


Waarom optische metrologie in beweging is
Onlangs is de kracht van optische metrologie in combinatie met automatisering erkend. Wat maakt het automatiseren van metrologische bewerkingen zo belangrijk?
Het verplaatsen van metrologie naar het proces, in plaats van het alleen in het kwaliteitslab te houden, zal de algehele kwaliteit verhogen en de automatisering van de productie zelf efficiënter maken”, zegt Robert Wasilesky van Carl Zeiss Industrial Metrology LLC (Brighton, MI). "Metrology Optimized Manufacturing [MOM] is zeker een trend die we zien." Hij merkte voorzichtig op dat metrologie productie niet mogelijk maakt - het werkt nu goed - maar het optimaliseert om nog beter te werken.
Optische metrologie in zijn verschillende vormen is volgens hem vaak de beste methode om de automatisering te verbeteren vanwege de snelheid in vergelijking met andere methoden. Andere voordelen van optische methoden zijn onder meer hun vermogen om te meten zonder markeringen of vervorming van delicate oppervlakken, zoals plaatmetaal van de carrosserie, composietonderdelen of delicate chirurgische implantaten. Een ander voorbeeld is het gebruik van meetapparatuur om robots nauwkeurig te verplaatsen, waardoor hun locatienauwkeurigheid wordt vergroot van enkele millimeters tot 100 m of beter.
Om MOM uit te breiden, zei Wasilesky, betekent het uitbreiden van de klanteducatie. Productie-ingenieurs zijn zich tegenwoordig misschien niet bewust van hoe veel meer geoptimaliseerd hun winkel zou kunnen zijn.

"Ik denk dat er een potentieel is om de productie-efficiëntie te verhogen, vooral in de automobielsector, door vergelijkende sprongen te maken door middel van Metrology Optimized Manufacturing", zei hij. Het concept moet fabrikanten bereiken, en Wasilesky merkte op dat de automatiseringskant van de metrologiemarkt met bijna 20% per jaar groeit, terwijl de rest van de kwaliteitsgerelateerde markt met ongeveer 6% groeit. Hij zei dat dit grotendeels te wijten is aan een grotere acceptatie door klanten van optische metrologiemethoden dan contactsondes, een gevoel dat door anderen in een aantal gesprekken werd gedeeld. De technologie is beter geworden, er zijn meer keuzes van optische methoden om uit te kiezen, en verwerkingssoftware die wordt gehost op steeds snellere computerplatforms is drastisch verbeterd. "Hoewel de principes hetzelfde zijn, is het gewoon veel capabeler geworden", zei hij.
Een goed voorbeeld van deze convergentie van snellere optica, betere algoritmen en krachtige computing is de Zeiss AIMax cloud optische 3D-sensor. Geclassificeerd als een gestructureerd lichtsysteem, vertrouwt het op slechts één projector en één sensor. Dit zorgt voor een compactere detectiekop, maar misschien nog belangrijker is dat het systeem is geprogrammeerd om functies snel te meten, meestal in minder dan 0,5 sec - denk aan gaten, sleuven, klinknagels of T-pinnen - vanuit een puntenwolk in plaats van met de puntenwolk als eindresultaat. Dit zorgt voor een systeem dat ideaal is voor in-line inspectie, met name voor automotive plaatwerk en BIW (Body in White) componenten. Wasilesky verklaarde dat het systeem, inclusief sensor en robotbeweging, een meetnauwkeurigheid van 300 m of beter zou kunnen bieden aan Six Sigma.
Zeiss biedt ook oplossingen voor near-line metingen en snellere, optische vervangingen voor CMM's op de werkvloer voor off-line metingen die zich ook in de buurt van het productiepunt bevinden. De AIBox is zo'n compleet systeem gericht op het verkrijgen van CMM-nauwkeurigheidsniveaus zonder een bezoek aan een kwaliteitskamer. De AIBox kan een sferische fout van minder dan 40 m meten volgens de VDI 2634-standaard met behulp van zowel een digitaal randprojectiesysteem als een standaard fotogrammetrie-apparaat. Het is standaard voor grote onderdelen tot een grootte van 2000 mm en een gewicht van 1000 kg.
Automatisering en onderdelen
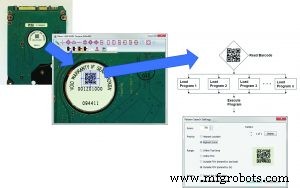
Een van de nuttiger optische meetapparatuur voor inbedding in een geautomatiseerd systeem zijn videosystemen op precisiebewegingstafels, zoals de Nikon iNEXIV-serie. Omdat het meetsysteem een camera bevat, kan het eenvoudig worden aangepast aan vision-taken, waardoor nieuwe mogelijkheden ontstaan, zoals het lezen van streepjescodes of QR-codes die tegenwoordig veel voorkomen bij onderdelen, volgens Nate Frost, productmanager voor Nikon Metrology (Brighton, MI) . "We kunnen ook tekstgegevens lezen, ofwel een onderdeelnummer op een onderdeel of op een bedrukt papier dat bij het onderdeel hoort." Dit tilt automatisering naar een hoger niveau, want door het lezen van een streepjescode en het identificeren van het onderdeel kan het apparaat het juiste meetprogramma oproepen en de resultaten automatisch vastleggen in een rapport voor dat individuele onderdeel.
Dit kan vooral handig zijn nu de Smart Factory en het Industrial Internet of Things zich blijven ontwikkelen. "Dit zijn geen traditionele automatiseringstaken", zegt Frost. “Het automatisch laden van onderdelen op een meetsysteem zou iets moeten zijn dat elke metrologieleverancier kan accommoderen. [Barcode lezen is] in plaats daarvan gerelateerd aan het nemen van beslissingen, "zei hij. Het verwijdert de menselijke factor en verbetert de kwaliteit.

Een efficiënte manier om een onderdelenprogramma te maken is net zo belangrijk. In navolging van een algemene trend in de branche is het nu beschikbaar in Nikon's CMM-Manager 3.6 om programma's te maken op basis van het offline lezen van een CAD-model. Dit is de nieuwste versie van de ondersteuningssoftware voor Nikon's vision-systemen. "De vorige software gebruikte alleen een joystick om een programma in te leren", zei Frost. "Dit is vrij nieuw voor videomeetprogramma's." Waarom? Omdat, in tegenstelling tot het offline programmeren van een contactsonde of zelfs een laserlijnsensor, een videoprogramma rekening moet houden met verlichting, randeffecten, glinstering van reflecterende oppervlakken en andere effecten die uniek zijn voor video. “Er kunnen simulaties worden uitgevoerd en inspectieresultaten kunnen in realtime worden geverifieerd. Hoe completer het CAD-model, hoe efficiënter het inspectieproces wordt”, zegt Frost. "Met vision, autofocuslaser, roterende indexer en tactiele invoer kunnen we zelfs functies en geometrie meten die u niet kunt zien met een traditioneel visionsysteem."
Waarom denkt hij dat er een push voor automatisering is? "De gemeenschappelijke noemer is dat bedrijven hun werkpersoneel en operaties naar voren leunen", zei Frost. “Ze verwachten dat hun medewerkers flexibeler zijn. Ze willen dat ze een CNC-frees en een metrologiesysteem kunnen laten draaien. We zien dit over de hele linie, maar vooral in jobshops waar medewerkers een manusje van alles moeten zijn.” Het automatiseren van metrologie zal dit veel gemakkelijker maken.
Automobiel met groot volume
"De precisie en snelheid van optische meettechnieken is wat het zo goed maakt voor automatisering", beaamt Andreas Blind, vice-president verkoop, marketing en services voor Jenoptik (Rochester Hills, MI). Jenoptik biedt een breed scala aan metrologische sensoren, voornamelijk maar niet uitsluitend voor in-process controle. Deze variëren van luchtmeters en contactmetingen tot geavanceerde optische sensoren met hoge snelheid. “Elk heeft zijn plaats. Optische technieken werken meestal niet goed in omgevingen die vuil of olieachtig zijn, maar optisch is veel flexibeler en is vooral handig wanneer de onderdelen niet kunnen worden aangeraakt of wanneer u snelheid nodig hebt,” zei hij.
Jenoptik's Opticline-serie apparaten is een goed voorbeeld van een techniek - een schaduwgrafiek - verpakt in een snelle geautomatiseerde kast voor het meten van assen. Shadowgraph-systemen zijn ideaal voor het meten van roterende onderdelen, zelfs die niet aximetrisch zijn, zoals nokkenassen en krukassen. Het bedrijf merkt op dat er wereldwijd meer dan 2500 Opticline-systemen zijn geïnstalleerd, in verschillende maten en mogelijkheden voor het meten van grote of kleine stukken. Er is bijvoorbeeld een reeks Opticline-stations met interfaces voor statistische procescontrole (SPC) voor snelle bewaking met behulp van het SPC-systeem naar keuze voor die fabriek. Nauwkeurigheden worden gerapporteerd als MPe en zijn zo goed als (1,5 +L/200) m voor het meten van diameters met een meetsnelheid tot 80 mm/sec.

Een andere belangrijke functie van optische controle tijdens het proces is detectie van oppervlaktefouten, aldus Blind. "Onze Optisense-technologie maakt gebruik van een combinatie van unieke sensoren, verlichting, automatisering en software waarmee we zelfs de kleinste defecten in oppervlakken en onderdelen kunnen detecteren", zei hij. Het detecteren van oppervlaktefouten in de boringen van motorcilinders is vooral belangrijk met de huidige focus op brandstofverbruik en emissies. De komst van met plasma gespoten boringen die dikkere en zwaardere stalen hulzen in aluminium blokken vervangen, maakt het opsporen van oppervlaktefouten bijzonder belangrijk. "Onze IPS-lijnboringsensoren zijn verkrijgbaar in verschillende boringsmaten, van 4 tot 150 mm, afhankelijk van het soort sensor dat men zou gebruiken", aldus Blind. "Ze kunnen fouten tot 30 m detecteren en zijn meestal geautomatiseerd, hoewel ze ook beschikbaar zijn in semi-automatische versies," zei hij. Hij merkte op dat automatisering vooral belangrijk is voor de automobielsector. "Tachtig procent van onze apparatuur gaat momenteel naar de automobielindustrie", zei hij.
Nieuwe sensoren, meer automatisering
Een andere onaangename realiteit voor metrologieaanbieders is dat kwaliteitscontroles vaak als een kostenpost kunnen worden gezien, simpelweg verloren tijd in de productie. Dat zegt Stefan Scherer, president en CEO van Alicona (Graz, Oostenrijk). Hij zei dat metrologie waarde kan toevoegen. "Als we kunnen aantonen dat ze hun productieproces kunnen aanpassen met behulp van metrologie om de productie proactief te verbeteren en flexibeler te maken, denken we dat dat een groot verschil zal maken." Hij gelooft vooral dat de resultaten van metrologie van vitaal belang zijn in de groeiende Smart Manufacturing of Industry 4.0-beweging. "We moeten machines een slim oog geven", zei hij.
Alicona is een innovatief bedrijf, gebaseerd op een relatief nieuw metrologieprincipe dat Focus Variation heet. Deze techniek biedt oppervlaktegegevens met een hoge resolutie met een beperkte scherptediepte, vergelijkbaar met maar geavanceerder dan confocale beeldvorming of optische secties, omdat het ook kleurgegevens levert. Het meet zowel oppervlaktevorm als ruwheid en is volgens het bedrijf vooral handig in productieomgevingen. "Onze technologie is nuttig voor het meten van kleine objecten met hoge precisie of relatief kleine functies, zoals micro- of precisiefabricage, wanneer toleranties in het bereik van 20 m of minder liggen", zei Scherer. Om optimaal te kunnen werken, vereist Focus Variation een Ra-oppervlakteruwheid van 9 nanometer of meer. De gegevenssnelheid is maximaal 1,7 miljoen punten per seconde.
Na eerst succes te hebben geboekt bij het meten van randvoorbereidingen voor snijgereedschappen, breidde het bedrijf zijn aanbod uit en automatiseerde het zijn sensoren.
Automatisering is cruciaal voor Scherers visie op een slim oog, en het bedrijf wendde zich daarbij tot collaboratieve robots of cobots. Waarom cobots? “We zien een verschuiving naar hogere precisie en tegelijkertijd minder volume. Vroeger maakte een fabrikant misschien wel een miljoen onderdelen. Tegenwoordig maken ze misschien 50.000 van het ene soort onderdeel en gaan dan over op het produceren van 75.000 van een ander”, zei hij. Hij gelooft dat cobots werknemers in deze flexibele productieomgevingen in staat stellen, ze nuttig te maken en waarde toe te voegen. "We hebben een cobot op een mobiel platform gemonteerd om hem gemakkelijker naar een bewerkingscentrum te brengen", zei hij. De gebruiker controleert een paar belangrijke parameters om de machine in te stellen voor het maken van de volgende set onderdeelnummers en gaat dan verder met de volgende taak.
Het nieuwste aanbod van Alicona zijn twee nieuwe cobotproducten voor gedefinieerde toepassingen, een voor lange ronde gereedschappen en de andere voor turbineschijven. De gereedschapsoplossing breidt Alicona's expertise op het gebied van randvoorbereiding uit met metingen op negen assen op een verrijdbaar draagbaar platform.
Met de Alicona schijfoplossing wordt de robotarm met aangehechte meetsensor door een operator naar de gewenste oppervlaktepositie gemanipuleerd. Op de sensor zijn twee handgrepen met geïntegreerde joystick gemonteerd. Door middel van een app geeft een smartphone de liveweergave weer voor handmatige of automatische nauwkeurige positionering en meting.
Standaardoplossingen, flexibele automatisering
Een andere veel voorkomende trend is het ontwikkelen van een standaard automatiseringsoplossing rond bestaande meetapparatuur. Metrologiebedrijven bieden nu standaardoplossingen aan waarin robots, behuizingen en opspanningen zijn geïntegreerd. Meestal gericht op een klasse van problemen, kunnen ze worden aangepast om te voldoen aan de doorvoer- en tolerantievereisten van een fabrikant.
In 2014 introduceerde Hexagon Manufacturing Intelligence (North Kingston, RI), het 360 Smart Inline Measurement System, of 360 SIMS, met behulp van zijn WLS (white light scanner) gestructureerde lichtapparaten. Volgens Hexagon is een in-line systeem gebouwd rond een WLS ideaal voor de productie van carrosserieën in het wit, omdat de WLS relatief ongevoelig is voor trillingen in de buurt - het verzamelt gegevens in milliseconden. Om het nog sneller te maken, verzamelt de 360 SIMS alleen geselecteerde functies, zoals gap-and-flush of gaten, volgens Amir Grinboim, Hexagon productmanager.
Hexagon heeft dat inline-aanbod nu uitgebreid met de 360 Flexible Measurement Cell, of 360 FMC, die voor het eerst werd geïntroduceerd in september 2016. “Een kant-en-klare oplossing is krachtig en kosteneffectief als het gaat om installatie, integratie en integratie van veiligheidsprotocollen ', zei Grinboim. "Het vermindert de totale kosten van engineering en ontwerp om dat één keer te doen." De veiligheidsprotocollen op de 360 FMC voldoen aan de ANSI RIA 15.06-2012 norm. Onderdeelafmetingen kunnen tot 2,2 m lang zijn en tot 1500 kg wegen.
De basisconfiguratie van 360 FMC is een behuizing die is uitgerust met een enkele FANUC M-710iC/50-robot waarop een Hexagon WLS400A-sensor is gemonteerd, aangedreven door het CoreView-softwarepakket. Het meet onderdelen die op één, twee of drie afzonderlijke draaitafels zijn bevestigd, afhankelijk van de gekozen configuratie. "Een modulaire, flexibele oplossing stelt onze klanten in staat om de cel niet alleen voor metrologie te gebruiken, maar ook om de doorvoer aan te pakken", legt Grinboim uit. "We wilden dat het zich gedurende de hele productiecyclus aanpaste aan veranderende omstandigheden." Volgens Grinboim kunnen klanten het aantal draaitafels toevoegen of verminderen zonder grote inspanningen voor herontwerp of re-integratie. "Het toevoegen of verwijderen van draaitafels is plug-and-play."
De 360 FMC heeft geen referentiedoelen op het onderdeel nodig en vertrouwt op de robotbeweging met compensatieprogramma's. "Het meet met een nauwkeurigheid van 100-150 m, gebaseerd op het type kenmerk, dat geschikt is voor typische plaatwerktoepassingen in de automobielindustrie", aldus Grinboim.
Automatisering Besturingssysteem
- Waarom verhuizen naar de cloud? 10 voordelen van cloudcomputing
- Het belang van circuitbeveiliging in het ontwerp van elektrische distributiesystemen
- Waarom de tijd rijp is om over te gaan op proactieve operaties
- Robotisch metrologiesysteem automatiseert meetproces
- 5 W's van de draagbare brailleleesregel
- Waarom de Amerikaanse maakindustrie een recessie doormaakt
- De 5 tools die Lean Manufacturing tot een succes maken
- WEF:Waarom cobots de toekomst van productie zijn
- Het menselijke element van automatisering
- Wat is het Amerikaanse productiesysteem?
- De volgende dimensie van oog-handtoepassingen – Beweging