de viool is gemaakt van kwartiers gezaagd sparrenhout. De interne delen van de viool - de hoek- en eindblokken en de voeringen - zijn meestal gemaakt van spar of wilg, terwijl purfling kan worden gemaakt van veel verschillende houtsoorten en / of "vezels" (dik papier of karton). De toets is gemaakt van ebbenhout, de brug is van esdoorn en de andere fittingen (haringen, staartstuk, kinsteun) zijn van ebbenhout, palissander of buxus. In plaats van deze items helemaal opnieuw te maken, worden ze meestal gekocht in een afgewerkte of halfafgewerkte vorm en aangepast of geïnstalleerd door de maker.
Het fabricageproces
De ribben
- 1 De eerste stap bij het maken van een viool is het maken van de zijkanten (ribben) waarvan de omtrek
 van de boven- en achterkant worden genomen. De ribben zijn geconstrueerd op een "binnen"-mal, een houten vorm van ongeveer 15 tot 18 mm dik, gesneden naar de exacte omtrek van de binnenkant van de viool. Stukken hout voor de hoek- en eindblokken worden op maat gesneden en tijdelijk op de juiste plaatsen in de mal gelijmd. Met behulp van een patroon en met behulp van gutsen en vijlen worden de blokken bijgesneden tot de uiteindelijke vorm van de binnencontour van de viool. Schijfjes esdoorn die iets breder zijn dan de hoogte van de ribben, die ongeveer 30 tot 32 mm zijn voor een viool, worden gesneden en geschaafd tot een dikte van 1 mm. Stukken worden gebogen in de vorm van de mal en blokken met behulp van een verwarmde metalen vorm. Na het trimmen tot iets langer dan de uiteindelijke lengte, worden de ribben gelijmd. Om de ribben op hun plaats te houden totdat de lijm droogt, worden tegenmallen gebruikt die zijn gevormd om te passen bij de buitencontouren van de ribben op de hoeken en uiteinden. Druk wordt uitgeoefend door klemmen of omwikkelen met touw. Er moet voor worden gezorgd dat de ribben niet aan de mal worden gelijmd, die in een volgende stap moet worden verwijderd. De ribben worden in volgorde gelijmd, te beginnen met de middelste delen, die op de hoeken tot de uiteindelijke lengte moeten worden bijgesneden voordat de bovenste en onderste ribben kunnen worden toegevoegd. De voeringen, stroken wilgen- of sparrenhout van ongeveer 2 bij 8 mm, worden met het buigijzer in vorm gebogen, op lengte gesneden en aan de binnenkant van de ribben gelijmd. De hoeken worden bijgesneden tot hun uiteindelijke vorm en de boven- en onderkant van de ribben, voeringen en blokken worden geschaafd en gevijld om op de uiteindelijke hoogte waterpas te zijn.
van de boven- en achterkant worden genomen. De ribben zijn geconstrueerd op een "binnen"-mal, een houten vorm van ongeveer 15 tot 18 mm dik, gesneden naar de exacte omtrek van de binnenkant van de viool. Stukken hout voor de hoek- en eindblokken worden op maat gesneden en tijdelijk op de juiste plaatsen in de mal gelijmd. Met behulp van een patroon en met behulp van gutsen en vijlen worden de blokken bijgesneden tot de uiteindelijke vorm van de binnencontour van de viool. Schijfjes esdoorn die iets breder zijn dan de hoogte van de ribben, die ongeveer 30 tot 32 mm zijn voor een viool, worden gesneden en geschaafd tot een dikte van 1 mm. Stukken worden gebogen in de vorm van de mal en blokken met behulp van een verwarmde metalen vorm. Na het trimmen tot iets langer dan de uiteindelijke lengte, worden de ribben gelijmd. Om de ribben op hun plaats te houden totdat de lijm droogt, worden tegenmallen gebruikt die zijn gevormd om te passen bij de buitencontouren van de ribben op de hoeken en uiteinden. Druk wordt uitgeoefend door klemmen of omwikkelen met touw. Er moet voor worden gezorgd dat de ribben niet aan de mal worden gelijmd, die in een volgende stap moet worden verwijderd. De ribben worden in volgorde gelijmd, te beginnen met de middelste delen, die op de hoeken tot de uiteindelijke lengte moeten worden bijgesneden voordat de bovenste en onderste ribben kunnen worden toegevoegd. De voeringen, stroken wilgen- of sparrenhout van ongeveer 2 bij 8 mm, worden met het buigijzer in vorm gebogen, op lengte gesneden en aan de binnenkant van de ribben gelijmd. De hoeken worden bijgesneden tot hun uiteindelijke vorm en de boven- en onderkant van de ribben, voeringen en blokken worden geschaafd en gevijld om op de uiteindelijke hoogte waterpas te zijn.
Boven en achter
- 2 De toppen van violen zijn bijna altijd gemaakt van een wig van hout die wordt gesneden of gespleten, waarbij de randen van de resulterende stukken aan elkaar worden gelijmd. Deze verbinding, waarvoor de stukken met absolute perfectie moeten passen, wordt dan de middellijn van het blad. Esdoorn voor de achterkant van violen wordt op dezelfde manier behandeld om een tweedelige achterkant te maken, maar het is mogelijk om een stuk te vinden dat breed genoeg is om een eendelige achterkant te maken. Het schaven van het hout om een perfecte middenvoeg te creëren is een veeleisende taak. Nadat de stukken zijn geschaafd om goed te passen - zoals te zien is door de stukken bij elkaar te houden voor een lamp - wordt de rand van een stuk bedekt met krijt en tegen de pasrand gewreven. De gebieden waarin krijt van het ene stuk naar het andere wordt overgebracht, identificeren plaatsen die lichtjes met het vliegtuig moeten worden geschoren om de pasvorm te perfectioneren. Deze procedure voor het aanbrengen van krijt wordt herhaald totdat de twee stukken perfect op elkaar passen, waarna ze aan elkaar worden gelijmd en geklemd. Na het verlijmen van de middenvoeg wordt de platte kant van de rug en bovenkant vlak geschaafd. Op deze vlakke zijde worden de ribben geplaatst; een overtrek rond de ribben met 3 mm vergroot bepaalt de omtrek van de bovenkant of achterkant (een vierkant van 20 mm wordt toegevoegd aan de bovenkant van de achterkant voor de knoop). Deze contouren worden uitgesneden met een boog- of copingzaag; veel moderne vioolbouwers gebruiken een powerband of figuurzaagmachine.
De buitenste welving van de boven- en achterkant wordt vervolgens gesneden met behulp van gutsen, duimvlakken en schrapers voor de laatste egalisatie. Vijf transversale en één longitudinale booggeleiders worden vaak geraadpleegd naarmate de platen vorm krijgen. De gebogen geleiders, die verschillend zijn voor de boven- en achterkant, plus de omtrek belichaamd in de mal, bepalen het ontwerp of model van het instrument. De meeste moderne makers volgen of kopiëren de ontwerpen van grote makers zoals Stradivari of Guameri, terwijl sommigen hun eigen ontwerpen hebben ontwikkeld. Vervolgens worden de binnenzijden van de boven- en achterkant uitgesneden. De uiteindelijke dikte van het hout heeft een grote invloed op de akoestische prestatie van het afgewerkte instrument en er zijn veel systemen in gebruik om tot de optimale verdeling van diktes te komen. Over het algemeen omvatten de meeste methoden het testen van de resonantiefrequenties van de platen door erop te tikken, te buigen of ze met geluid te bekrachtigen, in combinatie met metingen van de dikte van de plaat op veel locaties met behulp van een schaalverdeling. Vervolgens wordt, afhankelijk van het resultaat en het gewenste resultaat, op verschillende plekken stapsgewijs hout verwijderd. Meestal proberen makers bepaalde relaties aan te gaan, b.v. octaven, tussen de verschillende resonanties van elke plaat en tussen de twee platen. Typische diktes van een afgewerkte rug zijn 4,5 mm in het midden, afnemend tot 2,4 tot 2,5 mm in de bovenste en onderste delen. De diktes van het bovenblad zijn gelijkmatiger:ongeveer 3 mm in totaal, en misschien iets dikker tussen de klankgaten in het gebied van de klankpaal.
De top voltooien
- 3 De omtrek van de klankgaten wordt naar boven overgebracht, en deze worden met een scherp mes uitgesneden; sommige makers gebruiken een pons of boor om de ronde gaten te snijden. De basbar is gemaakt van zeer recht generfd, kwartgeslepen sparrenhout (net als het bovenblad). Het gebied waar het past, is aan de zijkant van de bovenkant omlijnd en de ruwe plano is bijgesneden om precies in de boog te passen. In deze stap wordt opnieuw de krijtpasmethode toegepast. De staaf wordt vervolgens op zijn plaats gelijmd en bijgesneden tot zijn uiteindelijke contour. Dit omvat opnieuw het testen van de resonantie van het bovenblad, dat werd veranderd door het uitsnijden van de klankgaten en het toevoegen van de basbalk.
Het lichaam voltooien
- 4 De mal wordt nu verwijderd van de ribconstructie door de tijdelijke lijmverbindingen van de blokken aan de mal los te maken. De boven- en achterkant worden vervolgens op de ribben gelijmd. De lijm die de achterkant vasthoudt, moet van volledige sterkte zijn. Voor de bovenkant wordt dunnere, zwakkere lijm gebruikt; dit zorgt voor een gemakkelijke verwijdering als onderhoud of aanpassing nodig is, en zorgt ervoor dat de naden opengaan bij extreme vochtigheid en temperatuur in plaats van scheuren in het hout zelf te veroorzaken. De groef voor de purfling wordt met een purflingfrees op een precieze afstand van de randen gemarkeerd. De groef wordt verdiept met een scherp mes en het hout in de groef wordt verwijderd met een purfling pick. De purflingstrips, die kant-en-klaar kunnen worden gekocht of door de vioolbouwer kunnen worden gemaakt, worden met behulp van het buigijzer gebogen om in de groef te passen. De stukken worden vervolgens op de exacte lengte gesneden, in verstek gezaagd om in de hoeken te passen en op hun plaats gelijmd. De kanalen die net binnen de randen over de purfling lopen, worden met een guts uitgesneden en met gutsen, schaven en schrapers in de welving gemengd. Ten slotte wordt de rand afgerond met behulp van mes, vijl en misschien schuurpapier. (Dit is een van de weinige plaatsen waar schuurpapier wordt gebruikt bij de constructie van een viool. Alle andere oppervlakken moeten worden afgewerkt met schrapers, wat het vakmanschap een helder uiterlijk geeft en de schoonheid van het hout het beste onthult.)
De nek
- 5 Een blok esdoorn dat bij de achterkant past, is vierkant aan de zijkanten en bovenaan met een vlak. Vervolgens wordt de omtrek van het zijaanzicht van de nek en de krul getekend op de kwart gesneden zijde van het blok. Het hout buiten de omtrek wordt weggezaagd. Patronen en contouren voor de pennendoos, het bovenoppervlak van de nek en de scroll worden getraceerd. Een scheermeszaag wordt vervolgens gebruikt om hout rond de omtreklijnen van de boekrol en de nek weg te snijden. Gutsen en schrapers worden gebruikt om het snijwerk van de rol af te werken, waarvan de details een van de manieren zijn waarop de vioolbouwer zijn individualiteit uitdrukt. De pegbox wordt uitgegraven met beitels en gutsen. De nek wordt op de uiteindelijke afmetingen gesneden met behulp van schaven, messen en schrapers. Een insteekgat (holte) om de nek te ontvangen, wordt in de bovenste ribben, het blok en de bovenkant van het lichaam van de viool gesneden. De snede van het gat en de wortel van de hals moeten zeer nauwkeurig zijn, aangezien de juiste hoogte en hoek van de hals cruciaal zijn voor het bereiken van een goed tonaal resultaat. Krijtfitting wordt opnieuw toegepast. De nek wordt dan in het gat gelijmd en de uiteindelijke vormgeving van de hiel van de nek en de knoop op de achterkant wordt gedaan.
Vernissen
- 6 Er is veel kennis over het vernissen van violen. Er is zelfs beweerd dat geheime recepten verantwoordelijk zijn voor de buitengewone klankkenmerken van de oude Italiaanse violen. Ongeacht de mogelijke effecten op de toon, is het zeker waar dat de lak andere belangrijke doelen dient om het uiterlijk te verfraaien en het hout te beschermen tegen slijtage, beschadiging, vocht en vuil. De keuze en toepassing van vernis is dus van cruciaal belang. Omdat er veel soorten vernis en werkwijzen zijn, wordt de volgende vrij algemene schets van de afwerking gegeven:
- De voltooide viool wordt enige tijd opgehangen (in sommige gevallen enkele maanden of langer) en kan worden blootgesteld aan zonlicht. Dit zorgt ervoor dat het hout donkerder wordt en zijn figuur naar voren komt. Veel makers gebruiken minder tijdrovende alternatieven.
- Vervolgens wordt een sealer of poriënvuller aangebracht.
- De vamish wordt in meerdere lagen aangebracht. Dit kunnen lagen blanke vamish zijn, gevolgd door extra lagen gekleurde vernis. Vamish is in wezen een coating die bestaat uit harsen, die natuurlijke stoffen kunnen zijn (bijvoorbeeld copal of seedlac) of door de mens gemaakt. Kleur wordt aan vamishes verleend door pigmenten of kleurstoffen toe te voegen. De kleur van de afzonderlijke lagen kan worden gevarieerd om het gewenste uiterlijk te verkrijgen. Na de gekleurde vamish kan een extra laag of twee transparante vamish worden aangebracht om de onderliggende lagen te beschermen.
- Omdat oud uitziende violen aantrekkelijker zijn voor veel spelers, maken sommige makers hun instrumenten "antiek". De verschillende methoden van antiek zijn meestal handelsgeheimen en makers zijn trots op hun individuele resultaten.
- Het oppervlak van de volledig gedroogde vamish kan worden uitgewreven met een combinatie van schuurmiddelen (puimsteen, rottensteen, fijn schuurpapier, enz.) en poetsmiddelen.
- Het deel van de nek tussen de hiel en het pennenbakje is niet gelakt. Het is eerder gekleurd, zeer glad geschuurd met fijn schuurpapier en "Frans gepolijst" (een toepassing van schellak en/of alcohol en olie).
Aanpassen
- 7 De bovenkant van de nek is plat geschaafd en de onderkant van de ebbenhouten plank is geschaafd om te passen en op zijn plaats te lijmen. De zijkanten en bovenkant zijn afgewerkt met schaven, schrapers en schuurpapier om glad te zijn en precies de juiste kromming te hebben. Meters en liniaal worden daarbij veelvuldig geraadpleegd. De ebbenhouten moer is op maat gesneden, licht gelijmd aan de bovenkant van de toets, in de uiteindelijke vorm gebracht en groeven gevijld voor de snaren. Aan de onderkant van de viool is een insteekgat uitgesneden waarin het ebbenhouten zadel is gelijmd. De haringen zijn geschoren tot de juiste tapsheid en diameter. Peg-gaten worden geboord en geruimd om bij de haringen te passen. Evenzo wordt een gat aan de onderkant van de ribben geboord, geruimd en voorzien van de eindpen.
De brug en soundpost zijn de laatste onderdelen die moeten worden gevormd; hun pasvorm en positie hebben grote invloed op het geluid en de speelkwaliteiten van de viool. Beginnend met een voorgesneden blank, worden de voeten van de brug gesneden om op de juiste positie in de welving van de bovenkant te passen - tussen de inkepingen van de klankgaten. De bovenkant van de brug is gesneden tot een boog die overeenkomt met de kromming van het fmgerboard en zorgt voor de juiste hoogte van de snaren. De voorzijde (naar de nek toe gericht) is aan de onderkant afgeschaafd tot een dikte van ongeveer 4,5 mm en loopt vanuit het midden taps toe naar 1,5 mm aan de bovenkant. Groeven voor de snaren worden gesneden en gevijld met behulp van een meter om hun juiste positie en afstand vast te stellen. De soundpost brengt de trillingen van de snaren naar de achterkant van de viool. Het is gesneden uit een rond stuk spar met een rechte draad met een diameter van ongeveer 6 mm. De lengte en uiteinden moeten zo worden afgesneden dat ze precies op de juiste plaats in de viool passen, ongeveer 3 mm achter de treble-voet van de brug. Een meter kan worden gebruikt om de geschatte lengte van de geluidspost te meten, maar de uiteindelijke pasvorm is een proces van vallen en opstaan. De soundpost wordt ingebracht en de positie wordt aangepast door de klankgaten met behulp van een speciaal gereedschap. De snaren worden nu in het staartstuk gestoken, over de brug gespannen en op de pinnen gewikkeld. Zodra alle vier de snaren zijn geïnstalleerd, kunnen ze worden afgestemd op de toonhoogte en wordt de viool voor het eerst bespeeld. Wat volgt is een aanpassingsperiode waarin de viool gewend raakt aan de spanning van de snaren en hun vibratie. Talloze aanpassingen aan de positie van de soundpost, de brug, soorten snaren en misschien andere factoren zijn meestal nodig om de toonkarakteristieken en speelbaarheid te optimaliseren.
De Toekomst
Het is waarschijnlijk dat mooie violen handgemaakt zullen blijven worden op de hierboven beschreven manier. Er is echter een lange geschiedenis van experimenten met nieuwe ontwerpen en constructiematerialen. Recente producten hiervan zijn violen gemaakt van kunststof zoals kunststof. Sommige hebben een solide lichaam, terwijl andere een traditioneel ontwerp hebben en voor sommige onderdelen synthetische materialen gebruiken. Er zijn ook elektrische violen, waarbij de trillingen van de snaren worden omgezet in een elektrisch signaal door een pick-up of microfoon, die vervolgens wordt versterkt en uitgevoerd naar een luidspreker of computerinterface. Er zijn tegenwoordig een aantal van dergelijke "high-tech" instrumenten op de markt; ze worden voornamelijk gebruikt om jazz en populaire muziek te spelen. Op het gebied van klassieke muziek is de traditionele viool verreweg de dominante keuze.
Productieproces
- Wat is VMC-bewerking?
- Gids voor aluminium lasermarkering
- MIG-lassen versus TIG-lassen
- Gids voor lasermarkering
- Overwegingen voor Zwitserse machinale bewerking met hoge productie
- Gids voor CNC-prototyping
- Het fabricageproces van de schacht begrijpen
- Wat is fiberlasermarkering?
- Elektrolytisch polijsten versus passiveren
- Wat is RVS-passivering?
- Hoe u vistuig ontwerpt en bouwt in bedrijfstijd