


Oppervlakteruwheidstabel:oppervlakteafwerking in de productie begrijpen
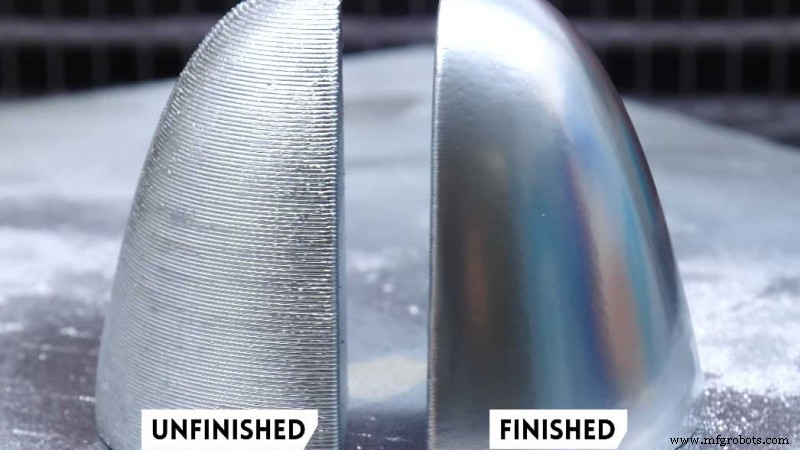
Oppervlakken in productietoepassingen moeten binnen de gewenste ruwheidsgrenzen blijven om een optimale kwaliteit van onderdelen te garanderen. Oppervlakteafwerking heeft een cruciale invloed op de duurzaamheid en prestaties van het product. Daarom is het essentieel om meer te weten te komen over de oppervlakteruwheidsgrafiek en het belang ervan.
Ruwe oppervlakken slijten vaak sneller. De wrijvingsniveaus zijn hoger dan die in gladde oppervlakken, en onregelmatigheden in de gladheid van een oppervlak hebben de neiging om kiemplaatsen te creëren. Breuken en corrosie die op deze locaties optreden, kunnen er dan voor zorgen dat het materiaal gemakkelijk slijt.
Omgekeerd is er een mate van ruwheid die ruimte kan geven voor de gewenste hechting. Laat de oppervlakteafwerking daarom nooit liggen voor interpretatie. Stel dat u denkt dat de oppervlakteafwerking van belang is voor uw product, dan is deze gids iets voor u.
Wat is oppervlakteafwerking?
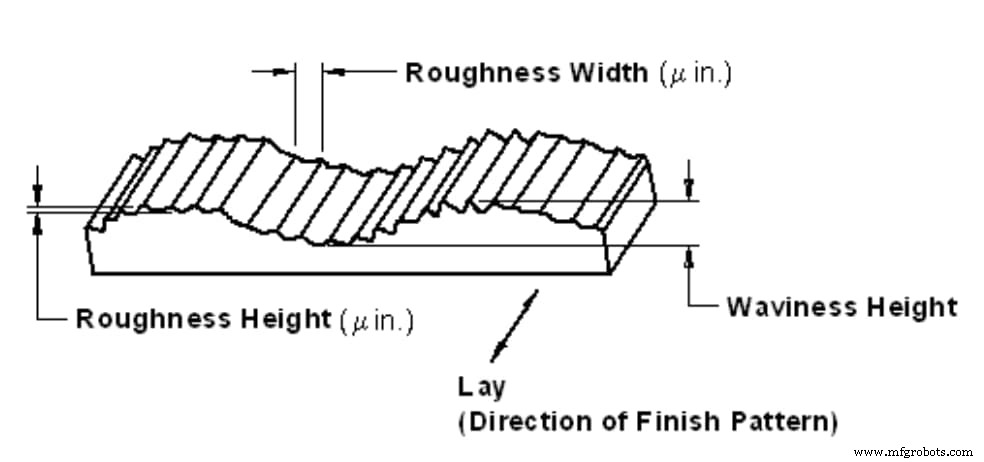
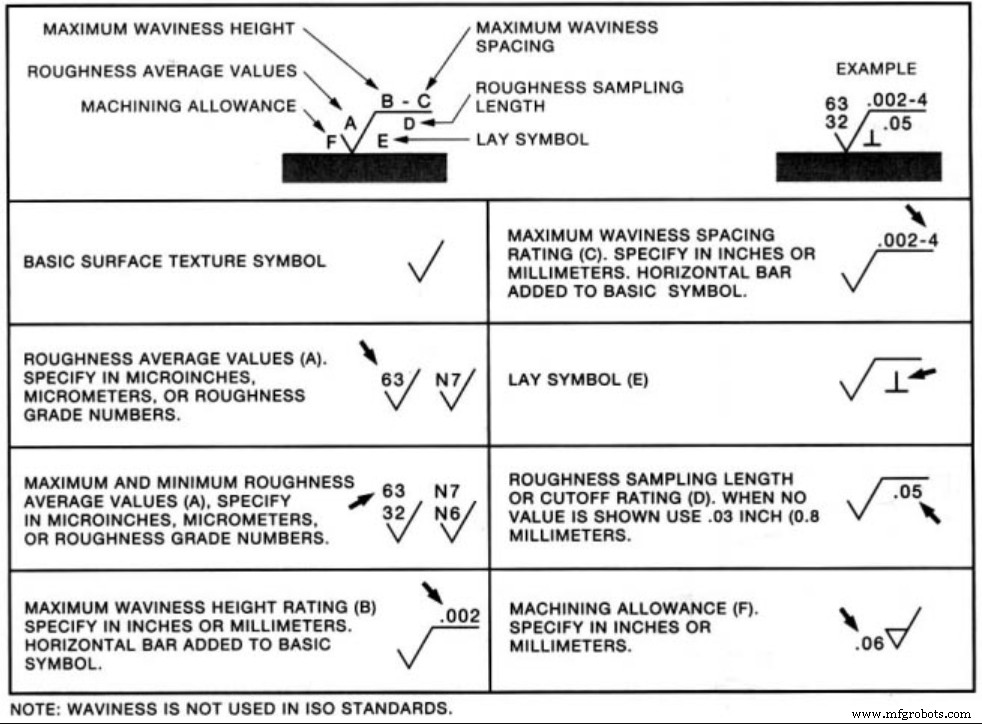
Voordat we ingaan op de oppervlakteafwerkingstabel, laten we eerst eens kijken wat oppervlakteafwerking inhoudt. Oppervlakteafwerking verwijst naar het proces van het veranderen van het oppervlak van een metaal dat bestaat uit het verwijderen, toevoegen of hervormen. Het is een maatstaf voor de volledige textuur van het oppervlak van een product die wordt bepaald door drie kenmerken van oppervlakteruwheid, golving en lay-out.
De oppervlakteruwheid is de maat voor de totale onregelmatigheden op afstand op het oppervlak. Wanneer machinisten het hebben over "oppervlakteafwerking", verwijzen ze vaak naar oppervlakteruwheid.
Golvendheid verwijst naar het kromgetrokken oppervlak waarvan de afstand groter is dan de lengte van de oppervlakteruwheid. En lay verwijst naar de richting die het overheersende oppervlaktepatroon inneemt. Machinisten bepalen de ligging vaak aan de hand van de methoden die voor het oppervlak worden gebruikt.
Waarom is oppervlakteafwerking belangrijk in technische processen?
Oppervlakteruwheid speelt een zeer cruciale rol om te bepalen hoe een product reageert met zijn omgeving. De afwerking van een product geeft de prestaties van de componenten aan. Ook kan de ruwheid van invloed zijn op de effectiviteit van een product.
Dit is afhankelijk van de toepassing van een dergelijk product. Ingenieurs en fabrikanten moeten te allen tijde de oppervlakteafwerking behouden. Het helpt om consistente processen en betrouwbare producten te produceren.
Oppervlaktemetingen helpen ook om de productie onder controle te houden. Het is erg handig wanneer er behoefte is aan oppervlakte-engineering.
Verschillende oppervlakteafwerkingen hebben verschillende effecten. De eenvoudigste manier om de gewenste oppervlakteafwerking te krijgen, is door deze te vergelijken met de normen voor oppervlakteafwerking. Oppervlakteafwerking kan op de volgende manieren en meer helpen:
- Ongelooflijk belangrijk voor corrosie- en chemicaliënbestendige effecten.
- Het geeft het product een specifieke visuele aantrekkingskracht.
- Helpt bij de hechting van coatings en verven.
- Elimineert oppervlaktedefecten.
- Verbetert de geleidbaarheid en voegt elektrische geleiding aan het oppervlak toe.
- Verhoogt de slijtvastheid van het product en minimaliseert wrijvingseffecten.
Lees voor meer informatie over oppervlakteafwerking onze gids over opties voor oppervlakteafwerking door kunststof spuitgieten en lees ons artikel over het verkrijgen van de beste CNC-bewerkingsoppervlakteafwerking voor uw producten.
Hoe oppervlakteruwheid te meten
Oppervlakteruwheid is een berekening van de relatieve gladheid van het profiel van een oppervlak. De numerieke parameter – Ra. Ra oppervlakteafwerkingsgrafiek toont het rekenkundig gemiddelde van oppervlaktehoogten die over een oppervlak zijn gemeten.
Zoals eerder vermeld, zijn er drie basiscomponenten van een oppervlak, waaronder de ruwheid, de golving en de lay-out. Daarom zijn verschillende factoren van invloed op de kenmerken van oppervlaktegeometrie.
Evenzo zijn er verschillende meetsystemen voor oppervlakteruwheid. De systemen omvatten:
- Directe meetmethoden
- Contactloze methoden
- Vergelijkingsmethoden
- In-process methoden
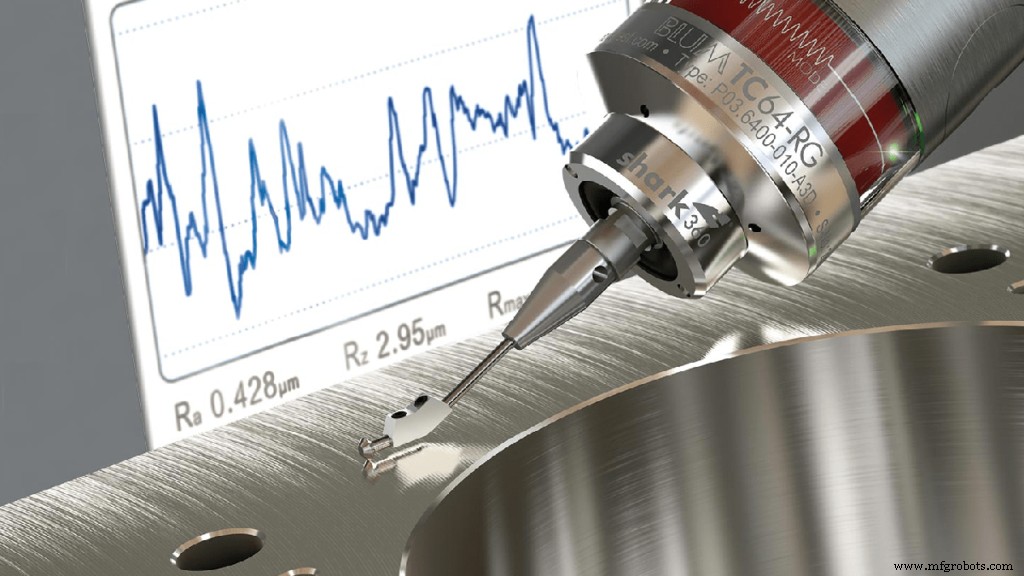
De directe meetmethoden meten de oppervlakteruwheid met een stylus. Dat houdt in dat de stylus loodrecht op het oppervlak wordt getrokken. De machinist gebruikt vervolgens een geregistreerd profiel om de ruwheidsparameters te bepalen.
Bij contactloze methoden wordt in plaats daarvan licht of geluid gebruikt. Optische instrumenten zoals wit licht en confocaal vervangen de stylus. Deze instrumenten gebruiken verschillende meetprincipes. De fysieke sondes kunnen dan worden geschakeld met optische sensoren of microscopen.
Ten eerste zal het gebruikte instrument een ultrasone puls naar het oppervlak sturen. Dan zal er verandering en reflectie van de geluidsgolven terug naar het apparaat zijn. Vervolgens kunt u de gereflecteerde golven beoordelen om de ruwheidsparameters te bepalen.
Vergelijkingstechnieken maken gebruik van oppervlakteruwheidsmonsters. Deze monsters worden gegenereerd door de apparatuur of het proces. Vervolgens gebruikt de fabrikant tactiele en visuele zintuigen om de resultaten te vergelijken met het oppervlak van bekende ruwheidsparameters.
Een voorbeeld van in-process technieken is inductie. Deze methode helpt om de oppervlakteruwheid te evalueren met behulp van magnetische materialen. De inductantie-pickup gebruikt elektromagnetische energie om de afstand tot het oppervlak te meten. Vervolgens kan de bepaalde parameterwaarde helpen bij het vinden van vergelijkende ruwheidsparameters.
Verschillende methoden voor het meten van oppervlakteruwheid
Er zijn verschillende methoden en apparatuur betrokken bij het meten van oppervlakteruwheid. De methoden kunnen in drie categorieën vallen. Dit zijn:
- Profileringstechnieken. Dit omvat de meting van het oppervlak met behulp van een sonde met een hoge resolutie. In dit proces moet je meer denken aan een grammofoonnaald in lijn met gevoeligheid. Een typische CNC-taster is mogelijk niet zo effectief.

- Gebiedstechnieken. Deze technieken meten een eindig gebied van het oppervlak. De meting biedt een statistisch gemiddelde van pieken en dalen in het oppervlak. Enkele voorbeelden van deze technieken zijn ultrasone verstrooiing, optische verstrooiing, capaciteitssondes en meer. Het is gemakkelijker te automatiseren en uit te voeren met gebiedstechnieken.
- Microscopietechnieken. Deze kwalitatieve technieken zijn gebaseerd op het meten van contrasten. De resultaten geven relevante informatie over pieken en dalen op oppervlakken.
Symbolen en afkortingen in de oppervlakteruwheidstabel
Wanneer u in uw favoriete browser zoekt naar symbolen voor bewerking van oppervlakteafwerking, ziet u een reeks afkortingen. Deze omvatten Ra, Rsk, Rq, Rku, Rz en meer. Het zijn eenheden die worden gebruikt bij het meten van oppervlakteafwerking.
Ra – Gemiddelde oppervlakteruwheid
Hoewel de meeste mensen Ra noemen als middellijngemiddelde of rekenkundig gemiddelde, is het de gemiddelde ruwheid tussen een ruwheidsprofiel en de gemiddelde lijn. Dit is de meest gebruikte parameter voor oppervlakteafwerking. De Ra-oppervlakteafwerkingstabel is ook een van de meest gebruikte voor absolute waarden.
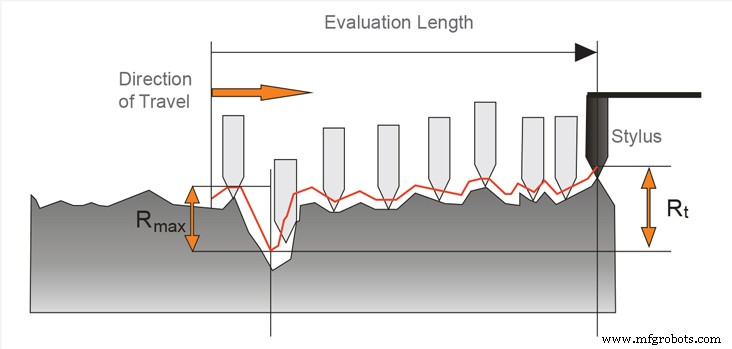
Rmax – Verticale afstand van piek tot dal
Deze ruwheidsparameter wordt het best gebruikt voor afwijkingen zoals bramen en krassen. Het is misschien niet duidelijk met de Ra-oppervlakteafwerkingstabel. Rmax is echter erg gevoelig voor die afwijkingen.
Rz – Gemiddelde maximale hoogte van het profiel
In tegenstelling tot Ra meet Rz de gemiddelde waarden van de vijf grootste verschillen tussen pieken en dalen. De meting wordt gedaan met behulp van vijf bemonsteringslengtes en het helpt om fouten te elimineren, aangezien Ra vrij ongevoelig is voor sommige extremen.
Tabel oppervlakteruwheid
De grafiek van de oppervlakteafwerking geeft belangrijke richtlijnen voor het meten van standaard oppervlakteafwerkingsparameters. Fabrikanten gebruiken het altijd als referentiemateriaal om de kwaliteit in het productieproces te waarborgen.

Er zijn verschillende processen bij het onderzoeken van de grafiek van de bewerkingsoppervlakte. Als gevolg hiervan wordt het een uitdaging om het beste proces te kiezen. Het meest robuuste is echter het gebruik van de conversietabel voor oppervlakteafwerking.
Conversietabel oppervlakteafwerking
In dit gedeelte vindt u een tabel voor de conversietabel voor oppervlakteafwerking. Deze tabel vergelijkt de verschillende oppervlakteruwheidsschalen voor productieprocessen. Laten we ondertussen enkele afkortingen doornemen die u daar vindt.
Ra =Gemiddelde ruwheid
RMS =Root Mean Square
CLA =Gemiddelde middellijn
Rt =ruwheid totaal
N =Nieuwe ISO (Grade) Schaalnummers
Afgesneden lengte =lengte vereist voor monster
| Ra (micrometer) | Ra (microinch) | RMS (microinch) | CAO (N) | Rt (micron) | N | Afkaplengte (inch) |
| 0,025 | 1 | 1.1 | 1 | 0.3 | 1 | 0,003 |
| 0,05 | 2 | 2.2 | 2 | 0,5 | 2 | 0,01 |
| 0,1 | 4 | 4.4 | 4 | 0,8 | 3 | 0,01 |
| 0,2 | 8 | 8.8 | 8 | 1.2 | 4 | 0,01 |
| 0,4 | 16 | 17,6 | 16 | 2.0 | 5 | 0,01 |
| 0,8 | 32 | 32,5 | 32 | 4.0 | 6 | 0,03 |
| 1.6 | 63 | 64,3 | 63 | 8.0 | 7 | 0,03 |
| 3.2 | 125 | 137,5 | 125 | 13 | 8 | 0,1 |
| 6.3 | 250 | 275 | 250 | 25 | 9 | 0,1 |
| 12,5 | 500 | 550 | 500 | 50 | 10 | 0,1 |
| 25,0 | 1000 | 1100 | 1000 | 100 | 11 | 0.3 |
| 50,0 | 2000 | 2200 | 2000 | 200 | 12 | 0.3 |
Tabel oppervlakteruwheid Cheatsheet
Dit spiekbriefje voor oppervlakteafwerking is een superhandig hulpmiddel om u te helpen de verschillende beschikbare oppervlakteafwerkingen beter te begrijpen.
| Micrometers Beoordeling | Microinch Beoordeling | Appl icaties |
| 25 | 100 | Ruwe, laagwaardige oppervlakken die het resultaat zijn van zagen of ruw smeden. Daarom zijn dergelijke oppervlakken geschikt voor bepaalde onbewerkte vrije ruimten. |
| 12,5 | 500 | Dit zijn ruwe, laagwaardige oppervlakken als gevolg van grove voedingen en zware sneden. Terwijl de sneden afkomstig zijn van draaien, frezen, schijfslijpen en meer. |
| 6.3 | 250 | Dit type oppervlakteafwerking is het resultaat van vlakslijpen, schijfslijpen, frezen, boren en meer. Daarom zijn ze voor vrije oppervlakken met spanningsvereisten en ontwerpvergunningen |
| 3.2 | 125 | Het ruwste soort oppervlak wordt vaak aanbevolen voor onderdelen. Het wordt ook gebruikt voor onderdelen die onderhevig zijn aan trillingen, belastingen en hoge spanningen. |
| 1.6 | 63 | Goede ruwheid/afwerking van de machine bij productie onder gecontroleerde omstandigheden. Het gaat ook om fijne voedingen en relatief hoge snelheden. |
| 0,8 | 32 | Een hoogwaardige machineafwerking die nauwlettend moet worden gecontroleerd. Het is relatief eenvoudig te produceren met cilindrische, centerloze of vlakslijpmachines. Het heeft ook de voorkeur voor producten die geen continue beweging of grote ladingen vereisen. |
| 0,4 | 16 | Hoogwaardige oppervlakken worden vaak geproduceerd met amarilpolijsten, leppen of grof honen. Deze afwerkingen zijn daarom geweldige opties waar gladheid van groot belang is. |
| 0.2 | 8 | Fijne, hoogwaardige oppervlakteafwerking geproduceerd door leppen, polijsten of honen. Machinisten gebruiken dit waar ringen en pakkingen over de oppervlaktekorrel moeten schuiven. |
| 0.1 | 4 | Een verfijnd oppervlak dat wordt aangeboden met leppen, polijsten of honen. Fabrikanten gebruiken het alleen als er verplichte ontwerpvereisten zijn. Daarom is het de beste afwerking in meter- en instrumentwerken. |
| 0.05 0,025 | 2 1 | Meest verfijnde oppervlakteafwerking geproduceerd met het fijnste polijsten, honen of superfinishing. Ze worden dus het best gebruikt voor fijne en gevoelige precisie-eindmaten. |
Conclusie
Aangezien het verkrijgen van nauwkeurige oppervlakteruwheid kostbaar en uitdagend kan zijn in de hedendaagse productie, vereisen oppervlakteafwerkingsbewerkingen de beste methode om de gewenste afwerkingen op gefabriceerde onderdelen te genereren.
Oppervlakteafwerking komt voort uit het begrip van de oppervlaktehardingssnelheid van een bepaald materiaal. Geen zorgen. RapidDirect is uw beste keuze voor hoogwaardige oppervlakteafwerking tegen de beste prijzen. Ons team van experts begrijpt de juiste methodes die betrokken zijn bij veeleisende oppervlakteafwerkingsnormen.

Bij RapidDirect bieden we volledig dimensionale inspectierapporten, zodat u zeker bent van de gewenste resultaten. We voeren ook verschillende afwerkingsprocessen uit, variërend van anodiseren, galvaniseren, parelstralen tot polijsten, borstelen en meer.
Onze services zijn van de hoogste kwaliteit en u kunt zeker zijn van de beste on-demand services. Bovendien hebben we alles in huis om het beste uit uw producten te halen. Neem vandaag nog contact met ons op via e-mail; we staan altijd klaar om met u samen te werken.
FAQ – Tabel met oppervlakteruwheid
Hoe kan ik oppervlakteruwheid meten?U kunt de oppervlakteruwheid berekenen door de gemiddelde oppervlaktepieken en -dalen over dat oppervlak te meten. De meting wordt vaak gezien als 'Ra', wat 'ruwheidsgemiddelde' betekent. Terwijl Ra een zeer bruikbare meetparameter is. Het helpt ook om te bepalen of een product of onderdeel voldoet aan verschillende industrienormen. Dit doet u door te vergelijken met grafieken voor oppervlakteafwerking.
Wat onderscheidt Ra en Rz in de oppervlakteruwheidstabel?Ra is een maat voor de gemiddelde lengte tussen pieken en dalen. Het meet ook de afwijking van de gemiddelde lijn op het oppervlak binnen een bemonsteringslengte. Aan de andere kant helpt Rz bij het meten van de verticale afstand tussen de hoogste top en het laagste dal. Het doet dit binnen vijf bemonsteringslengtes en neemt vervolgens het gemiddelde van de gemeten afstanden.
Wat zijn de factoren die de oppervlakteafwerking beïnvloeden?
Verschillende factoren zijn van invloed op de oppervlakteafwerking. De grootste van deze factoren is het productieproces. Bewerkingsprocessen zoals draaien, frezen en slijpen zijn afhankelijk van meerdere factoren. Daarom zijn de volgende factoren die de oppervlakteafwerking beïnvloeden:
Voedingen en snelheden
Conditie van het machinegereedschap
Gereedschapspadparameters
Snijbreedte (overstap)
Gereedschapsdoorbuiging
Snijdiepte
Trilling
Koelvloeistof
Industriële technologie
- Het gebruik van een digitale tweeling in productie begrijpen
- Inzicht in additieve productie voor ruimtevaart
- Cyclustijd versus oppervlakteafwerking
- Wat is oppervlakteruwheid?- Eenheid, grafiek, meting
- Wat is oppervlakteafwerking?- Eenheden, symbolen en diagram
- PCB-oppervlakteafwerkingen:HASL, OSP en ENIG
- Begin tot eind:de basisprincipes van oppervlaktemeting
- Aangepaste oppervlakteafwerkingsmeters voor moeilijk bereikbare plaatsen
- De waarde van automatisering in de productie begrijpen
- Investment Gieten Oppervlakteafwerking
- Wat is een standaard bewerkingsoppervlakteafwerking?