


CNC-machinegereedschap
Achtergrond
CNC of "computer numeriek bestuurde" machines zijn geavanceerde metaalbewerkingsgereedschappen die gecompliceerde onderdelen kunnen maken die vereist zijn door moderne technologie. Doordat ze snel groeien met de vooruitgang in computers, kunnen CNC's worden gevonden die werkzaamheden uitvoeren als draaibanken, freesmachines, lasersnijders, schurende straalsnijders, ponsmachines, afkantpersen en ander industrieel gereedschap. De term CNC verwijst naar een grote groep van deze machines die computerlogica gebruiken om bewegingen te besturen en de metaalbewerking uit te voeren. In dit artikel worden de meest voorkomende typen besproken:draai- en freesmachines.
Geschiedenis
Hoewel houtbewerkingsdraaibanken al sinds bijbelse tijden in gebruik zijn, werd de eerste praktische metaalbewerkingsdraaibank in 1800 uitgevonden door Henry Maudslay. Het was gewoon een werktuigmachine die het stuk materiaal dat werd bewerkt, of het werkstuk, in een klem of spil hield en het roteerde zodat een snijgereedschap het oppervlak tot de gewenste contour kon bewerken. Het snijgereedschap werd gemanipuleerd door de operator met behulp van krukken en handwielen. De maatnauwkeurigheid werd gecontroleerd door de operator die de schaalverdeling op de handwielen observeerde en het snijgereedschap de juiste hoeveelheid bewoog. Voor elk geproduceerd onderdeel moest de operator de bewegingen in dezelfde volgorde en met dezelfde afmetingen herhalen.
De eerste freesmachine werd op vrijwel dezelfde manier bediend, behalve dat het snijgereedschap in de roterende spil werd geplaatst. Het werkstuk werd op het machinebed of de werktafel gemonteerd en werd onder het snijgereedschap verplaatst, opnieuw door het gebruik van handwielen, om de werkstukcontour te bewerken. Deze vroege freesmachine werd uitgevonden door Eli Whitney in 1818.
De bewegingen die in werktuigmachines worden gebruikt, worden "as" genoemd en worden "X" (meestal van links naar rechts), "Y" (meestal van voren naar achteren) en "Z" (omhoog en omlaag) genoemd. De werktafel kan ook in het horizontale of verticale vlak worden gedraaid, waardoor een vierde bewegingsas ontstaat. Sommige machines hebben een vijfde as, waardoor de spil onder een hoek kan draaien.
Een van de problemen met deze vroege machines was dat de operator de handwielen moest manipuleren om elk onderdeel te maken. Behalve dat het eentonig en fysiek uitputtend werk was, was het vermogen van de operator om identieke onderdelen te maken beperkt. Kleine verschillen in bediening resulteerden in variaties in de asafmetingen, wat op zijn beurt leidde tot slecht passende of onbruikbare onderdelen. Het schrootniveau voor de operaties was hoog, wat een verspilling van grondstoffen en arbeidstijd tot gevolg had. Naarmate de productiehoeveelheden toenam, was het aantal bruikbare onderdelen dat per operator per dag werd geproduceerd niet langer economisch. Wat nodig was, was een middel om de bewegingen van de machine automatisch te laten werken. Vroege pogingen om deze bewerkingen te "automatiseren" maakten gebruik van een reeks nokken die het gereedschap of de werktafel door middel van koppelingen verplaatsten. Terwijl de nok roteerde, volgde een schakel het oppervlak van het nokvlak en bewoog het snijgereedschap of het werkstuk door een reeks bewegingen. Het nokvlak was gevormd om de mate van beweging van de koppeling te regelen, en de snelheid waarmee de nok draaide, regelde de voeding van het gereedschap. Deze vroege machines waren moeilijk correct af te stellen, maar eenmaal ingesteld, boden ze een uitstekende herhaalbaarheid voor hun dag. Sommige zijn tot op de dag van vandaag bewaard gebleven en worden "Zwitserse" machines genoemd, een naam die synoniem staat voor precisiebewerking.
Vroeg ontwerp tot heden
dagoperatie
Het moderne ontwerp van de CNC-machine is eind jaren veertig en begin jaren vijftig ontstaan uit het werk van John T. Parsons. Na de Tweede Wereldoorlog was Parsons betrokken bij de fabricage van rotorbladen voor helikopters, waarvoor nauwkeurige bewerking van complexe vormen nodig was. Parsons ontdekte al snel dat hij met behulp van een vroege IBM-computer veel nauwkeurigere contourgidsen kon maken dan mogelijk was met handmatige berekeningen en lay-outs. Op basis van deze ervaring won hij een contract bij de luchtmacht om een "automatische contoursnijmachine" te ontwikkelen om grote vleugeldelen voor vliegtuigen te produceren. Met behulp van een computerkaartlezer en nauwkeurige servomotorbesturingen was de resulterende machine enorm, gecompliceerd en duur. Het werkte echter automatisch en produceerde stukken met de hoge mate van nauwkeurigheid die de vliegtuigindustrie vereist.
Tegen de jaren zestig waren de prijs en complexiteit van geautomatiseerde machines zo laag dat ze toepassingen in andere industrieën vonden. Deze machines gebruikten gelijkstroom elektrische aandrijfmotoren om de handwielen te manipuleren en de gereedschappen te bedienen. De motoren volgden elektrische instructies van een bandlezer, die een papieren band van ongeveer 2,5 cm breed las die met een selecte reeks gaten was geponst. Door de positie en volgorde van de gaten kon de lezer de nodige elektrische impulsen produceren om de motoren precies op de juiste tijd en snelheid te laten draaien, waardoor de machine in feite net als de menselijke operator werd bediend. De impulsen werden beheerd door een eenvoudige computer die op dat moment geen "geheugen" had. Deze werden vaak "NC" of numeriek bestuurde machines genoemd. Een programmeur produceerde de tape op een typemachine-achtige machine, net als de oude "ponskaarten" die in vroege computers werden gebruikt, die als het "programma" dienden. De grootte van het programma werd bepaald door het aantal meter tape dat moest worden gelezen om een specifiek onderdeel te produceren.
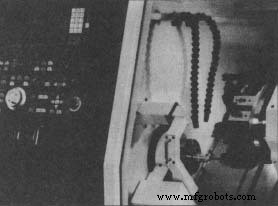 Deze CNC-spanmachine uit de jaren 80 toont de technologische combinatie van werktuigmachine en computer, (Uit de collecties van Henry Ford Museum &Greenfield Village.)
Deze CNC-spanmachine uit de jaren 80 toont de technologische combinatie van werktuigmachine en computer, (Uit de collecties van Henry Ford Museum &Greenfield Village.)
Het verhaal over hoe computers voor het eerst werden gekoppeld aan productiemachines zit vol intriges en controverses. Het laat zien hoe de industrie, universiteiten en het leger in de 20e eeuw met elkaar verweven zijn geweest. Het verhaal illustreert ook hoe moeilijk het is om veel innovaties toe te schrijven aan één persoon of instelling. Uitzoeken wie wat wanneer heeft gedaan en met welke impact is een complexe onderneming.
In 1947 leidde John Parsons een luchtvaartproductiebedrijf in Traverse City, Michigan. Geconfronteerd met de toenemende complexiteit van de vormen van onderdelen en de wiskundige en technische problemen die ze met zich meebrachten, zocht Parsons naar manieren om de technische kosten van zijn bedrijf te verlagen. Hij vroeg de International Business Machine Corp. om hem toe te staan een van hun mainframe-kantoorcomputers te gebruiken om een reeks berekeningen te maken voor een nieuw helikopterblad. Uiteindelijk maakte Parsons een afspraak met Thomas J. Watson, de legendarische president van IBM, waarbij IBM zou samenwerken met de Parsons Corporation om een machine te maken die werd bestuurd door ponskaarten. Al snel had Parsons ook een contract met de luchtmacht om een machine te produceren die werd bestuurd door kaarten of tape (zoals een pianola) die contourvormen zou snijden zoals die in propellers en vleugels. Parsons ging vervolgens naar ingenieurs van het Servomechanism Laboratory van het Massachusetts Institute of Technology voor hulp bij het project. MIT-onderzoekers hadden geëxperimenteerd met verschillende soorten controleprocessen en hadden ervaring met luchtmachtprojecten die teruggingen tot de Tweede Wereldoorlog. Het MIT-laboratorium zag dit op zijn beurt als een kans om hun eigen onderzoek naar controle- en feedbackmechanismen uit te breiden. De succesvolle ontwikkeling van werktuigmachines met computernumerieke besturing werd vervolgens ondernomen door universitaire onderzoekers die wilden voldoen aan de eisen van militaire sponsors.
William S. Pretzer
Met de vooruitgang in geïntegreerde elektronica, werd de tape geëlimineerd, of alleen gebruikt om het programma in magnetisch geheugen te laden. In feite wordt de capaciteit van het geheugen van moderne CNC-machines nog steeds soms aangeduid als "feet of memory".
De moderne CNC-machine werkt door de duizenden stukjes informatie te lezen die zijn opgeslagen in het geheugen van de programmacomputer. Om deze informatie in het geheugen te plaatsen, maakt de programmeur een reeks instructies die de machine kan begrijpen. Het programma kan bestaan uit "code"-commando's, zoals "M03" die de controller instrueert om de spil naar een nieuwe positie te verplaatsen, of "G99", die de controller instrueert om een hulpinvoer van een proces in de machine te lezen. Code-opdrachten zijn de meest gebruikelijke manier om een CNC-bewerkingsmachine te programmeren. De vooruitgang in computers heeft de fabrikant van gereedschapsmachines echter in staat gesteld om 'conversational programming' aan te bieden, waarbij de instructies meer op gewone woorden lijken. Bij conversatieprogrammering wordt het "M03"-commando gewoon ingevoerd als "MOVE" en het "G99"-commando is gewoon "READ". Dit type programmering maakt een snellere training mogelijk en minder onthouden van de codebetekenissen door de programmeurs. Het is echter belangrijk op te merken dat de meeste conversatiemachines nog steeds codeprogramma's lezen, aangezien de industrie behoorlijk afhankelijk is van die vorm van programmeren.
De controller biedt ook hulp aan de programmeur om het gebruik van de machine te versnellen. In sommige machines kan de programmeur bijvoorbeeld eenvoudig de locatie, diameter en diepte van een kenmerk typen en de computer zal de beste bewerkingsmethode selecteren om het kenmerk in het werkstuk te produceren. De nieuwste apparatuur kan een door de computer gegenereerd technisch model hebben; bereken de juiste gereedschapssnelheden, voedingen en paden; en het onderdeel produceren zonder dat er ooit een tekening of programma is gemaakt.
Modern design en ruwe
materialen
De mechanische onderdelen van de machine moeten stijf en sterk zijn om de snel bewegende delen te ondersteunen. De spindel is meestal het sterkste onderdeel en wordt ondersteund door grote lagers. Of de spil nu het werkstuk of het gereedschap vasthoudt, een automatische klemfunctie zorgt ervoor dat de spil snel kan spannen en losmaken tijdens de programma-afloop.
 Gietijzer of Meehanite was vroeger het materiaal bij uitstek voor metaalbewerkingsmachines. Tegenwoordig maken de meeste machines royaal gebruik van lasnaden van warmgewalst staal en gesmeed producten zoals roestvrij staal om de kosten te verlagen en de fabricage van meer ingewikkelde frameontwerpen mogelijk te maken.
Gietijzer of Meehanite was vroeger het materiaal bij uitstek voor metaalbewerkingsmachines. Tegenwoordig maken de meeste machines royaal gebruik van lasnaden van warmgewalst staal en gesmeed producten zoals roestvrij staal om de kosten te verlagen en de fabricage van meer ingewikkelde frameontwerpen mogelijk te maken.
Aan de zijkant van de machine is een magazijn met verschillende gereedschappen bevestigd. Een overdrachtsarm, ook wel de werkbalk genoemd, verwijdert een gereedschap uit de machine, plaatst het in het magazijn, selecteert een ander gereedschap uit het magazijn en brengt het terug naar de machine via instructies in het programma. De typische cyclustijd die nodig is voor deze procedure is twee tot acht seconden. Sommige machines kunnen tot 400 gereedschappen bevatten in grote "kasten", die elk automatisch in volgorde worden geladen terwijl het programma wordt uitgevoerd.
Het bed of de werktafel van de machine wordt ondersteund op gehard stalen "banen" die meestal worden beschermd door flexibele afschermingen.
Gietijzer of Meehanite was vroeger het materiaal bij uitstek voor metaalbewerkingsmachines. Tegenwoordig maken de meeste machines royaal gebruik van lasnaden van warmgewalst staal en gesmeed 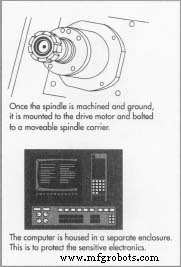 De mechanische componenten van de machine moeten stijf en sterk zijn om de snel bewegende delen te ondersteunen. De spindel is meestal het sterkste onderdeel en wordt ondersteund door grote lagers. Of de spil nu het werkstuk of het gereedschap vasthoudt, een automatische klemfunctie zorgt ervoor dat de spil snel kan spannen en losmaken tijdens de programma-uitvoering. producten zoals roestvrij staal om de kosten te verlagen en de fabricage van meer ingewikkelde frameontwerpen mogelijk te maken.
De mechanische componenten van de machine moeten stijf en sterk zijn om de snel bewegende delen te ondersteunen. De spindel is meestal het sterkste onderdeel en wordt ondersteund door grote lagers. Of de spil nu het werkstuk of het gereedschap vasthoudt, een automatische klemfunctie zorgt ervoor dat de spil snel kan spannen en losmaken tijdens de programma-uitvoering. producten zoals roestvrij staal om de kosten te verlagen en de fabricage van meer ingewikkelde frameontwerpen mogelijk te maken.
Sommige machines zijn ontworpen als cellen, wat betekent dat ze een specifieke groep onderdelen hebben waarvoor ze zijn ontworpen. Celmachines hebben grote gereedschapsmagazijnen om voldoende gereedschappen te dragen om alle verschillende bewerkingen op elk van de verschillende onderdelen uit te voeren, grote werktafels of de mogelijkheid om werktafels te veranderen, en speciale voorzieningen in de controller voor gegevensinvoer van andere CNC-machines. Hierdoor kan de CNC-machine worden geassembleerd met andere vergelijkbaar uitgeruste machines tot een Flexible Machining Cell, die meer dan één onderdeel tegelijk kan produceren. Een groep cellen, sommige met 20 of 30 machines, wordt een flexibel bewerkingssysteem genoemd. Deze systemen kunnen met weinig menselijke tussenkomst letterlijk honderden verschillende onderdelen tegelijk produceren. Sommige zijn ontworpen om dag en nacht zonder toezicht te werken in wat wordt aangeduid als "lights out" -productie.
Het fabricageproces
Tot voor kort werden de meeste bewerkingscentra op klantspecificatie gebouwd door de werktuigmachinebouwer. Dankzij gestandaardiseerd gereedschapsontwerp kunnen machines nu worden gebouwd voor voorraad of latere verkoop, aangezien de nieuwe ontwerpen alle benodigde bewerkingen van de meeste gebruikers kunnen uitvoeren. De kosten van een nieuwe CNC-machine lopen van ongeveer $ 50.000 voor een verticaal centrum tot $ 5 miljoen voor een flexibel bewerkingssysteem voor motorblokken. Het eigenlijke fabricageproces verloopt als volgt.
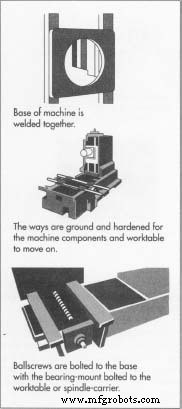
De basis lassen
- 1 De basis van de machine is gegoten of aan elkaar gelast. Het wordt vervolgens met warmte behandeld om giet- of lasspanningen te verwijderen en het metaal te "normaliseren" voor machinale bewerking. De basis is vastgezet in een groot bewerkingscentrum en de montagegebieden voor de manieren zijn machinaal bewerkt volgens specificatie.
- 2 De wegen zijn vlak geslepen, vastgeschroefd en vastgemaakt aan de basis.
De bollscrews vastschroeven
- 3 De mechanismen die het bed of de spindel bewegen, worden kogelomloopspindels genoemd. Deze zetten de draaibeweging van de aandrijfmotoren om in lineaire beweging en bestaan uit een schroefas en steunlagers. Terwijl de as draait, volgt een lagermontage de spiraalvormige groeven in de as en produceert een zeer nauwkeurige lineaire beweging die ofwel de werktafel onder de spil of de spildrager zelf beweegt. Deze kogelomloopspindels zijn vastgeschroefd aan de basis met de lagerbevestiging vastgeschroefd aan de werktafel of spindeldrager.
De spindel monteren
- 4 De spindel wordt machinaal bewerkt en geslepen, gemonteerd op de aandrijfmotor en vervolgens vastgeschroefd aan de beweegbare spindeldrager. Elke bewegingsas heeft in de meeste bewerkingscentra een aparte kogelomloopspindel en een reeks wegen.
De regelaar
- 5 De computer, of controller, is een elektronisch geheel dat losstaat van de rest van de machine. Het heeft een klimaatgestuurde behuizing die aan de zijkant van het frame of in een bedieningsconsole is gemonteerd. Het bevat al het werkgeheugen, computerkaarten, voedingen en andere elektronische schakelingen om de machine te bedienen. Geassorteerde bedrading verbindt de controller met de machinemotoren en positionele sleden. De
 dia's sturen continu de aslocatie-informatie naar de controller, dus de exacte positie van de werktafel in relatie tot de spil is altijd bekend. De voorkant van de controller heeft een videoscherm dat de programma-informatie, positie, snelheden en feeds en andere gegevens weergeeft die de machinist nodig heeft om de prestaties van de machine te controleren. Op het voorpaneel bevinden zich ook de gegevensinvoertoetsen, gegevensverbindingspoorten en start-stopschakelaars.
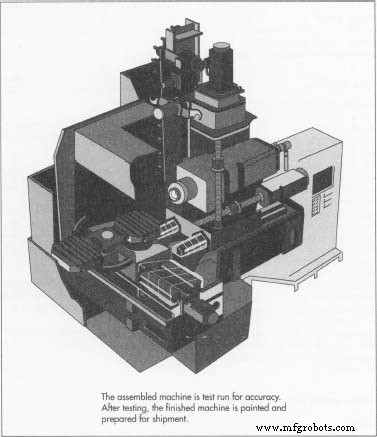
dia's sturen continu de aslocatie-informatie naar de controller, dus de exacte positie van de werktafel in relatie tot de spil is altijd bekend. De voorkant van de controller heeft een videoscherm dat de programma-informatie, positie, snelheden en feeds en andere gegevens weergeeft die de machinist nodig heeft om de prestaties van de machine te controleren. Op het voorpaneel bevinden zich ook de gegevensinvoertoetsen, gegevensverbindingspoorten en start-stopschakelaars. - 6 De geassembleerde machine wordt getest op nauwkeurigheid. Elke machine heeft kleine fysieke verschillen die wiskundig worden gecorrigeerd in het besturingssysteem van de computer. Deze correctiewaarden worden in een apart geheugen opgeslagen en de machine controleert deze continu. Aangezien het bewerkingscentrum door gebruik slijt, kunnen deze parameters opnieuw worden gekalibreerd om nauwkeurigheid te garanderen. Na het testen wordt de afgewerkte machine geverfd en klaargemaakt voor verzending.
Kwaliteitscontrole
Kwaliteit in een bewerkingscentrum moet worden ingebouwd vanaf het ontwerp tot en met de levering en instelling. Zorgvuldige instructie aan de operators is ook belangrijk om een crash, de onbedoelde botsing van het werk met het gereedschap, te voorkomen. Crashes kunnen leiden tot beschadiging van het gereedschap of machinestoringen. Veel controllers hebben subprogramma's om een dreigende crash te detecteren en de machine in een noodstop te zetten. Alle CNC's worden verzonden met een speciale behandeling om schokken te voorkomen en worden zorgvuldig ingesteld door in de fabriek opgeleide technici. De oorspronkelijke correctiefactoren worden vastgelegd voor latere referentie. Volledige programmeer-, bedienings- en onderhoudshandleidingen worden meegeleverd.
De Toekomst
De toekomst van CNC-machines explodeert. Een idee dat in ontwikkeling is, is een spinachtige machine waarvan de spil is opgehangen aan zes telescopische kogelomloopstutten. De stutten zijn als de wegen in een conventionele machine, maar ze zijn rond met de kogelomloopspil in het midden. De bewegingen van de spil worden gecontroleerd door een geavanceerde computer die miljoenen berekeningen uitvoert om de juiste onderdeelcontour te verzekeren. Deze machine kost enkele miljoenen dollars om te ontwikkelen en gebruik te maken van gepatenteerde wiskunde op hoog niveau, en belooft ongekende bewerkingen uit te voeren in metaalbewerking. Vooruitgang in computers en kunstmatige intelligentie zullen de CNC-machines van de toekomst sneller en gemakkelijker te bedienen maken. Dit zal niet goedkoop zijn, en de prijs van geavanceerde CNC-machines zal buiten het bereik van veel bedrijven liggen. Het zal echter de prijzen verlagen van de basis-CNC-machines die de oorspronkelijke drie-assige bewegingen uitvoeren.
Productieproces
- tomie van een CNC-machine
- Hoofdpijn in gereedschapsruimte
- Hoe kiest u CNC-bewerkingsmachines?
- Wat is CNC?
- Geschiedenis van CNC-machines
- De stem van de klant op CNC-machine
- Een snelle vergelijking van CNC-bewerkingsmachines
- 18 Hoofdstuk 8:CNC
- Nauwkeurigheid en positionering van CNC-bewerkingsmachines maximaliseren
- Inleiding tot CNC Miller Machine:
- 3 methoden voor het construeren van 5-assige CNC-tool