


Wat is retractie bij 3D-printen? Definitie en aanpassingen

Dit artikel probeert het concept van intrekken bij 3D-printen te verduidelijken omdat het een zeer belangrijke parameter is om kwaliteitsafdrukken te verkrijgen, zonder materiaalafzetting op de buitenzijde van het model, of draden tussen stukken die tegelijkertijd worden afgedrukt.
Retractie is de terugslagbeweging van het filament die nodig is om het druppelen van materiaal te voorkomen tijdens bewegingen en verplaatsingen die de vacuümextruder uitvoert tijdens 3D-printen.
De parameters die de intrekking configureren zijn:
- Intrekafstand : Lengte van het materiaal dat zich terugtrekt tijdens het terugtrekproces. Het varieert afhankelijk van het type materiaal, het type extrusiesysteem (Direct of Bowden) en het type HotEnd. Voor flexibele materialen, met name voor het TPE-type (Filaflex), moet retractie worden gedeactiveerd om te voorkomen dat het filament op het rondsel van de extruder rolt.
- Intreksnelheid: Snelheid waarmee de extrudermotor het filament terugdrijft. Met deze parameter is het nodig om heel voorzichtig te zijn als er hoge snelheden worden gebruikt (hoger dan 70 mm/s), omdat dit het filament zodanig kan markeren dat het onbruikbaar wordt om door te gaan met 3D-printen.
- Minimale verplaatsing : Minimale lengte vanaf waar u wilt dat de intrekking plaatsvindt.
- Combineren inschakelen: Door deze parameter te activeren, die zich in het gedeelte met geavanceerde terugtrekkingsopties van het gebruikte lamineerprogramma bevindt (Cura, Simplify3D, Slicer, enz.), wordt behalve het uitvoeren van de terugtrekking voorkomen dat de HotEnd over gaten beweegt. Met dit materiaal worden resten vermeden in de gezichten gezien vanuit interne delen van de stukken.
- Z-as elevatie wanneer ingetrokken (Lift z): Op hetzelfde moment dat de terugtrekking plaatsvindt, beweegt de HotEnd op de z-as de aangegeven afstand. Deze verhoging is alleen nodig bij het maken van stukken met veel details en met kleine delen met grote details om te voorkomen dat er sporen van materiaal precies in dat gebied achterblijven. Als u deze parameter moet gebruiken, raden we aan dezelfde afstand te gebruiken als de laaghoogte.
Met de juiste aanpassing van de bovenstaande parameters krijgt u de ideale retractie voor uw 3D-printer.
Helaas is er geen formule om de exacte waarde te vinden, maar elke 3D-printer en elke extruder heeft een bepaalde waarde nodig. De volgende tabel bevat aanbevolen waarden van lengte en terugtreksnelheid voor de 3D-printer afhankelijk van het gebruikte type extruder, wat een goed uitgangspunt is om ze aan te passen aan uw specifieke geval:

Afbeelding 1: Intrekkingsparameters
De waarden van de tabel worden ingevoerd in het retractiegedeelte van de gebruikte lamineersoftware , in ons geval Cura 3D, valt binnen de categorie materiaal.
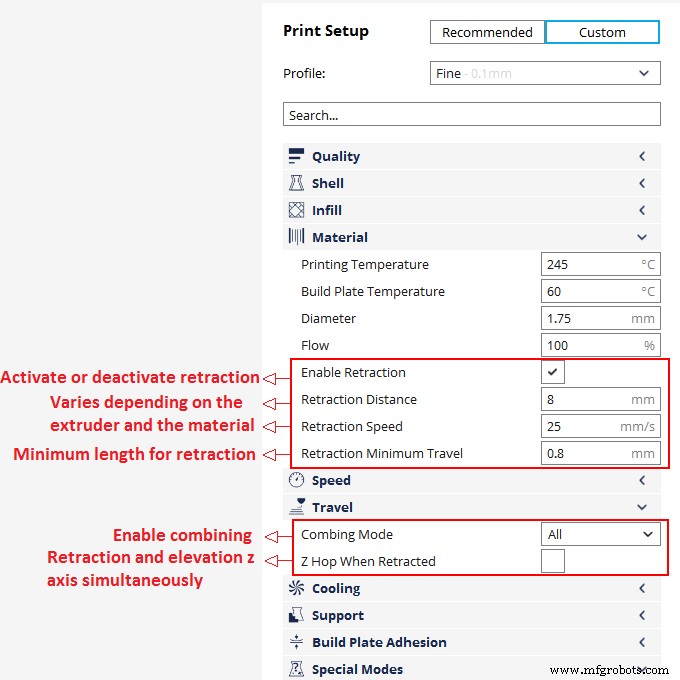
Afbeelding 2: Intrekkingsconfiguratie in Cura 3
Voorzichtigheid is geboden bij het variëren van de lengteparameter , want als het te veel wordt vergroot (20 mm in een directe extruder), veroorzaakt dit een onderbroken stroom en dus gaten in het stuk dat wordt geprint.
Zodra alle parameters die de intrekking configureren begrepen zijn en op basis van de waarden die we hebben verstrekt, zal elke gebruiker zijn ideale configuratie verkrijgen door simpelweg kleine aanpassingen te maken.
3d printen
- Wat is frezen? - Definitie, proces en bewerkingen
- Wat is draaien? - Definitie en soorten bewerkingen
- Wat is boren? - Definitie, proces en tips
- Wat is poedermetallurgie? - Definitie en proces?
- Wat is een draaibank? - Definitie, typen en bewerkingen
- Wat is een slijpmachine? - Definitie en typen
- Wat is technische tolerantie? - Definitie en typen
- Wat is NC-bewerking? - Definitie en basishandleiding
- Wat is honen? - Definitie, proces en hulpmiddelen
- Wat is corrosie? – Definitie en preventie
- Terotechnologie:wat is het? Definitie en doelen