


Badkuip
Achtergrond
Hoewel mensen al sinds de prehistorie baden, hadden baden veel vaker een religieuze, sociale of plezierige functie dan een hygiënische. De Grieken hadden al in 1700
Na de val van het Romeinse rijk nam het baden in Europa af in populariteit, hoewel het als onderdeel van de monastieke routine en in moslimlanden overleefde. Het islamitische openbare badhuis omvatte een kleedkamer, een koud bad en een warm bad, gegroepeerd rond een koepelvormige, centrale stoomkamer. In de 11e en 12e eeuw wonnen openbare baden weer aan populariteit in Europa.
In privéwoningen werd baden gedaan in houten badkuipen die in slaapkamers waren opgesteld, maar sommige kastelen en paleizen hadden permanente badkamers. In feite liet Henry M van Engeland warm en koud stromend water installeren in het badhuis van zijn paleis in Westminster.
In de 18e eeuw werd het in de mode om een seizoen door te brengen in een drinkplaats (zoals Bath in Engeland), maar alleen 19e-eeuws onderzoek naar hygiëne maakte van baden een deugd. Het baden vond plaats in primitieve en meestal draagbare koude baden op scholen en instellingen. Hoewel er halverwege de 19e eeuw permanente kuipen in slaapkamers werden geïnstalleerd, was er geen sanitair en moesten kuipen met de hand worden geleegd. Pas na de Eerste Wereldoorlog zorgde de productie van sanitair en badkuipen ervoor dat het bad met stromend water een permanente installatie in huis werd.
Badkuipen maken nu deel uit van de sanitairindustrie, die in 1994 in de VS in totaal ongeveer $ 5,7 miljard bedroeg. Deze markt is ongeveer gelijk verdeeld tussen armaturen en fittingen. Meer dan drie miljoen badkuipen, waaronder bubbelbaden en bubbelbaden, worden per jaar verscheept. Sanitair armaturen worden ingedeeld in drie industrieën op basis van de materialen waaruit ze zijn gemaakt:glasachtig, metaal en plastic. In de afgelopen jaren hebben de veranderende smaak van de consument andere materialen verdrongen ten gunste van kunststoffen voor badkuipen, bubbelbaden en wastafels. Tweeënzestig procent van de badkuipen, 92% van de bubbelbaden en 28% van de toiletten zijn gemaakt van plastic. Naast kunststof is het standaardmateriaal voor badkuipen geëmailleerd gietijzer ijzer of staal. Badkuipen moeten worden vervaardigd volgens de normen die zijn vastgesteld door het American National Standards Institute.
Het fabricageproces
:geëmailleerde
badkuipen
Grondstoffen
De metalen basis voor badkuipen is gemaakt van grijs gietijzer (met koolstof, silicium, mangaan, fosfor en zwavel), titaniumstaal, koolstofvrij staal of gedeeltelijk ontkoold staal. Deze composities zijn speciaal ontworpen voor emailleren. Het email is gemaakt van een frit of glas dat bestaat uit een verscheidenheid aan grondstoffen, zowel gefabriceerde chemicaliën als natuurlijke mineralen. Deze omvatten klei, veldspaat, barium 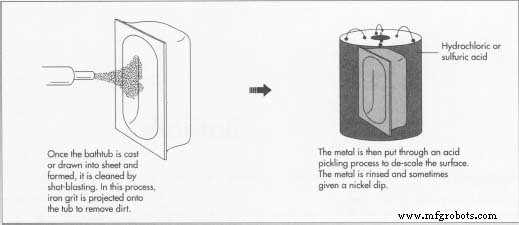 De metalen basis voor badkuipen is gemaakt van grijs gietijzer, titaniumstaal, koolstofvrij staal of gedeeltelijk ontkoold staal . Deze composities zijn speciaal ontworpen voor emailleren. carbonaat, boorzuur, kalksteen, vloeispaat, zand en andere oxiden.
De metalen basis voor badkuipen is gemaakt van grijs gietijzer, titaniumstaal, koolstofvrij staal of gedeeltelijk ontkoold staal . Deze composities zijn speciaal ontworpen voor emailleren. carbonaat, boorzuur, kalksteen, vloeispaat, zand en andere oxiden.
Het metaal voorbereiden
- 1 Het metaal wordt ofwel in mallen gegoten (grijs gietijzer) of tot plaat getrokken en gevormd (staal). Voor het emailleren moet het dan worden schoongemaakt. Het reinigen van gietstukken wordt uitgevoerd door het oppervlak te stralen met gekoeld ijzergrit, soms na voorgloeien (verhitting op 1350-1500°F [730-820°C]). Het gruis, of "shot", wordt door spuitmonden geprojecteerd met behulp van perslucht of tegen het oppervlak geslingerd door middelpuntvliedende kracht met behulp van een speciale machine. Een combinatie van beide methoden kan worden gebruikt. Dit stralen verwijdert eventueel vuil of zanddeeltjes uit de mal van het metalen oppervlak.
Plaatwerk moet een complexer reinigingsproces ondergaan. Na het gloeien wordt het oppervlak eerst door middel van kogelstralen gereinigd om spanningen te verminderen en eventuele vetafzettingen te verwijderen. Ontvetten gebeurt met chemische reinigingsmiddelen, eerst met een organisch oplosmiddel, gevolgd door een hete alkalische oplossing. Het organische oplosmiddel verwijdert het meeste vet en olie van het metalen oppervlak. De alkalische oplossing verwijdert de resterende oliefilm en laat een oppervlak achter dat klaar is voor zuurbeitsen.
Bij zuurbeitsen wordt gebruik gemaakt van zout- of zwavelzuur of een combinatie van deze zuren. Dit proces ontkalkt het oppervlak, wat helpt bij het vormen van een sterke binding tussen het ijzer en het grondlakglazuur. Het beitsen wordt gevolgd door spoelen onder stromend water. De volgende stap is soms een nikkeldip, waarbij een oplossing van nikkelsulfaat en boorzuur wordt gebruikt om het metaal te coaten met een laag nikkel. Deze laag zorgt ook voor een goede hechting met het glazuur. De nikkeldompeling wordt gevolgd door een grondige spoeling van het serviesgoed en een volgende onderdompeling in een neutraliserende oplossing. Deze oplossing bestaat uit natriumcarbonaat en borax in water en verwijdert alle sporen van zuur en voorkomt roest. Na het neutraliseren wordt het metaal zo snel mogelijk gedroogd om roesten te voorkomen.
Het glazuur voorbereiden
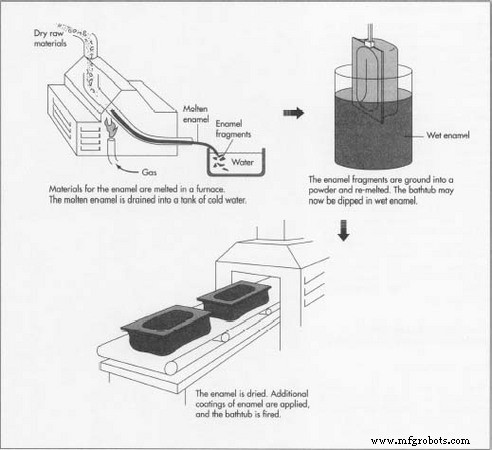
- 2 Nadat de grondstoffen zorgvuldig zijn gewogen en in precieze hoeveelheden met elkaar zijn gemengd, wordt de emailfrit bereid door de batch te smelten in ovens van het roterende of continue type, gevoed door olie of gas. Wanneer het smelten is voltooid, wordt het gesmolten email in een dunne stroom uit de oven geleid in een tank met koud water, dat kleine fragmenten produceert. Voor continue ovens wordt de gesmolten frit tussen watergekoelde rollen geleid, waardoor de frit wordt gekoeld. De frit wordt vervolgens gedroogd en in zakken bewaard. Voordat het glazuur wordt aangebracht, moet het met een kogelmolen tot poeder worden vermalen, met blokken glazuur als maalmiddel. Indien nat aangebracht, wordt het glazuur gemalen met toevoegingen van klei en water om een slip of slurry te maken.
Het emailleerproces
- 3 Droog glazuur wordt afgestoft op het metalen oppervlak, dat eerder is verwarmd tot een temperatuur boven het smeltpunt van het glazuur. Het poeder smelt bij contact met het hete artikel en vormt een continue coating. Door in een oven te bakken ontstaat een glad, porseleinachtig oppervlak.
Nat email wordt aangebracht door een dompelproces met behulp van een grote open tank. Na het onderdompelen laat men het gecoate deel uitlekken, waardoor een dunne uniforme coating ontstaat. De dompeltank maakt gebruik van een herberekeningssysteem om het email te recyclen. Het natte glazuur kan ook met automatische spuitapparatuur worden aangebracht.
Na het emailleren worden de gecoate onderdelen gedroogd met behulp van kast- of transportdrogers die worden verwarmd door gasbranders, stoom of restwarmte van de emailleerovens of infraroodlampen. Het bakken vindt plaats in ovens die worden verwarmd door metalen verwarmingselementen. Gewoonlijk worden twee lagen email aangebracht, een grondlaag gevolgd door een deklaag. De deklaag duurt langer om te vuren.
Het fabricageproces
:kunststof badkuipen
Grondstoffen
Kunststof badkuipen zijn gemaakt van een aantal verschillende polymeermaterialen, waaronder ABS (acrylonitril-butadieen-styreen), acrylharsen of glasvezelversterkt polyester. Het type glas-polyester domineert de markt voor badkuipen. Speciale additieven kunnen in het polymeermateriaal worden verwerkt om de brandwerendheid te verbeteren. Om een gecultiveerd-marmer uiterlijk te geven, kunnen ook marmersnippers of stof worden toegevoegd.
 Deze badkuip uit de jaren 1920 kan worden opgevouwen om ruimte te besparen en wordt geleverd met een eigen warmwaterboiler. (Uit de collecties van Henry Ford Museum &Greenfield Villege.)
Deze badkuip uit de jaren 1920 kan worden opgevouwen om ruimte te besparen en wordt geleverd met een eigen warmwaterboiler. (Uit de collecties van Henry Ford Museum &Greenfield Villege.)
De badkamer is meestal niet de plek waar je aan denkt om de principes van mechanisatie te illustreren. Toch illustreert de transformatie van badfaciliteiten treffend de obsessie van de westerse samenleving met efficiëntie en mechanisatie. Baden in het oude Griekenland en vooral in het Romeinse rijk waren veel uitgebreider en technisch verfijnder - en bijna privé - dan de eenvoudige 'bijgebouwen' van de 20e-eeuwse rura! Amerika. De duidelijke aandacht die wordt besteed aan het ontwerp, de constructie en het onderhoud van bashing-faciliteiten geeft aan hoe integraal de activiteiten van het bad al eeuwenlang zijn voor de culturele identiteit.
In In het 19e-eeuwse Amerika was baden niet alledaags. In de jaren 1880 hadden waarschijnlijk vijf op de zes stadsbewoners geen goede badfaciliteiten, alleen het gebruik van een emmer en een spons. Tijdens de laatste helft van de eeuw zijn er tal van inspanningen geleverd om de gemeenschappelijke badfaciliteiten aan te moedigen. Hervormers pleitten ook voor het gebruik van douches in particuliere woningen! als openbare voorzieningen met slechts een bescheiden succes. In wezen overwogen Amerikanen niet om te baden! dat wat nodig is voor de algemene gezondheid, en ook niet met de meer complete mentale en fysieke therapiesessies (hetelucht- of stoombaden, massage, gymnastiek) die in andere culturen gebruikelijk zijn. Voor Amerikanen uit de hogere klasse kan een bezoek aan een spa één keer per jaar plaatsvinden, maar zeker niet één keer per week.
Het bad werd tot ver in de 20e eeuw als een luxe beschouwd. De reai-toename van het uiterlijk van badkuipen kwam pas in de jaren 1920, met de uitbreiding van centrale watersystemen. In navolging van de vorm van hotei-gebouwen die in de $ 1380 werden ontwikkeld, werden huizen, huurkazernes en appartementen steeds vaker gebouwd met aparte kamers die aan het bad waren gewijd. De productie van geëmailleerde sanitaire badarmaturen (toiletten, wastafels en badkuipen) twijfelde tussen 1921 en 1923. De relatief gestandaardiseerde, in massa geproduceerde badkuip, bedoeld voor privégebruik, kreeg al snel de overhand.
William S. Pretzer
De uitgangsmaterialen voor de meeste kunststoffen zijn petrochemicaliën - chemicaliën gemaakt van aardolie en aardgas. Deze chemicaliën worden gemengd met andere speciale chemicaliën (stabilisatoren, vulstoffen, kleurstoffen of pigmenten en weekmakers) in stalen tanks en vervolgens verwarmd om een chemische reactie te veroorzaken die het mengsel omzet in de gewenste polymeersamenstelling. Het resulterende polymeermateriaal wordt gekoeld en gedroogd om een poeder, korrels of korrels te vormen, afhankelijk van het specifieke proces en materiaal.
Kunststoffen vallen in twee groepen:thermoplast en thermohardend. Thermoplasten worden zacht of smelten bij verhitting en omvatten vinyl- en styreenpolymeren. Thermohardende kunststoffen, hoewel ze kneedbaar zijn wanneer ze worden geproduceerd als eenvoudige polymeren, worden door hitte en druk, soms met behulp van een verharder, omgezet in een verknoopte onsmeltbare vorm. Kunststoffen die in deze categorie vallen, zijn onder meer epoxyharsen en polyesters.
Vormingsprocessen
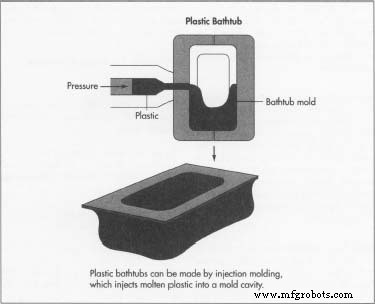
Er worden een aantal processen gebruikt om kunststoffen in vormen te vormen, waaronder kalanderen (knijpen tussen rollen om films te vormen), gieten, persvormen en spuitgieten (smelten en forceren in een gekoelde mal).
Bij spuitgieten wordt over het algemeen een heen en weer gaande schroefmachine gebruikt, die het plastic smelt, de smelt onder druk zet om het in een gesloten mal te injecteren, de mal sluit zodat het plastic kan stollen en de mal opent om verwijdering van het onderdeel mogelijk te maken. Injectie vindt plaats als de schroef hydraulisch naar voren in het vat wordt gedrukt. Tijdens de afkoel- en stollingsperiode begint de schroef te draaien en smelt nieuw materiaal voor het volgende onderdeel.
Compressiegieten wordt gebruikt om zowel kunststof als vezelversterkte badkuipen te maken. Voor versterkte badkuipen wordt een mengsel van vezels, polyesterhars en pigmenten, vulstoffen en andere additieven met elkaar gemengd en tot een plaat gevormd. Hierbij wordt met een speciale machine een bepaalde hoeveelheid harsvulpasta op een kunststof dragerfolie geplaatst. De dragerfilm wordt onder een hakselaar geleid, die glasroving in korte stukken snijdt. Nadat het glas op het harsbed is gevallen, wordt er nog een dragerfilm met een andere laag pasta bovenop toegevoegd, waarbij het glas tussen de twee lagen wordt geklemd. Deze sandwichstructuur wordt door een reeks verdichtingsrollen gevoerd om de vezels en de hars grondig te mengen.
Nadat het materiaal - een plaatvormmassa genoemd - dikker is geworden, wordt de dragerfilm verwijderd en wordt het plaatmateriaal in ladingen gesneden, die in bijpassende metalen matrijsvormen van machinaal bewerkt staal worden geplaatst. Er wordt hoge druk uitgeoefend, die het materiaal verwarmt zodat het naar alle delen van de mal stroomt. Warmte van de mal activeert de katalysator, waardoor uitharding wordt bereikt. Eenmaal uitgehard, wordt het onderdeel vervolgens uit de mal verwijderd.
Er worden twee processen gebruikt die hand lay-up en spray lay-up worden genoemd om glasvezel . te maken badkuipen. Handlay-up is een methode waarbij opeenvolgende lagen wapeningsmateriaal of met hars geïmpregneerde wapening met de hand in een mal worden geplaatst. Uitharding vindt plaats bij kamertemperatuur zonder toegepaste druk. Er wordt speciaal gereedschap gebruikt om luchtbellen te verwijderen en ervoor te zorgen dat de vezel volledig nat wordt, als het polymeer afzonderlijk wordt toegevoegd. Het spray-lay-up-proces is sneller dan handmatig lay-up en omvat het voeren van een stroom gehakte vezels in een spray van vloeibaar plastic in een vormholte. De richting van de vezels is willekeurig en het proces is meestal geautomatiseerd. Nadat de lay-up is voltooid, moet het plastic binnen een redelijke tijd bij kamertemperatuur stollen of uitharden, wat gebeurt via chemische reacties.
De Toekomst
Aangezien nieuwbouw van woningen de belangrijkste bron van vraag naar sanitairproducten is, zijn de timing en omvang van de heropleving van de bouwactiviteit en de algemene economie cruciale factoren bij het bepalen van de richting van de verzending van badkuipen. Het afgelopen decennium is het aandeel nieuwe eengezinswoningen met 2,5 of meer badkamers verdubbeld tot ongeveer 44%. Dit heeft duidelijk de vraag naar badkuipen doen toenemen, die zou moeten voortduren zolang de economie in het algemeen en de bouwactiviteit verbeteren.
Ook het baddesign maakt een evolutie door. Met de goedkeuring van de American Disabilities Acts worden badkuipen die geschikt zijn voor gehandicapten gepatenteerd, en deze trend zou zich moeten voortzetten. Door gebruik te maken van de vormmogelijkheden van plastic, ontwerpen fabrikanten ook een bad en douche uit één stuk. Veiligheid is een andere belangrijke ontwerpfactor en er zijn geprefabriceerde antislip oppervlaktecoatings ontwikkeld.
Andere ontwerpverbeteringen op het gebied van lekpreventie zullen worden voortgezet. Dergelijke ontwerpen omvatten het aanbrengen van een vochtbarrière-eenheid tussen de badkuip en de ondervloer, of het ontwerpen van de badkuip zodat de wand en de bodem een integraal onderdeel van de badkuip vormen. Bij deze laatste benadering worden alle contactlijnen tussen de badkuip en de omliggende aangrenzende oppervlakken verplaatst, zodat ze worden afgedekt en beschermd tegen het binnendringen van water.
Productieproces