


Soorten frees:het juiste gereedschap kiezen voor bewerking
In tegenstelling tot boren die alleen in axiale richting bewegen, zijn vingerfrezen ontworpen om ook zijdelingse sneden te produceren, waardoor ze veelzijdig zijn. Vingerfrezen kunnen worden gebruikt om sleuven, invallen, boren, sporen en ruimen in alle richtingen te maken. Bij het selecteren van vingerfrezen voor uw CNC-toepassing, zullen ten minste drie factoren uw beslissing beïnvloeden:de gewenste vorm, werkstukmateriaal en oppervlakteafwerking. Er zijn echter meer variabelen in het spel.
Hieronder beschrijven we de verschillende soorten vingerfrezen en waar u rekening mee moet houden bij het kiezen van welk type het beste is voor uw bewerkingsvereisten.
Hoe een frees te kiezen
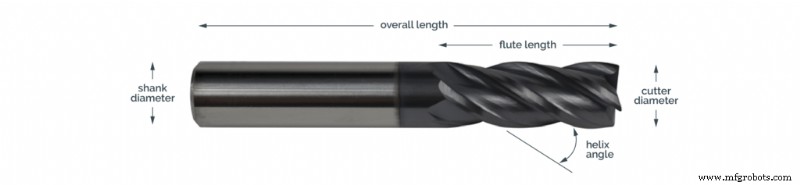
Hier is de basisgeometrie van een vingerfrees en de namen van de verschillende secties die we vaker gaan gebruiken in deze discussie:
 Vaak wordt u gevraagd om vingerfrezen te kiezen op basis van hun type, aantal groeven en coating. Deze opties spelen een belangrijke rol in het succes van machinale bewerkingen.
Vaak wordt u gevraagd om vingerfrezen te kiezen op basis van hun type, aantal groeven en coating. Deze opties spelen een belangrijke rol in het succes van machinale bewerkingen.
Begrijp de verschillende soorten freesmachines en hun toepassingen
| Typen | Identificatie | Applicaties |
| Vierkante vingerfrezen | Ook bekend als platte vingerfrezen; hebben scherpe randen aan de hoeken en genereren een hoek van 90° om een groef met een platte bodem te produceren | Een veelzijdig gereedschap voor algemene freestoepassingen, waaronder profileren, sleuven frezen, zij- en vlakfrezen en invallen |
| Weldon vingerfrezen | Kom met een plat gedeelte op de schacht om wegglijden tijdens machinale bewerking te voorkomen | Voor gemakkelijk uittrekken tijdens het bewerken van harde metalen, zoals titanium |
| Kogelfrezen | Produceer een straal gelijk aan de helft van de gereedschapsdiameter | Multidimensionale contouren in mallen of matrijzen |
| Radius vingerfrezen | Ook bekend als bullnose end mills; hebben een vierkante neus met licht afgeronde hoeken voor een gelijkmatige verdeling van de snijkrachten | Voor het snijden van een gespecificeerde radius, zoals bij het frezen van mallen |
| Finisher vingerfrezen | Eén vierkant uiteinde in combinatie met een hoog aantal groeven voor het creëren van een gladde oppervlakteafwerking | Zijfreesbewerkingen waarbij zowel een hoge spaanafvoer als een gladde afwerking vereist zijn |
| Boorfrezen | Een punt van 60 of 90 graden aan het uiteinde van het gereedschap met twee of vier snijkanten | Spotten, boren, frezen en verzinken |
| Voorbewerkingsfrezen | Veel tanden in de fluiten om een groot oppervlak in één keer te verwijderen | Om grote stukken materiaal in één keer te verwijderen ten koste van de oppervlakteafwerking |
| Afrondingsfrezen | Een profiel van 90° in combinatie met afgeronde hoeken om scherpe randen te verwijderen zonder te breken | Voor het afronden van scherpe buitenranden van een werkstuk |
| Onderbieding van vingerfrezen | Een baluiteinde met ronde randen over een lange steel, die eruitziet als een lolly | Ondersnijdingen maken tijdens bewerkingstoepassingen met meerdere assen |
Meet de uitsteek
De term "uitsteeksel" vertegenwoordigt de totale lengte van een vingerfrees. Een bepaald type vingerfrees kan in verschillende lengtes verkrijgbaar zijn. De benodigde snedediepte bepaalt de ideale stickout. Een te korte stickout kan leiden tot een botsing van de spildoorn met het werkstuk tijdens bedrijf, terwijl een grotere stickout ervoor kan zorgen dat de schacht in de tegenovergestelde richting van de snijkracht beweegt, wat leidt tot doorbuiging van het gereedschap. Idealiter zou de zaagdiepte altijd kleiner moeten zijn dan de groeflengte, en dit moet als maatstaf worden gebruikt bij het kiezen van uw vingerfrezen.
Kies het ideale aantal fluiten
Fluiten zijn de diepe spiraalvormige snijkanten onder de schacht die worden gebruikt voor het verwijderen van spanen. Het aantal groeven op de vingerfrees heeft invloed op de spaanafvoersnelheid, de oppervlakteafwerking van het werkstuk en de voedingssnelheid die nodig is tijdens de bewerking. Als het behouden van een hoge spaanafvoer primair is, of als u zachte metalen zoals aluminium trimt, levert het kiezen van een lager aantal groeven (twee of drie) de beste resultaten op. Aan de andere kant zorgen meer groeven voor een hoogwaardige oppervlakteafwerking ten koste van een hoge voedingssnelheid gedurende de hele procedure.
Selecteer het materiaal
Gewoonlijk moet het snijmateriaal harder zijn dan het werkstukmateriaal om de overtollige warmte die tijdens het snijden wordt gegenereerd, aan te kunnen. In dit opzicht zijn vingerfrezen in twee verschillende materialen verkrijgbaar:high-speed koolstofstaal (HSS) en wolfraamcarbide. Hier is een snelle vergelijking tussen de twee materialen:
| HSS | Tungsten Carbide | |
| Prijs | Goedkoop | Duur |
| Aanbevolen voor | Intermitterende snijtoepassing | Continue snijtoepassing |
| Snijsnelheid | Laag | Hoog |
| Compositie | Staal (metaal) | Wolfraam, koolstof en kobalt (keramisch metaal) |
| Slijtvastheid bij hoge temperaturen | Laag | Hoog |
| Afwerking | Slechte afwerking | Hoogwaardige afwerking |
Vanwege hun slijtvastheid, hoge snijsnelheden en hoogwaardige oppervlakteafwerkingsmogelijkheden, zijn hardmetalen gereedschappen zeer gewild boven HSS-gereedschappen. Uw vingerfrezen kunnen verder worden gecoat met TiAlN (titaniumaluminiumnitride) om de snijsnelheid tot 25% te verhogen.
Kies de juiste spiraalvormige richting
Er zijn twee soorten vingerfrezen, afhankelijk van de spiraalvormige richting; upcut en downcut. Opgesneden vingerfrezen duwen de spanen omhoog, maar rafelen de bovenrand. In het geval van neergesneden vingerfrezen gebeurt het tegenovergestelde. Dus als je zowel aan de boven- als onderkant een gladde afwerking wilt, kies dan een compressiefrees, want deze is ontworpen om aan beide uiteinden een zuivere rand te bieden voor het snijden van multiplex, composieten of laminaten.
Uw lokale partner om met gemak aan zware CNC-vereisten te voldoen
Industrial Metal Service levert al meer dan twee decennia metaaldiensten aan de San Francisco Bay Area en daarbuiten. We leveren nieuwe en overgebleven metalen, zoals titanium, koper en staal, en recyclen bruikbaar schroot dat overblijft van productieprocessen, waarbij we hun kwaliteit en samenstelling verifiëren met behulp van röntgenfluorescentietechnologie. Bovendien recyclen we graag uw kapotte of versleten CNC-bewerkingsgereedschap en bieden we u er een eerlijke marktwaarde voor.
We zijn ook gespecialiseerd in het nauwkeurig snijden van uw metalen tot de bewerkingsafmetingen die u nodig heeft met onze ultramoderne metaalzaagapparatuur. Onze MetlSaw NF12-T12 is in staat om 12-inch dikke aluminiumplaten tot 12 voet lang en 12 voet breed te snijden, terwijl onze Amada PCSAW 530 X-lintzaag met pulssnijtechnologie snel en nauwkeurig taaie titaniumlegeringen kan snijden.
Industriële technologie
- Wat is het beste gereedschap voor het snijden van plaatwerk?
- Hoe u de levensduur van uw frees kunt verlengen?
- De geheime mechanica van freesmachines met hoge voeding
- De zeven vereisten voor geoptimaliseerde bewerkingen
- Titanium bewerken:vind de juiste freesgereedschappen voor superlegeringen
- De beste schuurbewerkingstechniek kiezen voor draagbare slijptoepassingen
- 8 Must-Know-tactieken voor medische precisiebewerkingen
- Medische bewerking:fabrikanten van snijgereedschap bieden inzichten, advies voor succes
- Soorten bewerkingsprocessen
- De vraag naar 5-assige bewerkingen begrijpen
- Snijgereedschap voor precisiebewerking