


Wat zijn schokken en versnellen bij 3D-printen? Een eenvoudige gids!
Wanneer we aan de slag gaan in de wereld van 3D-printen, leren we eerst over de omgekeerde relatie tussen de uitvoerkwaliteit van een stuk en de bewegingssnelheid van de printer. Hiermee bedoel ik niets anders dan het simpele feit dat een lagere bewegingssnelheid van het extruderen over het algemeen een beter uitziend object zal opleveren.
Naarmate de tijd verstrijkt, leren we ook meer parameters die kunnen worden aangepast om het gewenste resultaat voor onze specifieke doeleinden te krijgen. Twee belangrijke instellingen met betrekking tot bewegingssnelheid zijn schok en versnelling. Hoewel ze subtieler en niet zo rechtlijnig zijn, zijn ze verrassend belangrijk en kunnen ze ons project maken of breken.
Jerk bepaalt het snelheidsbereik (van 0 mm/s tot de gespecificeerde snelheid) waarin de printer de versnellingsparameter volledig negeert en rechtstreeks naar de snelheid gaat die is gedefinieerd onder de jerk-instelling. Versnelling daarentegen bepaalt de mate van verandering van de bewegingssnelheid ten opzichte van de tijd. Deze veranderingssnelheid wordt gedefinieerd in mm/s en beïnvloedt de afdruksnelheid totdat de maximale bewegingssnelheid is bereikt.
Het definiëren van schokken en acceleratie in 3D-printen
3D-printers gebruiken een zeer krachtige besturingskaart in termen van rekenmogelijkheden. Met dit bord kan de G-code (opgeslagen op een SD-kaart of verzonden via een USB-kabel) worden geïnterpreteerd en uitgevoerd. Deze code geeft informatie over richting en bewegingssnelheid, die regel voor regel wordt gelezen en uitgevoerd door onze printer. Er zijn echter waarden vastgelegd in de firmware van de machine die niet in de G-code zijn geschreven, die in meer detail definiëren hoe de bewegingen worden uitgevoerd.
Onder hen kunnen we ruk en versnelling noemen, die belangrijk zijn om de juiste maatnauwkeurigheid te bereiken in een acceptabele afdruktijd
Ironisch genoeg heeft eikel de neiging om mensen met een meer technische achtergrond te verwarren. Dit komt door het feit dat deze term in de natuurkunde is gedefinieerd, maar een andere betekenis heeft als het om 3D-printers gaat. Onwetende mensen zoals ik hoeven niet met deze verwarring om te gaan, omdat ik niet op de hoogte was van deze dubbelzinnigheid voordat ik het juiste onderzoek voor dit artikel deed.
Als je geïntrigeerd bent, in de natuurkunde, kunnen we versnelling definiëren als de snelheid van verandering van de snelheid ten opzichte van de tijd. Analoog, ruk is niets anders dan de snelheid van verandering van versnelling ten opzichte van de tijd. Wiskundig gezien zijn dit de eerste en tweede afgeleiden van snelheid ten opzichte van tijd.
Nadat we dit (on)noodzakelijke onderscheid hebben verduidelijkt, kunnen we ruk en versnelling definiëren voor 3D-printen!
Wat is schokken bij 3D-printen?
Jerk is een parameter die de minimale snelheidsvariatie meet die versnelling op één as vereist. Hoewel het ingewikkeld klinkt, is het gemakkelijker te zien wanneer de snelheidsvariatie zich in een bocht voordoet:bij het bereiken van het uiterste moet de extruder "remmen" voordat hij van richting verandert. Als de schokwaarde te laag is, zal de beweging soepeler zijn wanneer deze de hoek bereikt en zal de snelheidsvariatie niet drastisch zijn wanneer de hotend van richting verandert.
Als we bijvoorbeeld print jerk instellen op 20 mm/s, vertellen we de printer dat hij onmiddellijk van 0 mm/s naar 20 mm/s moet gaan, waarbij de versnellingsparameter wordt genegeerd. Versnelling heeft alleen invloed op verdere snelheidsverhogingen van 20 mm/s tot de maximale snelheid.
Anders, als de jerk-waarde te hoog is ingesteld, duurt het minder lang om de maximale snelheid te bereiken en worden de afdruktijden verkort. Zoals alle parameters bij 3D-printen, moet er een evenwicht worden gevonden tussen snelheid en afdrukkwaliteit, aangezien een te hoge waarde verhoging van de trillingen de trillingen verhoogt en problemen veroorzaakt zoals nevenbeelden of verlies van stappen in de motor.
Wat is versnelling bij 3D-printen?
Versnelling geeft aan hoe snel de bewegingssnelheid op elke as toeneemt. Net als bij het autorijden wordt de maximale snelheid pas bereikt als je voldoende afstand hebt. De printer draait per definitie met een snelheid tussen 0 mm/s (helemaal stil) en de maximale snelheid die op de slicer is ingesteld, vooral op complexe onderdelen met veel hoeken.
Als u de versnelling verhoogt, wordt de printer sneller als deze voldoende afstand heeft om te reizen. Jerk is verantwoordelijk voor de onmiddellijke snelheidsverhogingen. Samen kunnen ze uw printer soepeler maken en tegelijkertijd de afdruktijd verkorten.
Hoewel je voor elke as verschillende versnellings- en jerkwaarden kunt instellen, is het aan te raden om op de X-as en op de Y-as dezelfde waarden te gebruiken. Op deze manier zien afgedrukte objecten er hetzelfde uit, ongeacht hoe ze tijdens het afdrukken zijn georiënteerd.
Hoe beïnvloedt schokken en versnellen de algehele kwaliteit?
Wanneer de extruder van richting (of snelheid) verandert, moet hij eerst de snelheid op de ene as verlagen en de snelheid op de andere verhogen. Als de jerk te hoog is ingesteld, zal deze verandering snel en abrupt zijn, waardoor ongewenste trillingen op het onderdeel kunnen worden overgedragen. Evenzo, als de ingestelde versnelling te hoog is, heeft de printer mogelijk niet genoeg afstand of tijd om de hotend-wagen te stoppen. Dit levert een overshoot op die de hotend voorbij de gewenste positie brengt.
Daarentegen zorgt het instellen van lage schok- en versnellingswaarden ervoor dat onze printer in een conservatief bewegingsbereik werkt. Afwerkingen zijn misschien beter, maar printen kost meer tijd en maakt het economisch onhaalbaar. Als algemene regel zullen we gedijen voor de hoogste punten van schok en versnelling waarbij het uiterlijk van het object acceptabel blijft.
Gevolgen van schokinstellingen op de afdrukkwaliteit
- Zeer lange afdruktijden :printtijd kan worden verkort als jerk-waarden correct zijn ingesteld. De maximumsnelheden die in de G-code zijn vastgelegd, worden sneller bereikt en vragen minder afstand.
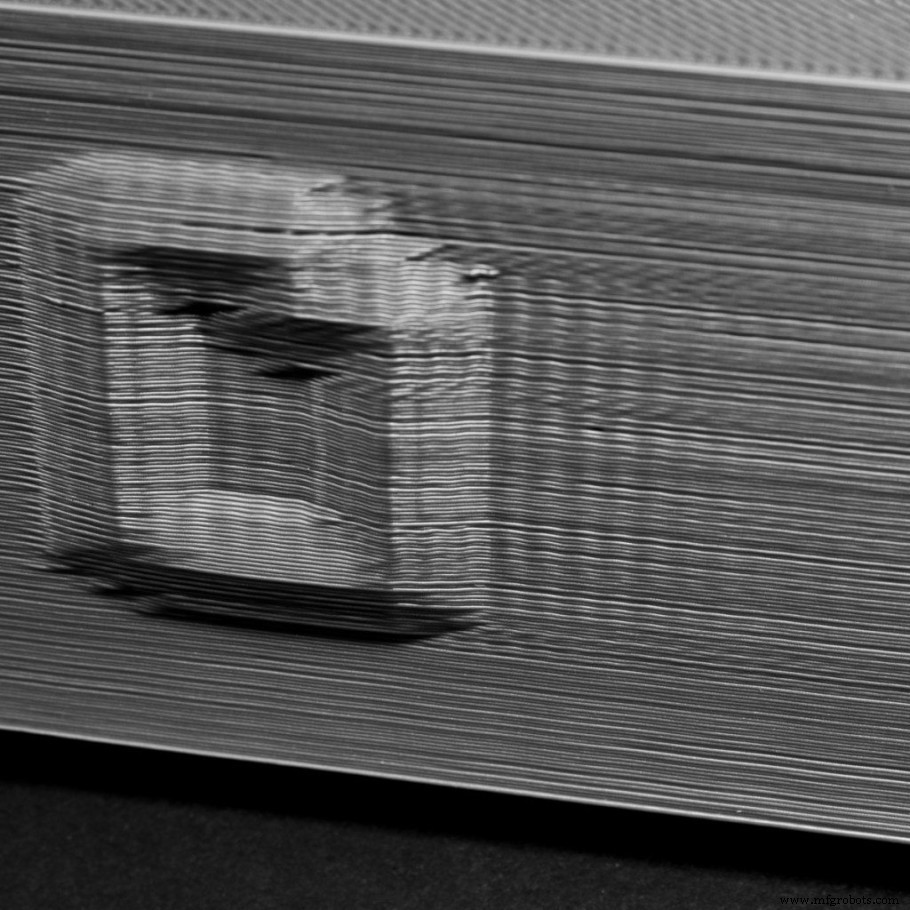
- Overmatige trillingen :Wanneer de printer van richting verandert onder een hoek van bijna 90 graden, treden er ongewenste trillingen op in de hotend. Deze trilling wordt naar het stuk overgebracht en genereert een “echo ” aan de buitenkant van het stuk. Dit probleem, ook wel ghosting of ringing genoemd, hangt (onder andere, zoals riemspanning) af van de manier waarop de printer zijn bewegende delen versnelt.
- De structuur van de 3D-printer verzwakken :Dit probleem komt vaker voor bij printers met een direct extrusiesysteem, aangezien de extruder en de hotend samen bewegen. De versnelde massa leidt ertoe dat de structuur van de printer voortdurend schudt, bouten en moeren losmaakt en het oorspronkelijke probleem verder vergroot.
- Afgeronde hoeken :Soms komen de scherpe hoeken van een stuk er afgerond uit, als gevolg van een onjuiste afstelling van de ruk. Het moet worden gecorrigeerd om de hotend correct van richting te laten veranderen.
Gevolgen van versnellingsinstellingen van afdrukkwaliteit

- Overmatige ruis :Wanneer de versnelling te hoog is, maakt de printer zeer harde geluiden. Een juiste instelling kan het geluid van de printer helpen verminderen.
- Z-wobble :Dit probleem manifesteert zich als een variatie in de afmetingen van het onderdeel langs de Z-as. Als de verticale staven niet gebogen zijn, is de kans groot dat de versnelling te hoog is.
- Laaglijn slaat over :Als de hotend te snel beweegt voordat het wordt geëxtrudeerd, is een klein deel van de lijn leeg.
De optimale schok- en acceleratie-instellingen vinden
Optimale Jerk-instellingen
Jerk-waarden kunnen rechtstreeks vanuit het printermenu worden gewijzigd. Selecteer in het besturingscommando "beweging". Daar ziet u de volgende waarden:
- Vx-jerk
- Vy-jerk
- Vz-jerk
- Veel jerk
Omdat de schokwaarde op de z-as normaal gesproken niet van belang is voor het afdrukken, laten we de eerder ingestelde waarde staan. Op dezelfde manier wordt aanbevolen dat u de Jerk-waarde van de extruder niet wijzigt.
De beweging in X en Y moet zo gelijk mogelijk zijn, dus we zullen in beide instellingen altijd dezelfde schokwaarde gebruiken. Probeer deze instelling te wijzigen tot een maximale waarde van 20 mm/s.
De eenvoudigste manier om de juiste rukwaarde te vinden, is door meerdere identieke afdrukken te maken en deze waarde bij elke iteratie aan te passen met 5 mm/sec.
Optimale versnellingsinstellingen
Versnellingswaarden kunnen ook rechtstreeks vanuit het printermenu worden gewijzigd. Selecteer in het besturingscommando "beweging". Daar ziet u de volgende waarden:
- A-reizen
- Amax X
- Amax Y
- Amax Z
- Amax E
Net als bij de Jerk raad ik aan om alleen de versnelling op de X-as en Y-as te wijzigen.
Deze keer kunnen de sprongen bij elke test 100 eenheden zijn. Een algemeen overeengekomen en conservatief uitgangspunt is ongeveer 400m/s^2
De volgende rekenmachine van Prusaprinters kan erg handig zijn om in een grafiek te zien hoeveel afstand de printer nodig heeft om de gewenste snelheid te bereiken, met verschillende versnellingswaarden.
Met deze andere rekenmachine kunt u de maximale versnelling kennen die uw printer ondersteunt, de massa van de bewegende last en andere bekende parameters kennen. Het laat u ook weten of uw huidige versnellingswaarden onze printer onstabiel maken. Hoewel het interessant is vanuit technisch en educatief oogpunt, gaat er niets boven het doorlopen van verschillende waarden tot het vinden van de juiste plek tussen afdruksnelheid en kwaliteit.
Bij sommige slicers, zoals Cura, kunt u deze instellingen wijzigen met behulp van g-code-instructies. Het M205-commando bestuurt bijvoorbeeld jerk. Ik raad u aan om de schok en versnelling vanaf uw 3D-printer te regelen en vervolgens de beste waarden op te slaan in het EEPROM-geheugen.
Binnenair zoeken gebruiken om de optimale schok en versnelling te vinden
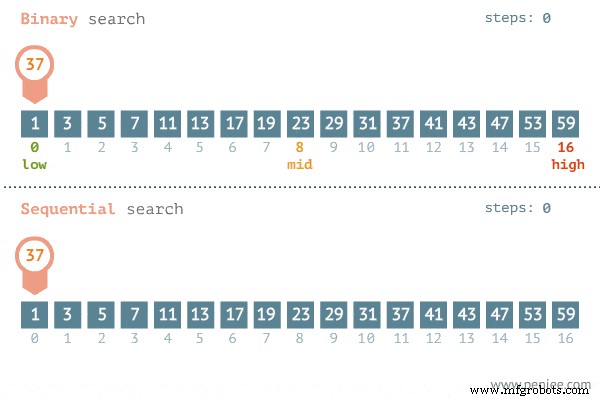
Binair zoeken is een methode die veel wordt gebruikt in computerprogramma's. Het bestaat uit het vaststellen van twee waarden, een lagere (laten we het A noemen) en een hogere (laten we het B noemen). De gemiddelde waarde (om onze creatieve krachten niet te gebruiken, laten we het C noemen) wordt berekend als de helft van de som:(A + B) / 2 =C.
Als we de waarde C in onze afdrukparameter instellen en een testobject afdrukken, kunnen we het resultaat controleren.
- Als het te hoog is, wordt de waarde C ingeruild voor de waarde B, waardoor (A + C) / 2 wordt verkregen.
- Als de waarde te laag is, wordt A ingeruild voor C, waardoor (C + B) / 2 wordt verkregen.
Het is dus niet nodig om te testen door de waarde beetje bij beetje in elke afdruk te verhogen, omdat het interval bij elke extra iteratie in 2 delen wordt gesneden.
Deze methode kan worden gebruikt voor het afstemmen van andere instellingen op uw printer (zoals snelheid of temperatuur), dus probeer het eens als u niet weet waar u moet beginnen.
Modellen om jerk- en acceleratie-instellingen te testen
Er zijn verschillende modellen waarmee u de schok- en acceleratie-instellingen op uw printer kunt controleren of kalibreren. Sommige zijn specifiek voor deze instellingen en vele andere geven een overzicht van alle afdrukparameters die tegelijkertijd samenwerken.
De beste test om de versnelling te configureren vind je hier (Thingiverse). Het is volledig aanpasbaar en bestaat uit een enkelwandig dik stuk dat de versnellingswaarde varieert naarmate de afdruk in de Z-as stijgt. Op het einde zie je duidelijk de versnellingswaarden die trillingen genereren in het stuk.

Bij het testen van de optimale schokinstellingen vind ik het volgende object erg handig, omdat het veel richtingsveranderingen vertoont op een snel te printen onderdeel. Bij het afdrukken moet u ervoor zorgen dat de hoeken correct zijn gevormd en dat er geen trillingstekens in de buurt zijn.
Last but not least, een object dat alle printparameters tegelijk test. Hoewel het geen introductie behoeft, belicht Benchy alle kalibratieproblemen van de printer. Het oppervlak van de buitenmuur moet glad zijn, zonder sporen van trillingen. De hoeken van het dak moeten loodrecht staan en eindigen in een hoek van 90 graden. Ik raad u aan om Benchy af te drukken nadat u de temperatuur en intrekkingen correct hebt gekalibreerd, om de beste resultaten te krijgen.
Bekijk onze sectie met aanbevolen producten

We hebben een sectie met aanbevolen producten gemaakt waarmee u het giswerk kunt verwijderen en de tijd kunt verminderen die u besteedt aan het onderzoeken van welke printer, filament of upgrades u moet krijgen, omdat we weten dat dit een zeer ontmoedigende taak kan zijn en over het algemeen tot veel verwarring leidt .
We hebben slechts een handvol 3D-printers geselecteerd die we goed vinden voor zowel beginners als gevorderden, en zelfs experts, waardoor de beslissing gemakkelijker wordt, en de filamenten, evenals de vermelde upgrades, zijn allemaal door ons getest en zorgvuldig geselecteerd , zodat u weet dat welke u ook kiest, zal werken zoals bedoeld.
3d printen
- Wat is bioprinten?
- Wat is 4D-printen eigenlijk?
- Waarom 3D-printen en software cruciaal zijn voor digitale transformatie
- 3D-printen en massaaanpassing:waar staan we vandaag?
- Wat zijn schokken en stutten?
- Wat is pigmentafdrukken? Voordelen en nadelen van pigmentafdrukken
- Wat zijn de voordelen van het gebruik van 3D-metaalprinten? Zakelijke en technische voordelen
- Wat is SLA 3D-printen?
- Wat zijn de soorten 3D-printers en wat kunnen ze doen?
- Wat zijn mallen en armaturen?
- 3D-printen:wat zijn de gevolgen voor bewerking en industrieel ontwerp?