


Tig versus Mig-lassen | Wat is het verschil?
Kun je veel objecten bedenken die niet zijn gemaakt met gelaste onderdelen of zelf zijn gelast? Het is een zware taak. We weten dat lassen een integraal onderdeel is van het productieproces, maar met zoveel verschillende methoden kan het moeilijk zijn om het verschil te begrijpen of te bepalen welke methode het beste is. De meeste industriële bedrijven blijven op de hoogte van de ontwikkelingen en veranderingen in lasstijlen en -technieken, maar sommige weten niet waar ze moeten beginnen. Of je nu niet bekend bent of gewoon een opfriscursus nodig hebt, lees verder voor de verschillen tussen de meest voorkomende lasmethoden die in de productie worden gebruikt.
Lassen 101
Het concept van lassen dateert uit de middeleeuwen met het hitte- en hamerproces dat bekend staat als 'smeedlassen'. Snel vooruit naar de afgelopen 100 jaar en we kunnen de ontwikkeling zien van bijna alle moderne lasinnovaties die we vandaag hebben. We worden nu geconfronteerd met verschillende lasmethoden, elk met hun eigen voor- en nadelen. De twee belangrijkste lasmethoden die betrekking hebben op onze branche zijn MIG en TIG, maar we zullen ook een andere belangrijke methode behandelen, staaflassen. De gekozen methode moet afhangen van het metaal, de omgeving, de toepassing, de snelheid en meer.
Wat is MIG-lassen?
MIG-lassen, ook bekend als Gas Metal Arc Welding (GMAW), is het meest voorkomende type lassen dat wordt gebruikt door automatiserings- en productieprofessionals op maat.

Toevoegdraad en beschermgas stromen door het laspistool tijdens MIG-lassen
Metalen:
- Roestvrij staal
- Zacht staal
- Aluminiumlegering
Gekozen voor:
- Snelheid
- Flexibiliteit
- Minimale opruiming
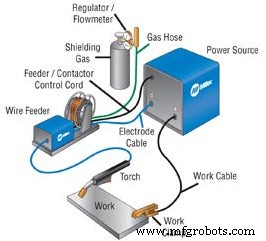 MIG-lassers gebruiken een draadlaselektrode die automatisch met een constante snelheid door de spoel wordt gevoed. De elektrische stroom tussen de draad en het metalen oppervlak creëert een boog die de draad doet smelten en helpt bij het creëren van een zeer sterke las met weinig reiniging. Een inert beschermgas stroomt samen met de elektrode door het laspistool en beschermt de las tegen verontreiniging. MIG-lassen kan worden gebruikt op roestvrij staal, zacht staal en aluminium zo dun als 26-gauge en ook op veel dikkere stukken. Het is waarschijnlijk de gemakkelijkste methode om te leren en resulteert in mooie, sterke lassen. Minimale schoonmaak is vereist, wat betekent dat er weinig tot niet wordt geschuurd of geschuurd. Het is de go-to-methode voor onze lasdiensten.
MIG-lassers gebruiken een draadlaselektrode die automatisch met een constante snelheid door de spoel wordt gevoed. De elektrische stroom tussen de draad en het metalen oppervlak creëert een boog die de draad doet smelten en helpt bij het creëren van een zeer sterke las met weinig reiniging. Een inert beschermgas stroomt samen met de elektrode door het laspistool en beschermt de las tegen verontreiniging. MIG-lassen kan worden gebruikt op roestvrij staal, zacht staal en aluminium zo dun als 26-gauge en ook op veel dikkere stukken. Het is waarschijnlijk de gemakkelijkste methode om te leren en resulteert in mooie, sterke lassen. Minimale schoonmaak is vereist, wat betekent dat er weinig tot niet wordt geschuurd of geschuurd. Het is de go-to-methode voor onze lasdiensten.
Flux Core Arc Welding (FCAW) is een variant van MIG-lassen die erg op elkaar lijkt, maar waarvoor geen beschermgas nodig is. In plaats daarvan voedt het een Flux-Cored draad om de boog af te schermen als een eenvoudige benadering die goed werkt in zware winderige omstandigheden of op vuile metalen. Het kan worden gebruikt op vergelijkbare metalen en in verschillende diktes. Hoewel dit proces niet veel wordt gebruikt in de productie, wordt het vanwege de snelheid en draagbaarheid vooral in de bouw gebruikt.
Wat is TIG-lassen?
TIG-lassen, ook bekend als Gas Tungsten Arc Welding (GTAW), is een ander op een boog gebaseerd lasproces waarbij een niet-slijtbare wolfraamelektrode wordt gebruikt om de las te maken. In tegenstelling tot MIG wordt lasdraad met de hand aangebracht.

Let op de handlasdraad die wordt gebruikt bij TIG-lassen
Metalen:
- Roestvrij staal
- Zacht staal
- Aluminium legeringen
- Titanium*
- Chromoly*
- Koper*
- Messing*
- En meer
* Geeft metalen aan die uitsluitend bij deze methode worden gebruikt.
Gekozen voor:
- Hoogste kwaliteit
- Best uitziende afwerking
- Geen opruiming
- Grootste verscheidenheid aan metaalsoorten en -maten
- Verdunnere metalen
Zoals de langere naam al aangeeft, gebruikt deze methode ook een beschermgas (vaak argon) en toevoegmetaal om het lasgebied te beschermen tegen verontreiniging. TIG-lassen is veel moeilijker onder de knie te krijgen en aanzienlijk langzamer dan andere methoden, maar het biedt de grootste controlemogelijkheden die sterkere lassen van hogere kwaliteit mogelijk maken. Als bijkomend voordeel is het ook de schoonste methode en vereist vaak geen overmatige opruiming.
er zijn weinig dingen die visueel aantrekkelijker zijn in onze branche dan hoogwaardige roestvrijstalen of aluminium TIG-lassen. Vaak aangeduid als "stapelen" of "dubbeltjes leggen", maken bekwame lassers lassen die zowel esthetisch als structureel zijn.

"Dubbeltjes stapelen" met behulp van TIG-lassen op roestvrij staal
Wat is elektrodelassen?
Ook bekend als Arc of Shielded Metal Arc Welding (SMAW), Stick-lassen is de meest elementaire vorm van lassen, maar niet per se de gemakkelijkst te begrijpen. Het is gemakkelijk onder de knie te krijgen en is heel gebruikelijk in zowel zware constructies als thuis.

Bij het lassen met een staaf wordt een elektrode "stick" gebruikt in plaats van een pistool
Metalen:
- Roestvrij staal
- Staal
- Gietijzer*
* Geeft aan dat metaal uitsluitend bij deze methode wordt gebruikt.
Gekozen voor:
- Dikkere metalen
- Buiten/winderige omgevingen
- Vergeving met vuile of roestige metalen
Bij het lassen van een staaf is geen gas nodig, maar er wordt gebruik gemaakt van een "stick" van een verbruikbare elektrode die elektrische stroom tussen het staafje en het metalen oppervlak laat lopen. In sommige toepassingen kan de meest gebruikelijke elektrode met een diameter van 1/8 inch in slechts één minuut worden verbruikt. Het wordt nog steeds beschouwd als de meest economische methode. U hebt dit type waarschijnlijk gezien in zware toepassingen op schepen, tractoren en meer. Dat komt omdat staaflassen het meest geschikt is voor dikker metaal, meestal met een dikte van 18 gauge of meer. In tegenstelling tot de andere methoden produceert staaflassen veel slak - de overtollige spetters die u waarschijnlijk tijdens het lasproces hebt gezien - en moet aanzienlijk worden schoongemaakt. Het is de minst gebruikelijke methode die wordt gebruikt in de algemene productie, maar goed voor toepassingen die geen schone afwerking vereisen.
Lasbronnen
Lassen is een divers en continu evoluerend proces. Er zijn nog veel meer methoden en variaties die hier niet worden besproken. Dit artikel is gemaakt om een overzicht te geven van de meest voorkomende lasmethoden die worden gebruikt in aangepaste automatisering en productie en ondersteund door de bronnen van Miller. Als u meer wilt weten, raden we u aan naar MillerWelds.com te gaan. Sinds 1927 zijn ze marktleider op het gebied van lassers en laskennis.
Onze Engineered Solutions-groep bevat een uitgebreide machinewerkplaats met een team van ervaren fabrikanten gewapend met Miller-lassers. Of u nu een kant-en-klaar product wilt of alleen metaalbewerking, laat ons onze lasdiensten voor u aan het werk zetten. We staan altijd klaar om Amerikaanse productie te ondersteunen.
Uw lasvragen, beantwoord
Neem gerust contact met ons op als u specifieke vragen heeft over lassen of iets anders op maat gemaakt.
BONUS Spotlight voor bestaande professionals:leer lean te gaan met uw eigen laswerkzaamheden
En voor het geval je net als wij bent en geen genoeg kunt krijgen van lasfoto's, hier zijn er nog een paar.


Industriële technologie
- MIG-lassen versus TIG-lassen
- Forehand-lassen versus backhand-lassen:wat is het verschil?
- C++ versus JAVA:wat is het verschil?
- Robotisch MIG versus TIG-lassen:het juiste robotlassen voor uw toepassing kiezen
- Brownout versus Blackout:wat is het verschil?
- Wat is het verschil:MIG Vs. TIG-lassen
- Thermoplastisch versus thermohardend plastic:wat is het verschil?
- Welk gas kan ik het beste gebruiken voor MIG-lassen?
- MIG versus TIG-lassen
- Wat is het verschil tussen metaalfabricage en metaallassen?
- Staalhoek versus aluminium hoek:wat is het verschil?