


Prikkeldraad
Achtergrond
Prikkeldraad is een afrasteringsmateriaal dat bestaat uit een metalen kabel met op regelmatige afstand van elkaar gelegen scherpe uitsteeksels. De kabel bestaat meestal uit twee draden die om elkaar heen zijn gedraaid om sterkte toe te voegen en om de kabel te laten uitzetten en krimpen bij temperatuurveranderingen zonder te breken. De scherpe punten, weerhaken genaamd, bestaan meestal uit korte stukjes draad die rond een of beide kabeldraden zijn gedraaid.
Sinds de vroegste dagen van de landbouw, 10.000 jaar geleden, zijn er verschillende soorten hekken gebruikt. Omheiningen zijn gemaakt van hout, aarde, steen en levende planten (hagen in Europa en cactussen in Latijns-Amerika). Metaal werd niet gebruikt voor afrasteringen totdat staaldraad beschikbaar kwam in de 19e eeuw.
Korte stukken draad werden minstens 5000 jaar geleden voor het eerst gemaakt door buigzame metalen zoals goud te hameren. Tegen het jaar 1000 werden langere stukken draad gemaakt door staven van zacht metaal te trekken, zoals legeringen van lood en tin, door een matrijs van harder metaal, zoals ijzer. In de moderne tijd, tot het midden van de 19e eeuw, werd het meeste draad gemaakt van smeedijzer. Tegen 1870 maakten verbeteringen in de staalproductie het voor het eerst mogelijk om grote hoeveelheden staaldraad te produceren.
Staaldraad werd voor het eerst gebruikt voor afrasteringen tijdens de vestiging van het Amerikaanse Westen in gebieden waar hout schaars was. Vroege draadomheiningen bestonden uit enkele strengen die gemakkelijk konden worden gebroken bij koud weer of door ronddwalend vee. In 1860 patenteerde de Fransman Leonce Eugene Grassin-Baledans het gebruik van gedraaide draden van plaatstaal met uitstekende punten als een 'hekbeschermer'. Een soortgelijke methode werd in 1867 in de Verenigde Staten gepatenteerd door Alphonso Dabb. Datzelfde jaar ontvingen Lucien Smith en William Hunt patenten voor enkelstrengs draad met weerhaken. In 1868 vond Michael Kelly het eerste dubbelstrengs prikkeldraad uit, maar het eerste commercieel succesvolle prikkeldraad werd in 1874 gepatenteerd door Joseph Farwell Glidden uit DeKalb, Illinois. Soortgelijke patenten werden datzelfde jaar ingediend door Jacob Haish en Leonard Ellwood, beiden ook van De Kalb. Na twintig jaar juridische strijd besliste het Hooggerechtshof van de Verenigde Staten in het voordeel van Glidden, en hij wordt vaak gezien als de 'uitvinder' van prikkeldraad.
Het gebruik van prikkeldraad nam enorm toe in de jaren 1870 en 1880, met enkele ongelukkige bijwerkingen. In de strenge winters van 1885-1886 en 1886-1887 vroren duizenden runderen dood toen ze niet in staat waren door prikkeldraad "drijfhekken" te breken die bedoeld waren om te voorkomen dat ze te ver naar het zuiden afdwaalden. Conflicten tussen boeren die niet-omheinde weiden wilden en boeren die omheinde akkers wilden, escaleerden in hekken, landroof en gewelddadige oorlogen. Uiteindelijk zakte het conflict toen duidelijk werd dat prikkeldraad noodzakelijk werd naarmate mensen en vee in aantal toenamen.
Prikkeldraad werd tijdens de Boerenoorlog aangepast voor militair gebruik en tijdens de Eerste Wereldoorlog in enorme hoeveelheden gebruikt. Hoewel prikkeldraad vaak wordt gebruikt voor veiligheid, neemt de landbouw nog steeds 90% van het gebruik voor zijn rekening. Veel mensen verzamelen antiek prikkeldraad, en sommige zeldzame exemplaren worden voor honderden dollars verkocht. Honderden verzamelaars wonen het jaarlijkse Prikkeldraadfestival bij in La Crosse, Kansas, de thuisbasis van het Prikkeldraadmuseum.
Grondstoffen
Prikkeldraad is meestal gemaakt van staal, een legering van ijzer en een kleine hoeveelheid koolstof. De grondstoffen die nodig zijn voor de productie van staal zijn ijzererts, cokes (een koolstofrijke stof die wordt geproduceerd door steenkool in afwezigheid van lucht tot hoge temperatuur te verhitten) en kalksteen. Om roesten te voorkomen, wordt de staaldraad meestal gecoat met zink. Soms is het staal bedekt met aluminium en soms is het prikkeldraad zelf van aluminium.
Het fabricageproces
Stalen blokken maken
- 1 IJzererts, cokes en kalksteen worden in een hoogoven verwarmd door hete perslucht. De cokes produceert warmte (om het ijzererts te smelten) en koolmonoxide (dat reageert met ijzeroxiden in het erts om ijzer vrij te maken). De kalksteen reageert met onzuiverheden in het ijzererts zoals zwavel om slak te vormen, die wordt verwijderd. Het eindproduct van de hoogoven is ruwijzer, dat minimaal 90% ijzer, 3-5% koolstof en verschillende onzuiverheden bevat.
- 2 Om ruwijzer in staal om te zetten, moeten de onzuiverheden en de meeste koolstof worden verwijderd. (IJzer zonder koolstof is veel zwakker dan staal, maar ijzer met te veel koolstof is bros.) Er bestaan verschillende methoden om ruwijzer te zuiveren, waarvan het basiszuurstofstaal (BOS)-proces de meest gebruikelijke is. Bij deze methode wordt zuurstof onder hoge druk in gesmolten ruwijzer gestraald. Koolstof komt vrij als koolmonoxide en de onzuiverheden komen vrij als slakken. Het resterende gesmolten staal wordt in mallen gegoten en afgekoeld tot blokken die elk duizenden ponden wegen.
 Een reclameblad van ongeveer 1800 geeft aan dat 100.000 mijl aan prikkeldraadafrastering het jaar ervoor is geïnstalleerd, (uit de collecties van Henry Ford Museum &Greenfield Village.)
Een reclameblad van ongeveer 1800 geeft aan dat 100.000 mijl aan prikkeldraadafrastering het jaar ervoor is geïnstalleerd, (uit de collecties van Henry Ford Museum &Greenfield Village.)
Schijnbaar eenvoudige uitvinding, het prikkeldraad heeft een interessante geschiedenis gehad. Vóór de introductie vertrouwden vroege Amerikaanse boeren op Europese tradities om een geschikte omheining te creëren voor verschillende soorten landbouw. Ze hadden gemeenschappelijke velden geprobeerd zonder bijlagen, "d&ad" omheiningen van steen of hout, "levende" omheiningen van haagplanten, of eenvoudige draadomheiningen. Uiteindelijk werden ze vervangen door prikkeldraad, dat betaalbaar was, relatief eenvoudig te installeren en te onderhouden, schaarse lokale hulpbronnen zoals hout niet monopoliseerde en zeer effectief bleek bij het beheersen van vee.
Prikkeldraad was een directe aanleiding en centraal wapen in de beruchte "rouge wars" tussen veehouders en boeren. Prikkeldraad was ook het middelpunt van controverse toen verschillende uitvinders en fabrikanten streden om octrooirechten en licenties en uiteindelijk de Prikkeldraadfabrikanten vormden om prijzen vast te stellen. Boeren beschuldigden fabrikanten van prijsafspraken en monopolistische praktijken, en ze sloegen de handen ineen tegen de fabrikanten.
Prikkeldraadfabrieken brachten ook industrie naar het Amerikaanse platteland. DeKalb, Illinois, was een slaperig boerengehucht zestig mijl ten westen van Chicago totdat lokale uitvinders-ondernemers zoals Joseph Glidden en Jacob Haish in de jaren 1870 sterk betrokken raakten bij de productie van prikkeldraad. Fabrieken met nieuwe soorten industriële banen veranderden de economische basis en demografie van de stad , terwijl de uitgebreide spoorwegfaciliteiten het veel dichter bij Chicago brachten. De toevoeging van een normale school en een lerarenopleiding in de jaren 1890 bevestigde de transformatie en DeKalb, ook bekend als "Barb City," begon de 20e eeuw een virtuele buitenpost van de grote metropool.
William S. Pretzer
Knuppels maken
- 3 Een knuppel is een stalen staaf met een vierkante doorsnede waarvan de afmetingen gewoonlijk kleiner zijn dan ongeveer 15 cm bij 15 cm. (Als de afmetingen zijn)
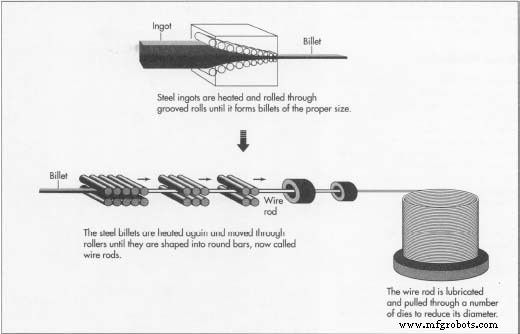 Om prikkeldraad te maken, worden ijzererts, cokes en kalksteen in een hoogoven verhit om ruwijzer te produceren. Het ruwijzer wordt gezuiverd en omgezet in staal. groter, de balk staat bekend als een bloei; als de dwarsdoorsnede rechthoekig is in plaats van vierkant, staat de staaf bekend als een plaat.) Een stalen staaf wordt verwarmd tot het ongeveer 1200°C is en vervolgens heen en weer gerold tussen gegroefde rollen totdat deze de temperatuur heeft bereikt. de juiste maat. Een gigantische schaar sneed de knuppel op de gewenste lengte; dan mag het afkoelen. Het is ook mogelijk om knuppels rechtstreeks van gesmolten staal te vormen door het door een watergekoelde koperen mal te gieten om het te vormen en het vervolgens met water te besproeien om het te laten stollen.
Om prikkeldraad te maken, worden ijzererts, cokes en kalksteen in een hoogoven verhit om ruwijzer te produceren. Het ruwijzer wordt gezuiverd en omgezet in staal. groter, de balk staat bekend als een bloei; als de dwarsdoorsnede rechthoekig is in plaats van vierkant, staat de staaf bekend als een plaat.) Een stalen staaf wordt verwarmd tot het ongeveer 1200°C is en vervolgens heen en weer gerold tussen gegroefde rollen totdat deze de temperatuur heeft bereikt. de juiste maat. Een gigantische schaar sneed de knuppel op de gewenste lengte; dan mag het afkoelen. Het is ook mogelijk om knuppels rechtstreeks van gesmolten staal te vormen door het door een watergekoelde koperen mal te gieten om het te vormen en het vervolgens met water te besproeien om het te laten stollen.
Draad maken
- 4 De stalen knuppel wordt opnieuw verwarmd en gewalst totdat deze is gevormd tot een ronde staaf met een diameter van 0,2 inch (5,6 mm), ook wel walsdraad genoemd. Het walsdraad wordt opgerold tot een spoel met een gewicht van maar liefst 3.969 pond (1800 kg), die naar de draadfabrikant wordt verzonden.
- 5 Kalk, een oppervlaktelaag van ijzeroxide die zich op staal vormt bij verhitting, moet van het walsdraad worden verwijderd. Dit kan worden gedaan door het te weken in heet, verdund zuur (zwavelzuur bij 82°C [180°F] of zoutzuur bij 60°C [140 °F]) en het te spoelen met water, een proces dat bekend staat als beitsen. Kalkaanslag kan ook worden verwijderd door het walsdraad heen en weer te buigen tussen een reeks wielen om het af te breken, of door het af te stralen met snel bewegende deeltjes zand, aluminiumoxide of gietijzeren schot.
- 6 Het schone walsdraad is bedekt met kalk, borax of fosfaat. Deze coating voorkomt roesten, neutraliseert eventuele resterende zuursporen en helpt smeermiddelen aan het walsdraad te hechten wanneer er draad van wordt gemaakt.
- 7 Het ene uiteinde van het gecoate walsdraad is puntig gevormd. Dit uiteinde wordt als een draad door het oog van een naald gestoken in een matrijs die bestaat uit een zeer harde centrale punt van wolfraamcarbide omgeven door een stalen houder. Het walsdraad wordt gesmeerd met olie of zeep en wordt door de matrijs getrokken om de diameter te verkleinen. Dit proces staat bekend als tekenen. Een reeks matrijzen wordt gebruikt om het walsdraad van zijn
 oorspronkelijke grootte naar de gewenste grootte van de draad. Voor prikkeldraad is de diameter typisch 0,097 inch (2,5 mm). Meestal zijn er ongeveer zes of zeven matrijzen nodig om deze grootte te bereiken.
oorspronkelijke grootte naar de gewenste grootte van de draad. Voor prikkeldraad is de diameter typisch 0,097 inch (2,5 mm). Meestal zijn er ongeveer zes of zeven matrijzen nodig om deze grootte te bereiken. - 8 Door de draad te trekken wordt deze hard en stijf. Om het buigzaam te maken, wordt het verwarmd, een proces dat bekend staat als gloeien. Draad kan worden gegloeid door het te verhitten in een bad met gesmolten zout, een bad van gesmolten lood of in een oven die stikstof bevat. Al deze methoden voorkomen kalkaanslag door het staal te beschermen tegen zuurstof.
Prikkeldraad maken
- 9 Draad waarvan prikkeldraad wordt gemaakt, is meestal gegalvaniseerd (gecoat met zink) om het tegen corrosie te beschermen. De draad moet perfect schoon en droog zijn om goed te kunnen verzinken. Eerst wordt het gereinigd in een bad van heet, verdund zoutzuur en vervolgens gespoeld met heet water. Vervolgens gaat het door een oplossing van heet zinkchloride of ammoniumchloride om roestvorming te voorkomen tijdens het drogen. Na het drogen gaat de draad door een bad van gesmolten zink. Overtollig zink wordt weggeveegd en de gecoate draad wordt afgekoeld. (Soms is de draad in plaats daarvan op een vergelijkbare manier gecoat met aluminium.) Draad kan ook worden gecoat met zink door een proces dat bekend staat als elektrogalvaniseren. De draad krijgt een negatieve elektrische lading en wordt door een oplossing van zinksulfaat of een ander zinkzout geleid. De positieve zinkionen worden aangetrokken door de negatieve draad en vormen een coating.
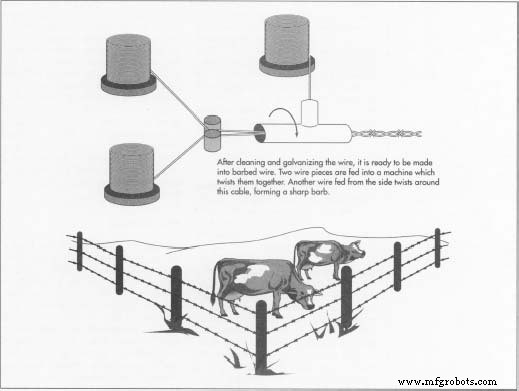
- 10 Een enkele geautomatiseerde machine voert alle stappen uit die nodig zijn om gegalvaniseerd draad om te zetten in prikkeldraad. Twee draden worden in de machine gevoerd en in elkaar gedraaid om de kabel te vormen. Een andere draad wordt vanaf de zijkant in de machine gevoerd en rond een of beide kabeldraden gedraaid. Deze draad is aan beide zijden schuin afgesneden om een tweepunts weerhaak te vormen. Twee draden worden gedraaid en samen gesneden als vierpuntsweerhaken nodig zijn. Het prikkeldraad wordt over een bepaalde afstand getrokken (meestal 10 of 13 cm) en het proces wordt herhaald om de weerhaken gelijkmatig te verdelen. Het prikkeldraad wordt op spoelen gewikkeld en in lengtes van 1.319 voet (402 m) gesneden. Deze spoelen worden vervolgens op vrachtwagens geladen en naar de klant verscheept.
Kwaliteitscontrole
Normen voor prikkeldraad zijn opgesteld door de American Society for Testing and Materials. Fabrikanten van prikkeldraad gebruiken de tests die in deze normen worden beschreven om hun klanten te verzekeren dat ze een kwaliteitsproduct kopen.
Eén spoel prikkeldraad van elke 50 wordt geselecteerd voor testen en inspectie. Eerst worden de afmetingen gemeten voor nauwkeurigheid. De diameter van de kabeldraden en de weerhaken mag niet meer dan 0,5 inch (0,13 mm) variëren. De weerhaken moeten minimaal 9,5 mm uitsteken vanaf het midden van de kabel. Ten minste 93,5% van de ruimten tussen de weerhaken moet binnen 19 mm van de gewenste lengte zijn. (100% nauwkeurigheid in de afstand tussen weerhaken is onmogelijk vanwege kleine bewegingen van de weerhaken tijdens het hanteren.) Een monster van 7,6 m van het prikkeldraad moet ten minste 69 weerhaken bevatten als ze 10 cm uit elkaar liggen en ten minste 55 weerhaken als ze 5 inch (13 cm) uit elkaar liggen. De draad op de spoel moet minimaal 1.319 voet (402 m) lang zijn.
Er wordt een sterktetest uitgevoerd op een monster van 1,2 m van het prikkeldraad. Het monster wordt met een gemeten kracht getrokken totdat het breekt. Het moet een kracht van minimaal 4.230 Newton kunnen weerstaan.
Voor gegalvaniseerd prikkeldraad wordt nog een monster van 1,2 m (4 voet) getest op zijn zinklaag. Het monster wordt gewogen en vervolgens wordt het zink verwijderd met zoutzuur. Door het monster opnieuw te wegen en het verschil in de twee gewichten te noteren, kan de hoeveelheid zinklaag worden bepaald. Een vergelijkbare procedure wordt gebruikt om de zinklaag op de weerhaken te meten. Het minimaal benodigde gewicht hangt af van de diameter van de kabeldraden. Voor de meest voorkomende diameter (0,097 inch of 2,5 mm) moet elke lijndraad en elke weerhaak worden gecoat met ten minste 90 g zink per vierkante meter (11 sq ft) voor een Klasse 1-coating of ten minste 8,6 ounces (245 g) per vierkante meter (11 sq ft) voor een klasse 3-coating. Prikkeldraad van standaardkwaliteit heeft een Klasse 1- of Klasse 3-coating op de lijndraden en een Klasse 1-coating op de weerhaken. Chain Link Fence Grade prikkeldraad moet een klasse 3 coating hebben op de lijndraden en de weerhaken.
De Toekomst
Hoewel de klassieke prikkeldraadomheining nog steeds veel wordt gebruikt op boerderijen, wordt deze langzaamaan vervangen door meer geavanceerde producten zoals geweven draadomheiningen (vergelijkbaar met kippengaas, met kruisende horizontale en verticale draden) en elektrische omheiningen. Voor militair en veiligheidsgebruik kan prikkeldraad verouderd raken door de recente ontwikkeling van prikkeldraad, een platte, dunne strook metaal die is afgesneden om clusters van scherpe punten te produceren. Misschien zal prikkeldraad ooit alleen in musea en privécollecties bestaan.
Productieproces