


Moeren insluiten in 3D-geprinte onderdelen voor verborgen sterkte van de bevestiging
De meeste 3D-printkunststoffen zijn niet de beste voor 3D-geprinte draden of zelfs getapte draden in ondermaatse gaten vanwege de materiaalbeperkingen van de onderdelen. Veel bedrukte kunststoffen hebben een lage materiaalvloeisterkte in vergelijking met metalen waar je normaal gesproken draden in zou vinden, en de kleine kenmerkende grootte van de meeste draden betekent dat veel printers problemen zullen hebben om ze rechtstreeks af te drukken. Als gevolg hiervan verslijten 3D-geprinte of getapte draden meestal vrij snel, en zelfs met de vezelversterking van de Mark Two en X7 hebben de vezels geen invloed op de draadsterkte vanwege hun grootte. Metalen schroefdraad is veel nauwkeuriger en betrouwbaarder dan kunststof schroefdraad.
VS Casestudy leger
Lees ons nieuwste klantsuccesverhaal over een belangrijke trainingsbasis voor het Amerikaanse leger.
We hebben eerder besproken hoe u dit kunt omzeilen door wat metaal toe te voegen aan uw 3D-geprinte kunststoffen met warmtegeharde inzetstukken met schroefdraad. Het inzetstuk smelt en vloeit het plastic rond het onderdeel terug, waardoor het sterker en veiliger wordt. Dit is echter niet altijd een goede optie - hoewel inzetstukken werken, hebben ze enkele ontwerpbeperkingen. Het inzetstuk moet zich aan de voorkant van een onderdeel bevinden en de uittrekkracht ervan kan niet verder worden versterkt dan de materiaaleigenschappen van het plastic dat het inzetstuk omringt.

Hier zijn echter oplossingen voor in de vorm van overdrukken. Deze techniek heeft een paar namen:overprinten, co-processing en embedded printing zijn er maar een paar. De techniek is vergelijkbaar met overgieten in spuitgiet- en gietprocedures, waarbij onderdelen in de mal worden geplaatst en het plastic of rubber eromheen wordt gegoten. Een voorbeeld is hoe scooterwielen worden gemaakt - de rubberen banden zijn eigenlijk om de metalen naven gegoten.

Overzicht
Ook bij 3D-printen kunnen we profiteren van deze techniek – door tijdens een pauze externe componenten in een print in te bedden. Met dit proces kunt u een aantal nette, onmogelijk te vervaardigen assemblages maken. Door moeren in 3D-geprinte onderdelen in te bedden, kunnen we meer materiaal tussen de bout en de moer toevoegen dan mogelijk zou zijn met een inzetstuk om zowel de moer te verbergen als de uittreksterkte te vergroten. We kunnen de lagen die de moer omsluiten zelfs verder versterken met vezels, waardoor sterke, verborgen boutverbindingen mogelijk zijn in uw industriële 3D-geprinte onderdelen. Het basisontwerpproces hiervoor is het ontwerpen van een holte ter grootte van de ingebedde moer die u wilt toevoegen aan het 3D-geprinte deel, het pauzeren van de afdruk net voordat de bovenste laag van de holte wordt afgedrukt, het toevoegen van uw component en het toestaan van de afdruk om ga verder.
Ontwerprichtlijnen:
- Toleranties: Bij het inbedden van componenten in 3D-geprinte onderdelen, is het belangrijkste om te onthouden de toleranties van uw printer. Op de Mark Two zorgt het verlaten van een opening van 0,05-0,08 mm aan alle kanten voor een behoorlijk goede pasvorm voor uw deel. Dit moet voor de zekerheid de gemeten afmetingen van uw onderdeel zijn. De opgegeven afmetingen van een fabrikant zullen altijd hun eigen toleranties hebben! Een holte die te open is, past niet in de buitenkant van de moer, dus u kunt er geen bout in draaien. Een holte die te klein is, nou, je kunt de moer er niet in passen.
- Het bovenoppervlak: Het bovenoppervlak van het onderdeel dat u insluit, is ook behoorlijk belangrijk. Als de bovenkant van het onderdeel dat je insluit een plat vlak heeft, wil je waarschijnlijk je onderdeel zo ontwerpen dat de printer er precies bovenop drukt, in welk geval je misschien wat lijm op de bovenkant wilt aanbrengen van jouw kant. Als de bovenkant van het onderdeel niet vlak is, moet je een holte ontwerpen die de bovenkant van je onderdeel niet raakt tijdens het afdrukken. Hoe dan ook, het bovenoppervlak van het onderdeel dat u insluit, MOET zich onder de printkop bevinden zodra het in het 3D-geprinte onderdeel wordt geplaatst, anders wordt de printkop verdrietig en kan deze er tegenaan lopen. Een van de belangrijkste dingen om te onthouden bij het ontwerpen van uw onderdeel, is vanaf welk gezicht het wordt afgedrukt en waar de pauze zal zijn.
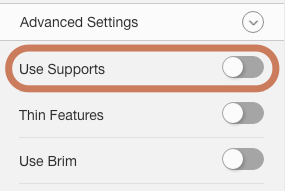
- Ondersteuningsmateriaal: In het ideale geval wilt u geen steunen gebruiken bij het inbedden van onderdelen, omdat deze in de weg zitten. Als dit echter moet vanwege andere functies in het onderdeel, moet u deze tijdens de pauze verwijderen voordat u de moer plaatst, en ervoor zorgen dat er geen steunen over dunne lucht of bovenop de moer worden afgedrukt zodra deze is ingesloten.
- Moertype selecteren: Als het gaat om het inbedden van moeren in uw ontwerpen, zijn vierkante moeren eigenlijk veel geschikter voor deze toepassing, omdat ze minder snel de binnenkant van de holte strippen als u ze te hard aandraait. Zeskantmoeren zijn echter veel gebruikelijker en bekender, dus in deze gids zal ik voornamelijk zeskantmoeren gebruiken, omdat je daar waarschijnlijk bekend mee bent. Als je hier echt mee aan de slag wilt, zouden vierkante noten een goede investering zijn.
Moeren inbedden in het XY-vlak
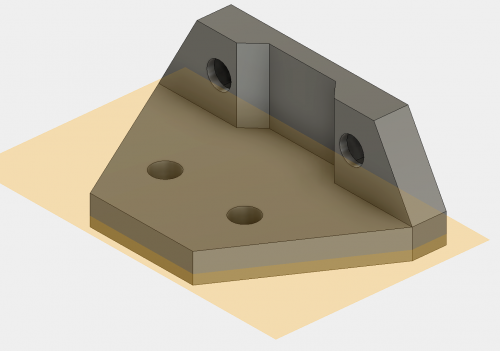
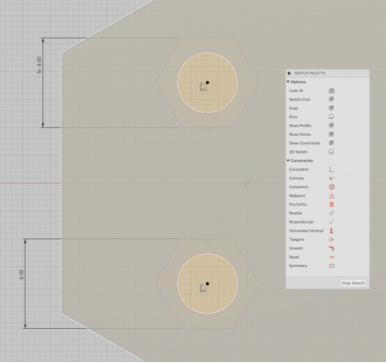
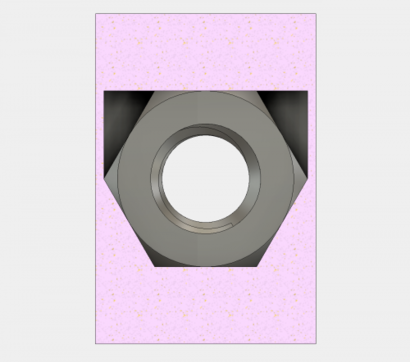
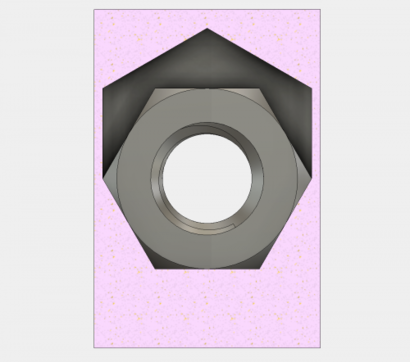
Meet vervolgens de moer die u gaat inbedden en schets de holte. In dit geval gebruik ik een M5 zeskantmoer met een breedte van 7,85 mm en een hoogte van 3,85 mm. Ik heb dit rechtstreeks gemeten met een set remklauwen in plaats van het specificatieblad te gebruiken, dat zegt dat het 8 mm x 4 mm is. In plaats van de moerafmetingen rechtstreeks in te voeren, moet u rekening houden met toleranties - ongeveer 0,05 mm aan elke kant (dus voeg 2 x 0,05 toe om 0,1 te krijgen voor de volledige diametertolerantie) geeft een vrij goede pasvorm. Dat zou me 7,95 mm breedte en 3,95 mm hoogte geven, maar ik wil deze veilig spelen, dus ik ga mezelf wat meer bewegingsruimte geven en toch afronden naar 8 mm breedte en 4 mm hoogte.
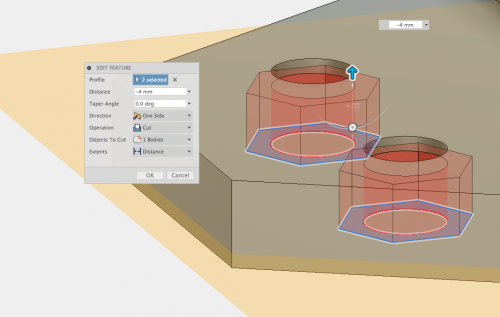
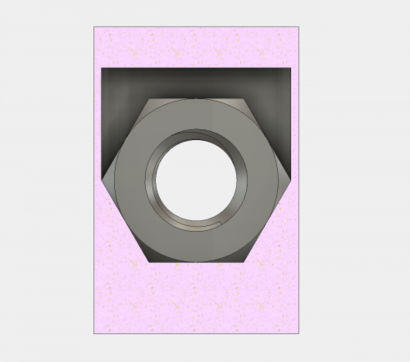
Extrudeer daarna de schets omhoog met de berekende hoogtemaat en nu is de spouw klaar. U wilt geen randen aan de binnenkant van de holte afronden of afschuinen, omdat dat de pasvorm van het onderdeel en waar de printkop gaat - bijvoorbeeld als u de plafondrand van de holte afrondt, zodra de pauze komt , kunt u de moer niet in de holte passen!
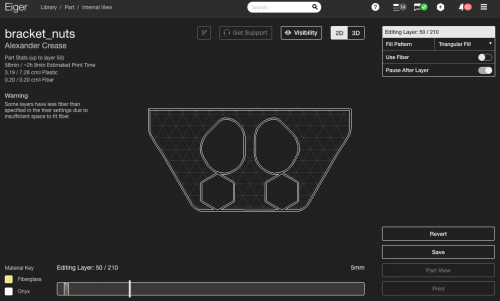
Zoek vervolgens waar in het gesneden bestand het plafond van de spouw begint en scrol naar de laag VOORDAT. Daar kun je op "pauze na laag" klikken om de pauze toe te voegen.
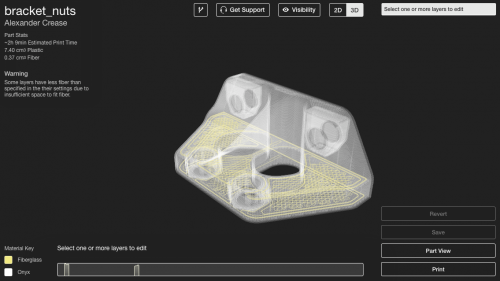
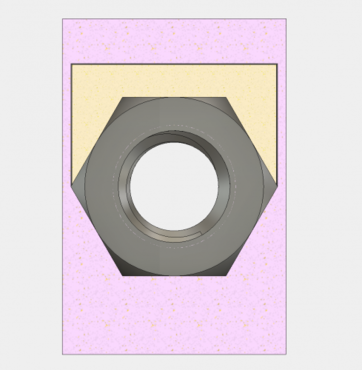
4. Het onderdeel afdrukken: Nu is het tijd om op afdrukken te drukken. gelukkig kun je erachter komen wanneer de printer pauzeert door naar de laagdetails in Eiger te kijken, dus je hoeft niet te wachten. Zodra de pauze is opgetreden, schuift u gewoon uw component erin en gaat u verder met afdrukken. Als u zich zorgen maakt dat het nylon of Onyx niet aan de bovenkant van het ingebedde onderdeel blijft plakken, voegt u gewoon wat van de bouwplaatlijm toe die we aan de bovenzijde leveren voordat u verder gaat met afdrukken (pas echter op dat u geen lijm op de afdruk krijgt zelf – dit kan delaminatie van de laag veroorzaken). Als je wat moeren hebt die moeilijk te bereiken zijn vanaf de voorkant van de printer, geen zorgen! gelukkig klikken de kinematische koppelingen aan de onderkant van de bouwplaat weer vast met een nauwkeurigheid van 10 micron, zodat u de bouwplaat gewoon kunt verwijderen en weer op zijn plaats kunt zetten zodra u al uw componenten hebt ingebouwd.


Secundaire onderdelen afdrukken om moeren op andere vlakken in te bedden
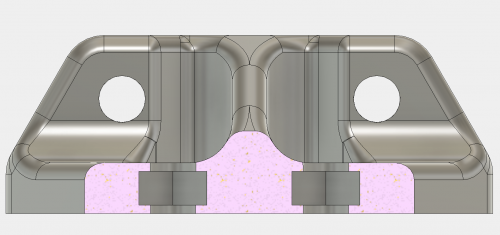
Het toevoegen van ingebedde moeren op andere vlakken is mogelijk, maar er komt wat meer ontwerpoverweging bij kijken, zodat het verwijderen van de steun gemakkelijk is en zodat de moeren binnen het onderdeel blijven zitten. Hiervoor moet een secundaire component worden ontworpen. Als voorbeeld zou ik een zeskantmoer in dit stuk willen inbedden, zodat de as evenwijdig is aan de bouwplaat, zoals weergegeven in de onderstaande dwarsdoorsnede. Een vierkante moer zou hiervoor de eenvoudige oplossing zijn, omdat het een plat oppervlak biedt om op te printen, maar ik ga door voor het voorbeeld. Als ik deze holte laat zoals hij is, kan het filament de opening niet goed overbruggen en moet eventueel ondersteunend materiaal in dat gebied worden verwijderd.
Ik zou een schuine overhang in de holte kunnen opnemen, maar dat betekent nog steeds dat ik geen ondersteuningsmateriaal kan gebruiken omdat het slecht boven de moer zal vullen, en het betekent dat de moer in de holte kan schuiven, waardoor het veel moeilijker wordt om stevig vast wanneer u er een bout doorheen haalt.
In plaats daarvan kan ik een secundair onderdeel toevoegen om af te drukken, een functie die de moer vastzet en de printer een vlak bovenoppervlak geeft om op te printen. Om dit te doen, maak ik een nootholte met een platte bovenkant:
En maak dan een klein stukje dat de resterende ruimte in die holte opvult, met een beetje tolerantie aan de boven- en zijkanten voor de zekerheid.
Dit kan naast het hoofdonderdeel worden afgedrukt, zodat wanneer de print pauzeert, ik tijdens de pauze de moer en het secundaire onderdeel kan toevoegen, en dan kan de print verder gaan over de platte bovenkant van het secundaire gedrukte deel, zoals bij deze hoekige vierkante moer hieronder:
Met dezelfde methode kunt u moeren ook onder andere hoeken insluiten, maar u moet ervoor zorgen dat u ruimte hebt om de moer naar binnen te schuiven. In de onderstaande afbeelding in dwarsdoorsnede bevestigt het kleine, driehoekige stuk een vierkante moer onder een hoek op zijn plaats binnen het afgedrukte gedeelte:
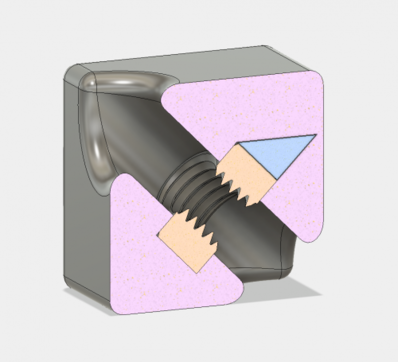
Met deze techniek kunt u moeren onder elke hoek op elk vlak in 3D-geprinte onderdelen vastzetten, en het is ook niet beperkt tot alleen moeren - zoek uit hoe het inbedden van moeren en andere componenten voor u het nuttigst is, en vergeet niet om deel het met ons op Twitter, Facebook of Instagram!
3d printen
- Zes verborgen voordelen voor het verkennen van additieve productie
- Metalen voor uw 3D-geprinte onderdelen — Een praktische gids
- 3D-geprinte onderdelen afwerken met… kleurpotloden?
- Poederverontreiniging:een verborgen gevaar voor metalen prints
- Koolstofvezelgieten en 3D-geprinte onderdelen voor eindgebruik voor Formula Student-raceauto's
- 3D-geprinte extreme drones
- Maatnauwkeurigheid van 3D-geprinte onderdelen
- 10 waterbestendige opties voor uw 3D-geprinte onderdelen:materialen en nabewerking
- Hoe krijg je sterkere 3D-geprinte onderdelen
- Inspectiemethode voor 3D-geprinte onderdelen (deel 3)
- Metalen onderdelen polijsten voor 3D-geprinte medische apparaten