


IJsschaatsen
Geschiedenis
Schaatsen, in een of andere vorm, bestaat al duizenden jaren. Er zijn aanwijzingen dat al in 1000
Tijdens de jaren 1800 schoot de populariteit van schaatsen omhoog. Schaatsclubs geopend in Londen, Wenen en New York. Ijsbanen werden gebouwd in Toronto, Canada, en in Davos, Zwitserland. In 1876 werd in Londen de eerste kunstmatig bevroren ijsbaan geopend, het Glaciarium. In de 19e eeuw werd de sport van schaatsen geïntroduceerd en werd de klassieke danstheorie toegepast om de sport van kunstschaatsen te creëren.
Er zijn drie basistypen schaatsen:hockeyschaatsen, kunstschaatsen en schaatsen. Speed skates zijn ontworpen voor optimale snelheid in één richting, waarbij de skater de rechtervoet over de linkervoet beweegt. De schaats heeft een recht blad tot 18 inch (46 cm) lang en 0,03-0,06 inch (0,08-0,15 cm) breed. Het blad is versterkt met holle stalen buizen. De laars is gemaakt van zeer licht, dun leer.
Hockeyschaatsen zijn zo geconstrueerd dat de schaatser zowel de rechtervoet over de linker- als de linkervoet over rechts kan bewegen. Het blad, meestal 0,06 inch (0,15 cm) breed, is ook versterkt met holle buizen. De laars is kort, meet 4-5 inch (10-13 cm) vanaf de zool, en versterkt met plastic doppen en extra lagen leer bij de teen. Dit beschermt de voeten van de schaatsers tegen de bladen van andere schaatsen. De originele hockeyschaats was gemaakt van leer met een geplastificeerde zool, een veiligheidstip aan de achterkant en een harde teen. Vervolgens werd een ballistisch bestendig nylon geïntroduceerd dat nog meer bescherming bood tegen snijden. De nieuwste innovatie is een plastic gegoten laars met plastic rongen en plastic buizen. Een zwaar gewatteerde, uitneembare voering helpt om de pasvorm te controleren.
Kunstschaatsen zijn uitgerust met een stalen mes van 0,125 inch (0,32 cm) dat is ontworpen om te draaien. Het lemmet is hol aan de onderkant zodat alleen de buitenste randen het ijs raken. Een reeks scherpe hoeken aan de voorkant van het blad, teenplukkers genaamd, vergemakkelijken de landing vanaf teensprongen. De kunstschaats heeft een hoge laars van 18-20 cm van de zool tot de bovenkant, die de enkel volledig bedekt.
Grondstoffen
Schaatsen zijn gemaakt van leer, nylon, plastic, staal en verschillende andere synthetische materialen. In de meeste gevallen worden de grondstoffen ingekocht bij externe leveranciers. De schaatsfabrikant inspecteert de leerhuiden nauwkeurig om er zeker van te zijn dat de huiden zijn gereinigd en gelooid volgens de specificaties van het bedrijf. Kangoeroeleer is een van de populaire huiden voor kunstschaatsen. 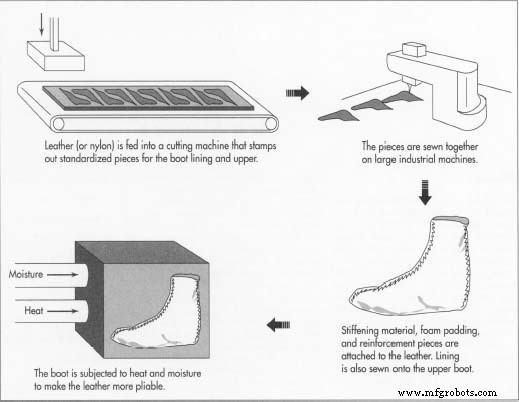 Gebreid nylon en gegoten plastic worden vaak gebruikt voor hockey en schaatsen. Het leer en nylon zijn speciaal behandeld voor waterafstotendheid.
Gebreid nylon en gegoten plastic worden vaak gebruikt voor hockey en schaatsen. Het leer en nylon zijn speciaal behandeld voor waterafstotendheid.
Messen zijn over het algemeen gemaakt van gehard staal en gecoat met een hoogwaardig chroom. Sommige bladfabrikanten kunnen titanium aan het metaal toevoegen. De schaatsfabrikant contracteert met externe fabrikanten om hen te voorzien van schaatsen in verschillende stijlen en maten. Competitieve skaters (in tegenstelling tot recreatieve skaters) laten hun schaatsen meestal door een specialist monteren.
De cementen, stikdraden en andere synthetische materialen worden ook gekocht van externe leveranciers en opgeslagen in de skatefabriek.
Het fabricageproces
Noch het Olympisch Comité, noch de U.S. Ice Skating Federation heeft eisen met betrekking tot de fabricage van schaatsen. De fabrikanten letten echter goed op de behoeften en suggesties van professionele skaters en coaches.
De kofferbaksegmenten doorsnijden
- 1 Het leer of nylon wordt in een snijmachine gevoerd die acht gestandaardiseerde stukken uitstanst:vier voor de voering van de koffer en vier voor de bovenkant van de koffer. Een vergelijkbare machine snijdt stukken voor de tong-, zool-, hiel- en verstevigingssecties. De stukken zijn mechanisch geponst met een datumcode, maat, bestelnummer en ooggaatjes.
De bovenste construeren
- 2 De laars wordt aan elkaar genaaid op industriële naaimachines die de fabrieksarbeiders regelen met voetpedalen of bedieningspanelen. De voeringstukken zijn aan de rug- en teennaden aan elkaar gestikt. De bovenstukken worden op dezelfde manier aan elkaar genaaid. Verstijvingsmateriaal, een balie genoemd en meestal gemaakt van leer of plastic, wordt vanaf de bal van de laars rond de hiel naar het midden van de voetboog ingebracht om de enkel te ondersteunen. Versterkingsstukken worden aan de onderkant van het bovendeel gecementeerd met latex- of neopreenbasiscement. Schuimvulling is gelaagd bovenop de versterking. De voering wordt vervolgens door alle drie de lagen op de bovenste laars genaaid. Overtollige randen worden bijgesneden. Een lijn van doorstikken zorgt voor extra ondersteuning en decoratie. Ook de oogjessluiting is verstevigd door middel van een strook leer. De tong is bekleed met sponsrubber en vervolgens eerst aan de voering vastgemaakt en vervolgens aan de bovenkant van de laars, met behulp van een kruis-vlindersteek.
- 3 De gedeeltelijk geconstrueerde laars wordt vervolgens onderworpen aan een warmte- en vochtproces dat mulling wordt genoemd, waardoor het leer soepeler wordt.
De laars vormgeven
- 4 De laars wordt gevormd door deze op een leest te plaatsen, een plastic voetvorm die overeenkomt met een bepaalde schoenmaat en -breedte. De leesten lijken op schoenspanners. Een skatefabrikant kan maar liefst 102 maten en breedtes voor dames hebben en maar liefst 57 maten voor heren. Dit grote verschil in aantal leest kan te wijten zijn aan verschillende factoren:er zijn meer vrouwelijke skaters (vooral in kunstschaatsen) dan mannen, waardoor de gevraagde variatie toeneemt. Bovendien kunnen vrouwen wat kieskeuriger zijn wat betreft pasvorm, zoals blijkt uit de grotere verscheidenheid aan breedtes en maten voor straatschoenen voor dames dan voor herenschoenen.
Eerst wordt een binnenzool op de leest geplakt. Vervolgens wordt de laars met de hand strak over de onderkant van de leest getrokken. De werker moet ervoor zorgen dat alle rimpels worden geëlimineerd, werkend van de boog naar de hiel en vervolgens van de boog naar de teen. Kopspijkers of cement hechten de voetboog, hiel en teen aan de binnenzool.
De laars drogen en op de laatste zetten
- 5 De spijkers die de binnenzool tot het laatst vasthouden, worden verwijderd. De laars, nog steeds over de leest gespannen, wordt in een droogkamer geplaatst. Er wordt warmte toegepast om de laars op de lengte en breedte van de leest te zetten. Een arbeider verwijdert dan de laatste uit het interieur van de schaatsschoen.
De zool voorbereiden en bevestigen
- 6 De laars wordt ondersteboven op een pin onder een elektrische slijper geplaatst om de lederen afwerking van de bodem van de laars te verwijderen. Het slijpproces zorgt ervoor dat er een spleet ontstaat over het midden van de laarsbodem waar de natuurlijke voetboog ontstaat. Deze spleet is verpakt met een synthetische vuller en een 18-gauge veerstalen steunschacht. Een leren of rubberen zool wordt vervolgens aan de laars bevestigd met een urethaanbasiscement.
De hiel bevestigen
- 7 De hak wordt geconstrueerd door vierkante stapels leer of waterafstotende vezelplaat op elkaar te lijmen. De hoogte en breedte van de hak varieert met het type skate. De hiel wordt op de laars gelijmd en vervolgens worden zes tot tien lange spijkers door de hiel, buitenzool en binnenzool geslagen. Ten slotte wordt de hiel getrimd en gladgemaakt.
Het mes bevestigen
- 8 De zool en hielplaten van het blad zijn uitgelijnd met het zool- en hielgedeelte van de onderkant van de laars. De werknemer "kijkt" naar de plaatsing en zorgt ervoor dat het mes gecentreerd is op de zool. Een gelijke hoeveelheid laarsbodem moet worden blootgesteld aan de teen en hiel. De arbeider schroeft vervolgens het mes op de laars met behulp van een hogesnelheidsboor op een voetpers. Slechts een paar schroeven worden in de kofferbak gestoken; de rest is verpakt met de schaatsen. Hierdoor kan de schaatser het blad indien nodig aanpassen voordat de resterende schroeven worden ingebracht en vastgedraaid. De bladen van schaatsen met rubberen zolen zijn echter permanent bevestigd met klinknagels.
Afwerken en polijsten
- 9 De voltooide schaats wordt met de hand gepolijst en besproeid met een oplossing om hem te laten glanzen. Veters worden door de oogjes geregen. De schaatsen worden vervolgens verpakt voor verzending.
Kwaliteitscontrole
Het productieproces omvat verschillende inspectiepunten. Op elke positie controleert de inspecteur de uitlijning van de verschillende stukken. Naden en oogjes worden gecontroleerd op rechtheid en vlakheid. Structurele en visuele onvolkomenheden zoals losse draadjes en kreukels worden eruit gewied.
De meeste schaatsfabrikanten hebben professionele schaatsers in dienst die betrokken zijn bij het ontwerpen en testen van het product.
Productieproces
- Wat is VMC-bewerking?
- MIG-lassen versus TIG-lassen
- Overwegingen voor Zwitserse machinale bewerking met hoge productie
- Gids voor CNC-prototyping
- Het fabricageproces van de schacht begrijpen
- Wat is RVS-passivering?
- Vier veiligheidsrichtlijnen voor droogijs voor het vervoer van gevoelige vaccins
- EV versus ICE:hoe verschilt het ontwerp van de kabelboom?
- Een betere sensor detecteert ijsvorming, in realtime
- Popsicle-automaat:het zakelijke potentieel
- Verplaats de machine in de werkplaats met doe-het-zelf-machineschaatsen – Basismontage