


Bullet
Achtergrond
Een kogel is een projectiel, vaak een puntige metalen cilinder, die met een vuurwapen wordt afgeschoten. De kogel is meestal onderdeel van een munitiepatroon, het voorwerp dat de kogel bevat en dat in het vuurwapen wordt gestoken. Cartridges worden vaak kogels genoemd, maar in dit artikel worden alleen de projectielen besproken die worden afgevuurd met kleine of persoonlijke vuurwapens (zoals pistolen, geweren en jachtgeweren).
Geschiedenis
Hoewel er duizenden jaren geleden gegoten loden kogels met stroppen werden gebruikt, begint de geschiedenis van de moderne kogel met de geschiedenis van vuurwapens. Enige tijd na A.D. 1249 realiseerde men zich dat buskruit kon worden gebruikt om projectielen uit het open uiteinde van een buis af te vuren. De vroegste vuurwapens waren grote kanonnen, maar persoonlijke vuurwapens verschenen halverwege de veertiende eeuw. Vroege projectielen waren stenen of metalen voorwerpen die in de loop van het vuurwapen konden passen, hoewel lood en loodlegeringen (mengsels van metalen) in 1550 de voorkeursmaterialen waren. Naarmate de fabricagetechnieken verbeterden, werden vuurwapens en loden kogels uniformer in grootte en werden geproduceerd in verschillende kalibers (de diameter van de kogel).
De industriële revolutie zorgde voor verdere verbeteringen. Vuurwapens met getrokken lopen (spiraalvormige groeven aan de binnenkant van de vuurwapenloop die een stabiliserende draaiende beweging aan de kogel geven) leidden tot de bekende conische kogel. Aan het einde van de negentiende eeuw vervingen krachtigere rookloze poeders buskruit (nu zwart poeder genoemd), maar ze vereisten ook harder vuurwapen- en kogelmateriaal. Loodkogels lieten loodresten achter in de loop; Omhulde kogels (een hardere metalen laag omringt de zachtere loden kern) werden ontwikkeld om dit te stoppen. De bekende metalen munitiepatroon (met een kogel, een huls, een primer en een hoeveelheid drijfgas) was gebruikelijk tijdens de Eerste Wereldoorlog.
Grondstoffen
Kogels zijn gemaakt van verschillende materialen. Lood of een loodlegering (die doorgaans antimoon bevat) is het traditionele kernmateriaal voor kogels. Traditionele kogelomhulsels zijn gemaakt van koper of verguld metaal, een legering van koper en zink. Er zijn veel andere materialen die tegenwoordig in kogels worden gebruikt, waaronder aluminium, bismut, brons, koper, plastic, rubber, staal, tin en wolfraam.
Bullet-smeermiddelen omvatten wassen (traditioneel carnaubawas gemaakt van de carnaubapalm), oliën en molybdeendisulfide (moly). Moderne was- en olieformules worden over het algemeen niet openbaar gemaakt. Moly is een recente innovatie; dit van nature voorkomende mineraal plakt bij contact aan metaal. Bij het maken van kogels kan ook vet en olie worden gebruikt om de kogel te smeren tijdens bewerkings- en persstappen. Deze smering voorkomt schade aan de kogel of de machine door de kogel en machine tegen elkaar te laten bewegen zonder te plakken. Oplosmiddelen worden gebruikt om daarna vet en olie van de kogel te verwijderen.
Ontwerp
Er zijn verschillende toepassingen voor munitie, zoals leger, wetshandhaving, jacht, schietvaardigheid/doelschieten en zelfverdediging, die elk verschillende kogelprestaties vereisen. Er zijn ook juridische en public relations-ontwerpoverwegingen, zoals dodelijkheid, bedreigingen voor onschuldige omstanders, milieu-impact en uiterlijk.
Het ontwerp van de kogel is afhankelijk van het ontwerp van het vuurwapen en vice versa. De kogel moet goed in de loop passen. Een te kleine kogel grijpt niet in het geweer in de loop, of hij stuitert rond in de loop en komt er niet in een rechte lijn uit. Een te grote kogel zal vastlopen in de loop, waardoor het vuurwapen mogelijk door de druk explodeert. Het kogelgewicht moet ook overeenkomen met de hoeveelheid kruit in de patroon, zodat deze met de juiste snelheid wordt afgevuurd.
Kogels zijn ontworpen met behulp van berekeningen en gegevens die zijn verzameld uit eerdere tests (afvuren) van kogels. Deze gegevens kunnen variabelen bevatten zoals nauwkeurigheid (of het het doel heeft geraakt), precisie (of meer dan één van hetzelfde kogeltype vergelijkbare resultaten heeft opgeleverd), snelheid van de kogel, effectiviteit op een bepaald bereik (afstand tot het doel), penetratie in het doel, en schade aan het doel. Kogels worden vervolgens getest tegen een doelwit dat lijkt op datgene waartegen ze zullen worden gebruikt. Er zijn verschillende materialen die worden gebruikt om het beoogde doelwit te simuleren, waaronder kogelgelatine, een recent ontwikkeld materiaal dat wordt gebruikt om vlees te simuleren.
Moderne kogels kunnen veel verschillende functies hebben. Sommige van deze kenmerken hebben betrekking op de vorm van de kogel en andere op de constructiematerialen. De meeste kogels zien eruit als een cilinder met een puntig uiteinde. Het cilindrische gedeelte aan de achterkant van de kogel is de schacht en het puntige gedeelte aan de voorkant van de kogel is de punt, hoewel de punt plat kan zijn in plaats van puntig. Kogels kunnen van een of meer materialen zijn gemaakt.
Kogels gemaakt van alleen zacht materiaal (zoals lood) zetten uit bij impact en veroorzaken meer schade aan het doelwit. Kogels gemaakt van alleen een harder materiaal (zoals staal) dringen verder door in dikkere doelen, maar zetten niet veel uit. Een zachtere kern kan worden ingesloten of gedeeltelijk ingesloten in een laag harder metaal, een mantel genaamd. Deze jas kan de kogel volledig omsluiten of de zachtere punt bloot laten voor uitzettingsdoeleinden. Het variëren van de hoeveelheid mantel verandert de hoeveelheid penetratie versus expansie.
De schacht kan een vlakke basis hebben of een taps toelopende basis (boattail). De platte basis is zwaarder en zorgt voor een grotere penetratie, maar de boattail zorgt voor een grotere nauwkeurigheid over afstand. De basis van de schacht kan ook een basisplaat van harder metaal hebben om vervorming van de kogel tijdens het schieten te voorkomen. De basis heeft soms een conische inkeping (een gascontrole) die uitzet bij het schieten om de basis van de kogel af te dichten tegen de vuurwapenloop en alle energie van het schieten op te vangen om de kogel naar voren te stuwen. De schacht kan ook groeven hebben die worden gebruikt om smeervet te bevatten dat de kogel helpt vrij te bewegen in de vuurwapenloop. Soms wordt een enkele groef, een cannelure genaamd, in de kogel gesneden om aan te geven hoe ver de kogel in de patroon moet worden gestoken en om een functie te bieden om de patroon op de kogel te krimpen.
De punt van de kogel is meestal puntig. Dit punt kan gekromd zijn (een ogive genoemd). Scherpere tips zorgen voor een grotere penetratie. Wadcutters zijn kogels zonder punt of een scherpe schouder achter de punt die worden gebruikt bij het schieten op papieren doelen. Semiwadcutter-kogels hebben een kegelvormige punt met een platte punt en kunnen worden gebruikt voor doelschieten, jagen of zelfverdediging. Doelkogels zijn licht en ontworpen voor snelheid en nauwkeurigheid in een schietbaan. Ze zijn meestal niet geschikt voor andere doeleinden.
Sommige tips zijn bedoeld om de impact uit te breiden. Dit soort kogel is verboden voor militair gebruik, maar kan worden gebruikt voor wetshandhaving, zelfverdediging en jacht. De punt of de hele kogel kan zijn gemaakt van een zacht materiaal zoals lood, maar er zijn andere ontwerpkenmerken die de uitzetting van de kogel kunnen bevorderen. Hard materiaal achter de zachtere punt zorgt voor meer penetratie en duwt de zachtere punt naar voren om meer uit te zetten. Het hardere materiaal kan de schacht zijn, een gedeelte van de punt, een scheidingswand van hard metaal tussen de punt en de schacht, of zelfs een harde punt op de punt die bij een botsing naar achteren wordt gedreven om het zachtere puntmateriaal uit te zetten.
Een ander kenmerk dat voor expansie zorgt, is een holle punt (of holle punt), een lege kegel in de punt die naar de achterkant van de kogel wijst. Wanneer de kogel het doel raakt, breiden de dunne zijden van de holle punt naar buiten uit. Nog hardere metalen kunnen uitzetten, vooral als ze zijn ingekerfd (met groeven erin) om plaatsen te bieden om uit elkaar te splijten.
Weinig kogels hebben scheidbare onderdelen. Sommige kogels hebben sabots, mouwen die de kogel omringen terwijl deze wordt afgevuurd, maar die eraf vallen nadat ze het vuurwapen hebben verlaten. Met sabots kunnen kleinere kogels worden afgevuurd met grotere vuurwapens met hogere snelheden dan met kleinere vuurwapens. Kogels kunnen ook meerdere pellets of andere deeltjes bevatten die de kogel in een spray verlaten bij impact of bij het verlaten van het doelwit. Dit geeft een grotere kans om iets te raken (van de vele deeltjes) of kan veel wonden veroorzaken in een gemakkelijk beschadigd doelwit.
Jachtgeweren vuren vaak schoten (veel kleine ronde kogels) of vaste slakken (grote, vaak zachte kogels) uit een niet-gewapende loop, hoewel sommige jachtgeweren loop hebben getrokken. Luchtkanonnen vuren stevige ronde of zandlopervormige pellets.
Militaire kogels hebben speciale kenmerken, soms ook gebruikt bij wetshandhaving en zelfverdediging. Om het verbod op uitzettende kogels te omzeilen, kunnen militaire kogels worden ontworpen met zwaardere dan normale achterkanten, zodat ze bij een botsing in het doel vallen om een grotere wond te creëren. Ze kunnen ook zo worden ontworpen dat ze bij een botsing uit elkaar vallen met een soortgelijk effect. Sommige militaire kogels hebben brandgevaarlijk materiaal in de basis van de kogel dat een zichtbaar spoor achterlaat. Dit staat bekend als een tracer-kogel omdat het de schutter in staat stelt de kogel te volgen. Ook kan er brandgevaarlijk materiaal in de punt van de kogel worden geplaatst, zodat deze bij inslag een brand kan veroorzaken. Militaire kogels zijn meestal gemaakt van hardere materialen of zijn volledig omhuld. Ze zijn vaak ontworpen voor penetratie. "Niet-dodelijke" plastic of rubberen kogels worden soms gebruikt door het leger en bij wetshandhaving. Deze kogels zijn ontworpen om relschoppers en demonstranten tijdelijk uit te schakelen, maar ze kunnen ook doden.
Wetshandhavers en zelfverdedigingskogels moeten het doelwit uitschakelen. Veel van deze kogels zijn ontworpen om uit te zetten of te versplinteren nadat ze het doelwit hebben geraakt, waardoor maximale schade wordt aangericht. Deze kogels kunnen gemaakt zijn van harder materiaal dat een grotere penetratie heeft door materialen zoals zware kleding en kogelvrije vesten. Politie- en zelfverdedigingskogels mogen niet te ver doordringen (door het doel gaan) en omstanders in gevaar brengen.
Jagers hebben verschillende vereisten voor verschillende soorten doelen. Snel bewegende doelen vereisen snellere, vaak lichtere, kogels. Grotere doelen met zware huiden en grote botten hebben kogels nodig die kunnen doordringen en voldoende schade kunnen toebrengen om het dier snel te laten vallen. Er zijn verschillende ontwerpen die aan deze tegenstrijdige eisen voldoen. Veel jachtkogels zijn ontworpen om uit te zetten. Gepartitioneerde kogels en gedeeltelijk omhulde kogels zijn gebruikelijk voor grotere doelen.
Het fabricageproces
Er zijn veel soorten kogelfabrikanten, variërend van grote bedrijven en overheden tot kleinere aangepaste munitiefabrikanten tot individuen die munitie laden en herladen met een paar eenvoudige hulpmiddelen. Er zijn ook veel verschillende kogelontwerpen en er is geen consensus over welke het meest effectief is. Hierdoor is er geen uniforme methode voor het vervaardigen van munitie. Grote munitiefabrikanten, waaronder de regering van de Verenigde Staten, automatiseren een deel van de fabricagestappen. Op geschikte punten tijdens het fabricageproces kunnen speciale functies worden toegevoegd.
De solide kogel of kogelkern
De twee meest voorkomende methoden voor het vormen van kogels zijn gieten en smeden. Holle punten kunnen op beide manieren worden gevormd. Harde (harder dan lood) massieve kogels kunnen worden gestempeld (een metalen pons snijdt een kogelvormig stuk uit een staaf of plaat van zachter metaal) en machinaal uit metalen voorraad. Bewerking omvat elk proces waarbij een machine wordt gebruikt om metaal te vormen door delen weg te snijden. Een typische machine die voor kogels wordt gebruikt, is een draaibank. Een draaibank roteert het kogelmetaal tegen stalen beitels om geleidelijk materiaal weg te snijden.
EEN KOGEL werpen
- Gieten is het gieten van gesmolten metaal in een mal. Deze mal is scharnierend en heeft in gesloten toestand een holle ruimte in de vorm van de kogel. Het metaal wordt gesmolten in een smeltkroes (een metalen of keramische pot die gesmolten metaal veilig kan vasthouden) en vervolgens in de mal gegoten.
- Nadat het metaal is afgekoeld, wordt de mal geopend en valt de kogel of wordt hij eruit geslagen. Eventuele oneffenheden worden verwijderd door te knippen of te vijlen. Als de kogel extreem vervormd is, kan deze worden omgesmolten en het proces wordt herhaald.
- Om een kogel met meerdere secties van verschillende materialen te gieten, wordt het eerste materiaal in de mal gegoten om deze gedeeltelijk te vullen. Nadat dit materiaal is afgekoeld en gedeeltelijk of volledig is gestold, wordt het tweede gesmolten materiaal in de mal gegoten om deze gedeeltelijk of volledig te vullen. Dit kan meerdere keren worden gedaan, maar wordt meestal twee keer gedaan om een kogel te maken met een zwaardere sectie (voor penetratie) achter een zachtere sectie (voor expansie).
EEN KOGEL HALEN
- 1 Smeden is een koudvervormingsproces, wat betekent dat het metaal vormt zonder verhitting om het zacht te maken of te smelten. De juiste hoeveelheid te smeden materiaal (gemeten in korrels) wordt in een matrijs geplaatst. Een dobbelsteen is een hardere metalen container met een holte (een lege ruimte) in de vorm van de kogel zonder de achterkant. De dobbelsteen maakt deel uit van een groter stationair object of wordt op zijn plaats gehouden op een platform.
- 2 Een metalen pons die in het open uiteinde van de matrijs past, wordt tot de juiste diepte in de matrijs geduwd. Terwijl de pons het kogelmetaal in de matrijsholte dwingt, neemt het materiaal de vorm van de holte aan. De druk kan afkomstig zijn van een handmatige of hydraulische pers, van herhaalde hamerslagen of van een schroefdraadpons die is vastgeschroefd. Overtollig metaal wordt uit de ontluchtingsgaten geperst.
- 3 De pons wordt uit de matrijs verwijderd en de kogel wordt uit de holte geduwd of getrokken. Eventuele oneffenheden worden verwijderd door te knippen of te vijlen.
- 4 Meerdere smeedstappen kunnen worden gebruikt om scheidingswanden in te voegen, een kogel uit meerdere materialen te maken en de vorm van de kogel verder te definiëren. Soms zijn er meerdere stappen nodig om features zoals een holle punt toe te voegen.
Het kogelomhulsel
Sommige kogels hebben omhulsels van harder metaal rond een zachtere kern.
- 5 Een muntvormig stuk mantelmetaal wordt uit een strook of plaat geponst. De pons is meestal een ronde metalen cilinder die door het materiaal van de mantel in een holte in een tafel wordt geduwd. Sommige ponsen zijn afgerond zodat het stuk metaal de vorm heeft van een kopje. Soms wordt slangen gebruikt in plaats van een munt of een kopje metaal.
- 6 Als het mantelmateriaal te hard is om gemakkelijk te vormen, kan het worden uitgegloeid. Gloeien is het verhitten van het metaal, vaak met een gasvlam, om het zachter en werkbaarder te maken.
- 7 Het mantelmateriaal wordt vervolgens in een matrijs of over een stempel geplaatst en de stempel wordt in de matrijs geperst. Er kunnen verschillende ponsen en matrijzen zijn die worden gebruikt om specifieke kenmerken in de mantel te vormen. Een van de gebruikelijke stappen is ervoor te zorgen dat de jas een uniforme dikte heeft. De dikte is typisch 0,03-0,07 inch (0,08-0,17 cm). Sommige kogels hebben een dunne mantel die op de kern is gegalvaniseerd.
Kogelmontage
- 8 Jassen en meerdere kogelonderdelen kunnen worden samengevoegd door ze samen te smeden, de ene sectie op de andere te gieten, solderen, lijmen of elektrisch lassen. Solderen is een proces waarbij twee stukken metaal worden samengevoegd met soldeer, een legering die meestal uit tin en lood bestaat. Het soldeer wordt gesmolten en kleeft aan beide stukken metaal, waarna het aan elkaar wordt gelijmd nadat het is afgekoeld en stolt. Lijmen voor het verbinden van meerdelige kogels zijn meestal epoxy's, kunststoffen die zijn gevormd uit twee verschillende vloeistoffen die uitharden wanneer ze worden gecombineerd. De epoxyvloeistoffen worden uit buizen gedoseerd en gemengd, vervolgens worden de stukken samengevoegd en op hun plaats gehouden totdat de epoxy hard wordt. Elektrisch lassen is het proces waarbij een sterke elektrische stroom door twee metalen delen wordt geleid die met elkaar in contact staan, zodat ze zachter worden en aan elkaar plakken. Als de verbindingsmethode niet sterk genoeg is, kan de kogel voortijdig uit elkaar vallen.
- 9 Vervolgens kunnen in de schacht van de kogel groeven worden gesneden of geperst. De groeven kunnen in een zachte kogel worden gedrukt door de kogel tegen een richel op een metalen wiel te draaien, of ze kunnen op een draaibank in de kogel worden gesneden. Veel gegoten kogels hebben al groeven.
- 10 De kogel is soms bedekt met een I O-smeermiddel, meestal was, olie of molyolie, waardoor de vervuiling van de boring door zachte kogels wordt verminderd. Ommantelde en harde kogels worden over het algemeen niet gesmeerd, hoewel ze dat wel kunnen zijn, vooral met moly. Kogels worden vaak ontvet (in een oplosmiddelbad gedaan om vet uit eerdere productiestappen te verwijderen) voordat het smeermiddel wordt aangebracht.
- 11 Was- en oliesmeermiddelen kunnen worden aangebracht door te wrijven met een zacht materiaal, zoals een stoffen wiel, te spuiten, te gieten of te dompelen. Moly wordt aangebracht door kogels in een container met molypoeder te plaatsen en de container zo te draaien dat de kogel en de molydeeltjes ronddraaien totdat de kogel is bedekt.
- 12 De voltooide kogels worden vervolgens handmatig verwijderd en verpakt.
Kwaliteitscontrole
Veel vuurwapengebruikers willen consistente prestaties van hun munitie. De grotere munitiefabrikanten reageerden door in de jaren tachtig en negentig kwaliteitscontroleprogramma's op te zetten. Deze programma's omvatten statistische procescontrole (SPC), totaal kwaliteitsbeheer (TQM) en willekeurige tests. SPC omvat het meten van een productieproces en statistisch bepalen hoe het kan worden geoptimaliseerd zodat het correcte en consistente resultaten oplevert. TQM is de toepassing van dit soort kwaliteitscontrole op het hele bedrijf, niet alleen op het productiegedeelte van het bedrijf.
Willekeurig testen omvat het periodiek nemen van een gefabriceerd onderdeel en het testen ervan. Voltooide kogels worden in munitie geladen en afgevuurd om te bepalen of ze presteren zoals verwacht. Onvoltooide kogels kunnen worden onderzocht om te bepalen of ze tot op dat moment in het productieproces correct worden geproduceerd. Zowel afgewerkte als onvoltooide kogels kunnen worden gewogen, gemeten voor symmetrie (kogels moeten in elke richting identiek zijn vanaf een denkbeeldige lijn getrokken van het midden van de punt naar het midden van de basis), en uit elkaar snijden om ervoor te zorgen dat er geen lucht is ruimten en dat interne kenmerken correct zijn (zoals de dikte van een scheidingswand of een jas). Commerciële kogelgroottes kunnen duizendsten van een inch variëren, maar militaire en hoogwaardige kogels zijn uniformer.
Bijproducten/afval
Er zijn tot 24 giftige stoffen gevonden bij de productie van munitie. Oplosmiddelen (vaak gebruikt om olie en vet te verwijderen) zijn gevaarlijk om in te ademen en kunnen worden opgevangen voor verwijdering of zuivering en hergebruik, net als elke andere olie. Schroot kan worden hergebruikt of weggegooid.
De gevaarlijkste grondstof is lood. Productiemedewerkers en vuurwapengebruikers kunnen worden blootgesteld aan gevaarlijke hoeveelheden lood van kogels, en schietbanen, ook militaire, worden stilgelegd vanwege hoge 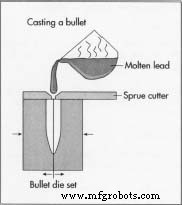 Het werpen van een kogel. lood niveaus. Lood kan ook uitspoelen naar het grondwater, waardoor het milieu verder wordt verontreinigd. Hoge niveaus van lood kunnen leiden tot overheidsingrijpen in het opruimproces, waarbij jaren werk nodig zijn om acceptabele niveaus te bereiken.
Het werpen van een kogel. lood niveaus. Lood kan ook uitspoelen naar het grondwater, waardoor het milieu verder wordt verontreinigd. Hoge niveaus van lood kunnen leiden tot overheidsingrijpen in het opruimproces, waarbij jaren werk nodig zijn om acceptabele niveaus te bereiken.
De Toekomst
Bedrijven blijven hun bullet-prestaties verbeteren om kopers aan te trekken, maar sociale en politieke overwegingen worden belangrijker. Gezondheids-, veiligheids- en milieuproblemen leiden tot de vervanging van giftige materialen zoals lood door materialen zoals wolfraam, staal, bismut en plastic. Nieuwere materialen hebben niet dezelfde prestatiekenmerken als oudere materialen, en dit leidt tot nieuwere munitieontwerpen.
Er is al tientallen jaren een juridische strijd gaande over de dodelijkheid van politie- en zelfverdedigingswapens. De publieke verontwaardiging in de Verenigde Staten was het grootst tegen zogenaamde "cop-killer"-kogels die ontworpen zijn om kogelvrije vesten te doorboren, zoals die worden gebruikt door de politie, en tegen uitzettende kogels zoals de Black Talon, die een punt heeft die uitmondt in zes scherpe kogels. "klauwen" bij impact.
Andere innovaties kunnen radicaler zijn. Tanks kunnen bijvoorbeeld granaten afvuren met vinnen die naar buiten springen voor stabilisatie bij snelheden die te hoog zijn voor vatgeweer. Deze innovatie zou kunnen worden verkleind voor persoonlijke vuurwapens. Zelfrijdende raketten met vinnen kunnen ook worden afgeschoten uit lanceerinrichtingen ter grootte van een pistool, hoewel dit type projectiel misschien niet langer een kogel wordt genoemd.
Waar meer te leren
Boeken
Barnes, Frank C. Patronen van de wereld. 9e druk. Ed. M.L. McPherson. lola, WI:Krause Publications, 2000.
Grennell, Dean A. Het ABC van herladen. 5e druk. Northbrook, IL:DBI Books, Inc., 1993.
Tijdschriften
"Messing hoeden leidden tot wolfraam." De econoom 352, nee. 8130 (31 juli 1999):68.
Petzal, David E. "Geweren:2000 en later." Veld en stream 103, nee. 5 (september 1998):87.
Stolinksky, David C. "Stopkracht:mythe of wetenschap?" Pistolen 14, nee. 4 (april 2000):38.
Zutz, Don. "Het verhaal achter de opperste inspanning van Winchester." Schietindustrie 34, nee. 12 (december 1989):90.
Overige
Webpagina van Gunnery Network. december 2001.
Hasenauer, Heike. "Bosjes van kogels." Soldatenmagazine online. November 1998. December 2001.
Andreas Dawson
Productieproces
- Wat is VMC-bewerking?
- Gids voor aluminium lasermarkering
- MIG-lassen versus TIG-lassen
- Gids voor lasermarkering
- Overwegingen voor Zwitserse machinale bewerking met hoge productie
- Gids voor CNC-prototyping
- Het fabricageproces van de schacht begrijpen
- Elektrolytisch polijsten versus passiveren
- Wat is RVS-passivering?
- Betere onderhoudsplanning is MillerCoors silver bullet
- Wi-Fi:het wondermiddel voor Smart Everything