


Versterking van 3D-geprinte onderdelen met efficiënte glasvezelroutering:deel 1
Noot van de redactie:dit is deel één van een serie over efficiënte glasvezelrouteringstechnieken met behulp van de Markforged 3D-printer. Als u niet bekend bent met de printer en meer wilt weten, neem dan hier contact met ons op. Als je klaar bent met dit bericht, kun je hier verder gaan met deel twee!
Soorten vezelvulling
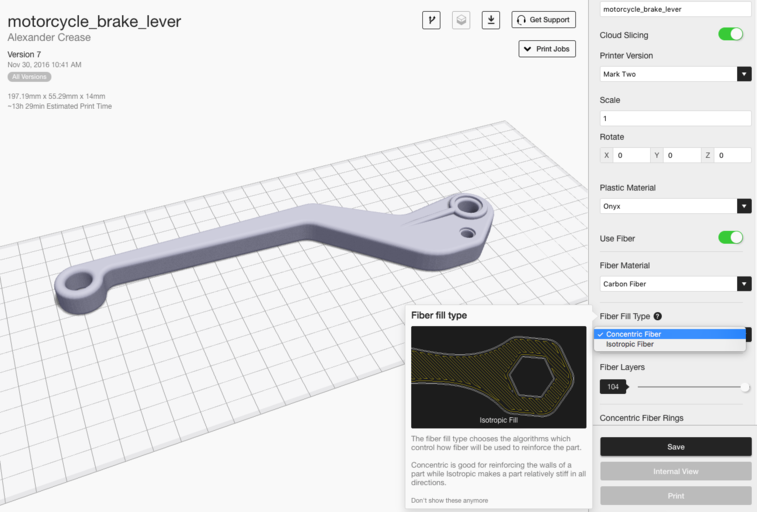
Onze zeer sterke 3D-printers bieden u twee verschillende vezelvulstrategieën voor het versterken van 3D-geprinte onderdelen:isotrope vezels of concentrische vezels. U kunt deze twee opties globaal toepassen op de pagina Onderdeelweergave, of laag voor laag op de pagina Interne weergave. Het unieke versterkte 3D-printproces biedt gebruikers een reeks wapeningstactieken om uit te kiezen:elk vultype heeft zijn eigen sterke en zwakke punten, die we hieronder beschrijven. Als je geen Markforged-printer hebt en je wilt experimenteren met enkele van de onderstaande tips, neem dan een Eiger-proefversie om deze tactieken zelf uit te proberen.
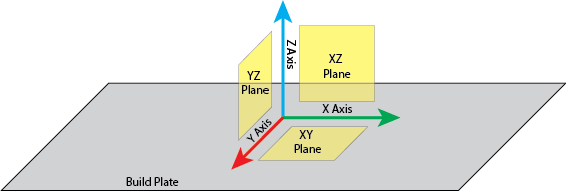
Eerst enkele standaard naamgevingsconventies zodat iedereen op één lijn zit. Ik zal het vaak hebben over kracht in verschillende assen en vlakken, dus gebruik deze sleutel als richtlijn:
Concentrische vulversterking
Concentric Fill traceert eenvoudig een specifiek aantal schalen binnen de buitencontouren van uw onderdeel, wat helpt bij het versterken van buigen rond de Z-as. Door dit te doen, worden de wanden van het onderdeel in wezen versterkt, waardoor wordt voorkomen dat de wanden vervormen.
Concentrisch vullen heeft de neiging langer te duren omdat de bewegingen van de printkop niet langer lineair zijn en dus moet de printkop de snelheid verlagen om nauwkeurige tracking van het gereedschapspad rond bochten te behouden. Bij dit vultype volgt de printkop de buitenste kromming van het onderdeel terwijl het naar binnen spiraalt, dus hoe complexer die kromming, hoe langer het duurt. Wanneer u concentrische vulling gebruikt, kunt u specificeren hoeveel vezelringen u de omtrek van uw onderdeel wilt volgen, zodat u goede controle heeft over hoeveel vezels u per laag gebruikt.
Isotrope vulversterking
Onze 3D-printers met continue vezels kunnen ook printen in een Isotropisch vezelvulpatroon - dit simuleert de individuele unidirectionele lagen van een traditioneel gelamineerd composiet. Het patroon creëert in feite een unidirectioneel 'vel' vezel op elke laag waarop u het toepast door alle vezels parallel aan elkaar te leiden in een enkele hoekoriëntatie, met 180 graden bochten wanneer het pad de rand van het onderdeel bereikt. Daaropvolgende isotrope vezellagen in een vezelgroep worden automatisch door Eiger geroteerd in een hoek van 45 graden ten opzichte van de oriëntatie van de vezel in de voorgaande laag, hoewel aangepaste oriëntatiepatronen zeker mogelijk zijn, waarop we in deel twee van dit bericht zullen ingaan. Het Isotrope Vezelvulpatroon helpt buiging in het XY-vlak te weerstaan, omdat eventuele buigkrachten die in dat vlak worden uitgeoefend, een trekbelasting zullen genereren op ten minste enkele van de vezels, die het sterkst zijn in trek. Isotrope vezel kan ook worden gebruikt om sandwichpanelen op te zetten om de torsiesterkte op dat vlak te vergroten, wat ik later beschrijf.

Een ding dat je misschien opvalt, is dat isotrope vezels standaard 2 concentrische vezelringen rond de buitenkant van het onderdeel plaatsen. Dit zorgt voor een soepel versterkt buitenoppervlak omdat de buitenste vezels altijd doorlopend en evenwijdig aan de rand van het onderdeel zijn. Hoewel isotrope vezels geweldig zijn voor het versterken van het hele vlak van elk onderdeel, is het vezel- en tijdrovend en is het niet altijd nodig om sterke onderdelen te maken.
Basistechnieken voor glasvezelroutering
Met deze twee glasvezelrouteringsopties in uw gereedschapskist, zijn er nu veel verschillende versterkingsopties die beide opties gebruiken en combineren. Deze technieken kunnen u helpen geld, materiaal en printtijd te besparen doordat u alleen kunt versterken wanneer en waar u het nodig heeft.
Enkel sandwichpaneel
Een sandwichpaneel is een gebruikelijke techniek voor het opleggen van composieten om de torsie rond het oppervlak dat de composietplaat creëert te versterken. Zoals beschreven in deze blogpost, is een sandwichpaneel het composietequivalent van een I-balk, met een stijf, sterk materiaal dat de boven- en onderkant van een onderdeel vormt - de boven- en ondervlakken ondergaan de meeste buigspanning, dus ze worden vaak het meest versterkt. Als u weet dat uw onderdeel torsie zal ondergaan op het XY-vlak, zal een sandwichpaneel de torsiesterkte van het onderdeel verbeteren.

Onze software genereert automatisch een sandwichpaneel zodra 'Vezel gebruiken' is geselecteerd. Dit moet echter alleen worden geïmplementeerd als uw onderdeel symmetrisch is, omdat het vezels in de bovenste en onderste paar lagen van uw onderdeel zal leggen. In de onderstaande afbeelding ziet u hoe de bovenkant van de remhendel eigenlijk een kleine extrusie is, dus vezels moeten handmatig worden toegevoegd. Het is logischer om vezels onder het grootste oppervlak nabij de bovenkant van het onderdeel te plaatsen. Over het algemeen is het het beste om een sandwichpaneel te hebben dat bestaat uit lagen met zeer vergelijkbare dwarsdoorsnede-oppervlakken.
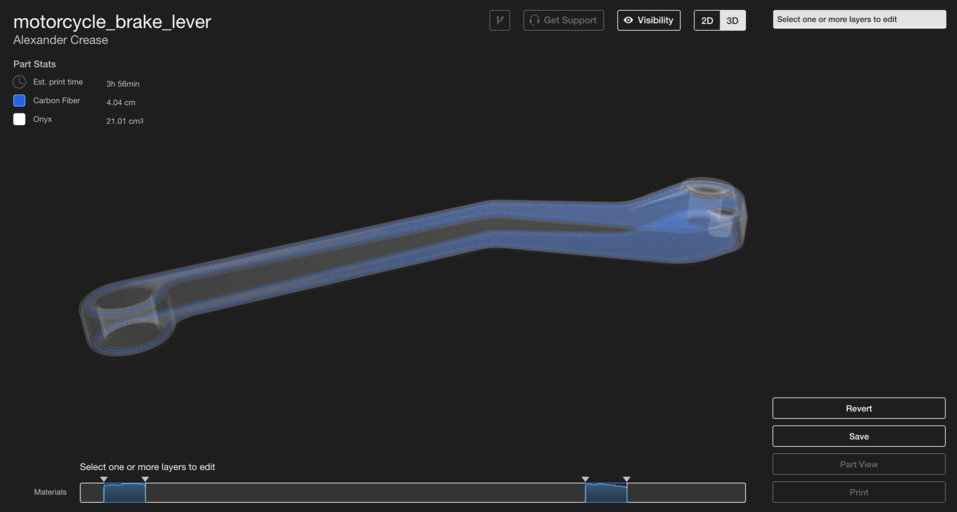
Om ervoor te zorgen dat de sandwich gelijkmatig is, moet u ervoor zorgen dat er een gelijk aantal isotrope lagen is op het boven- en onderoppervlak dat u wilt versterken. Sandwichpanelen moeten vlak zijn, anders zal uw onderdeel sterker zijn bij het buigen in de ene richting en niet in de andere, en kan het gemakkelijker breken of kromtrekken in één richting. Hoe meer vezellagen je aan weerszijden hebt en hoe verder de sandwich uit elkaar ligt, hoe sterker je deel zal zijn. Isotrope vezellagen in het midden van uw onderdeel hebben minder invloed op de buigsterkte van het onderdeel, dus het is niet nodig om een onderdeel volledig met vezels te verpakken om sterkte bij het buigen te bieden.
Vezelomtrek
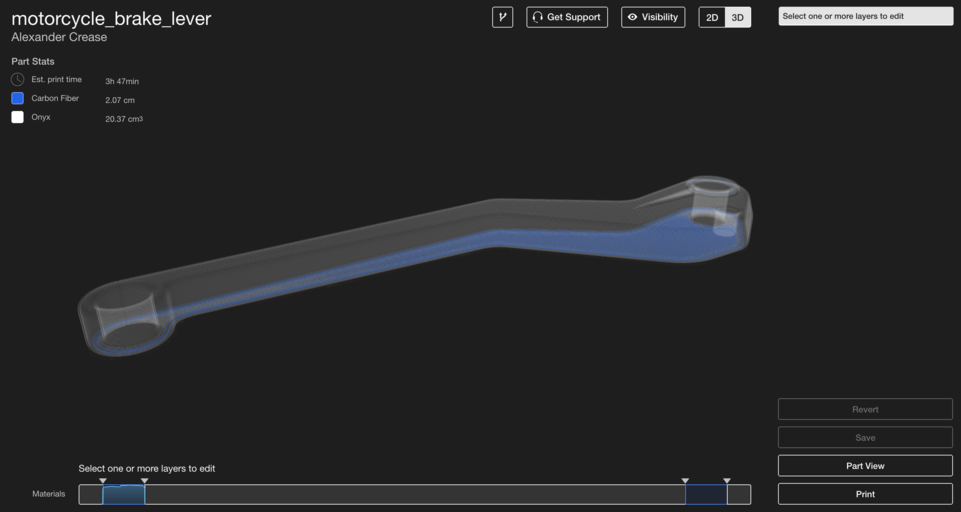
Terwijl sandwichpanelen de sterkte rond het XY-vlak vergroten, zal het creëren van een vezelperimeter uw onderdeel sterker maken rond de Z-as. Door de optie Concentrische vulling op elke laag van uw onderdeel te gebruiken, kunt u de buigsterkte rond de Z-as vergroten. Zoals ik eerder al zei, versterkt Concentric Fill de wanden van uw onderdeel, dus het creëren van een vezelomtrek binnen uw onderdeel maakt die muren veel moeilijker te buigen. Dit is de reden waarom veel technische materialen de vorm hebben van C-kanalen of buizen in plaats van blokken:om het gewicht te verminderen maar de sterkte te behouden.
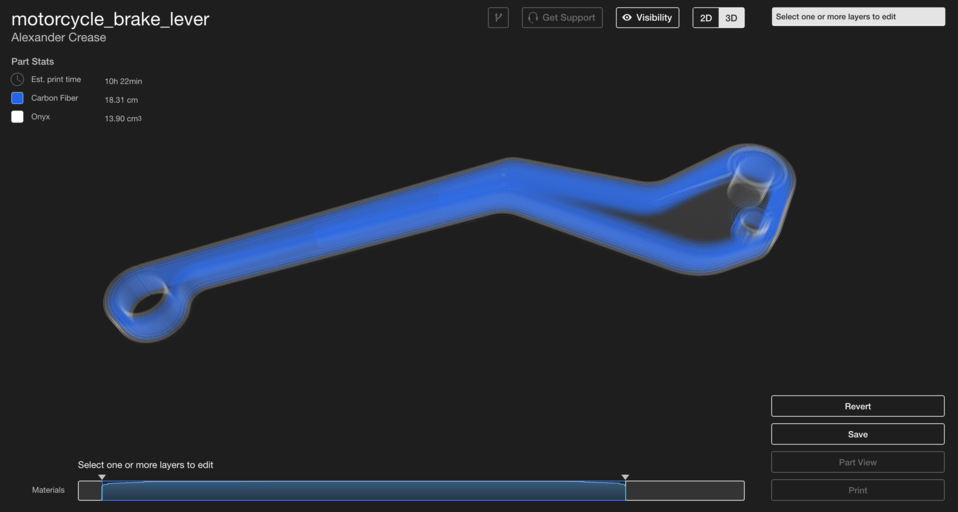
Om een vezelperimeter in uw onderdeel in te stellen, gebruikt u concentrische vulling op de lagen die u wilt versterken. Door het aantal concentrische ringen te vergroten of de lagen waarin concentrische ringen worden gebruikt te vergroten, kunt u de sterkte van het onderdeel rond de Z-as vergroten. De remhendel hieronder zal buigspanning ervaren rond de Z-as, dus ik heb elke laag versterkt met 3 ringen van concentrische vezels om de stijfheid te maximaliseren. Net als bij sandwichpanelen ondervindt het midden van het onderdeel de minste buigspanning, zodat het onderdeel niet helemaal tot in het midden met ringen hoeft te worden versterkt.
Beschietingen
Wat als uw onderdelen een grotere buigstijfheid op elke as moeten hebben, of als u niet precies weet hoe ze moeten worden geladen? Door deze twee technieken te combineren, kunt u onderdelen versterken door op elke as te buigen. Met een sandwichpaneel aan de boven- en onderkant en daartussen schillen van vezels, wordt de buigsterkte van uw onderdeel op elke as verbeterd. Deze motorsteun voor een zware robottoepassing moet sterk zijn, maar kan vanuit elke richting worden belast, dus zoiets moet van alle kanten zwaar worden versterkt.
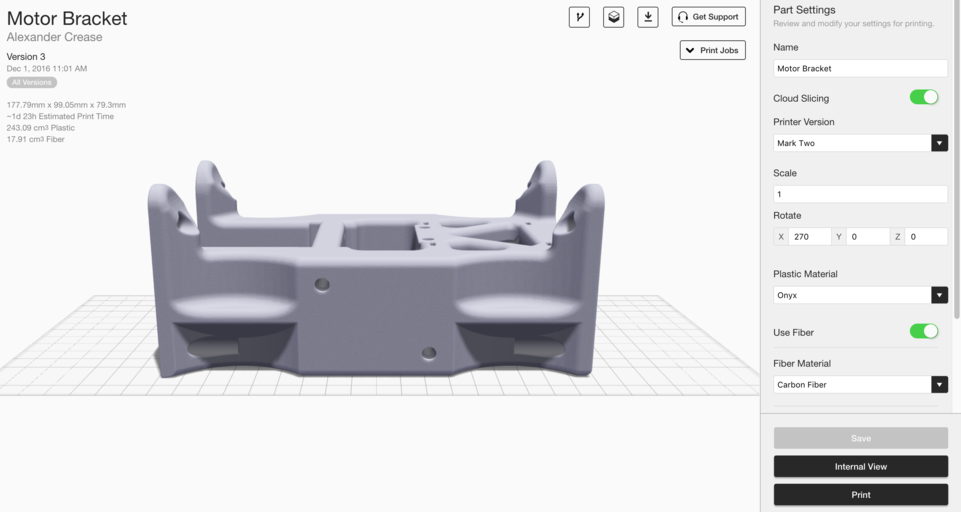
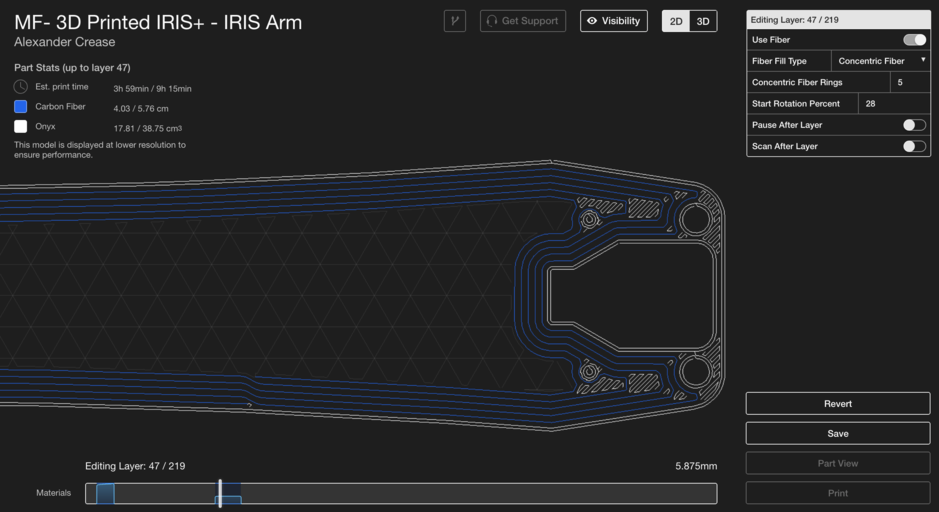
Ik wil dat dit een zeer robuust onderdeel is, dus ik heb 20 lagen isotrope vezel sandwichpanelen geselecteerd (10 per zijde). Vanwege de boutgat-extrusies aan de bovenkant van het onderdeel, moet ik het bovenste vezel "paneel" aanpassen en onder het bovenvlak van het onderdeel plaatsen.
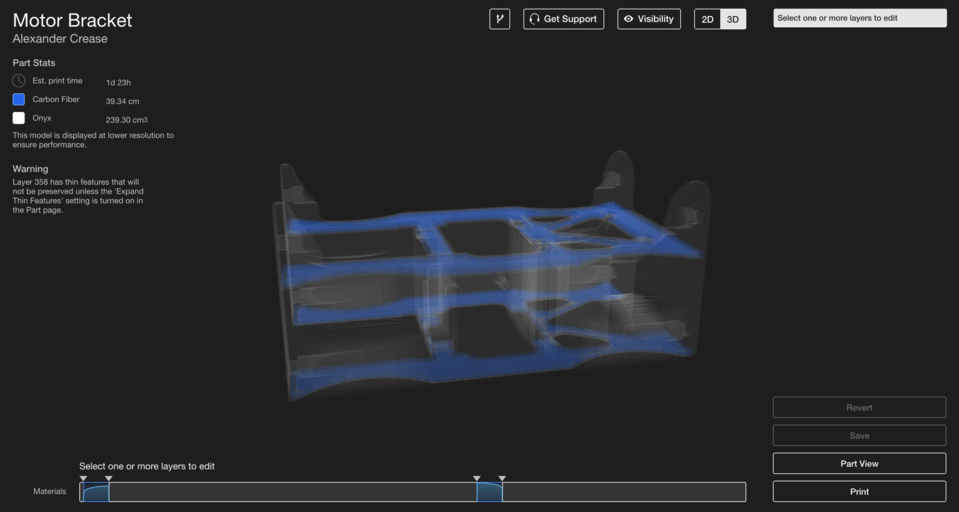
Met de balk onderaan kunt u verschillende secties van vezels regelen en wordt weergegeven hoeveel vezels elke laag heeft, genormaliseerd naar de grootste hoeveelheid vezels. In de bovenstaande afbeelding ziet u twee secties vezelversterking voor een eenvoudig isotroop sandwichpaneel. Nu kan ik het middengebied tussen de twee "panelen" selecteren, een groep maken en de vezelroutering instellen op Concentric Fiber Fill met 2 concentrische vezelringen.
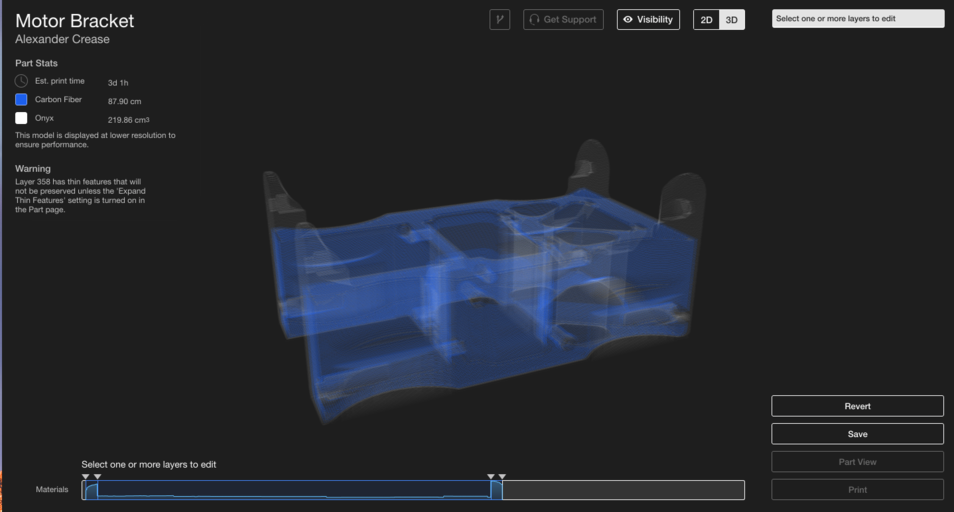
Dit onderdeel is nu efficiënt versterkt bij het buigen door het gebruik van zowel isotrope als concentrische vezelvulling. Door te begrijpen hoe elk type fiberfill-configuratie een onderdeel versterkt, kunt u eenvoudige trucs zoals deze ontwikkelen om de prestaties van onderdelen en printtijd te verbeteren zonder onnodige vezels te verspillen. Kijk uit voor deel twee van dit bericht, waar we meer geavanceerde technieken behandelen voor het optimaliseren van de sterkte van onderdelen met vezeloriëntatie!
Geïnteresseerd om meer te leren? Vraag een Eiger Trial aan om te experimenteren met onze software en vezelversterkingsopties. Bekijk ook deel twee van dit bericht, met meer geavanceerde glasvezelrouteringstechnieken!
3d printen
- 3D-geprinte onderdelen afwerken met… kleurpotloden?
- Aluminium onderdelen vervangen door 3D-geprinte koolstofvezel
- Betere kwaliteitscontrole met 3D-geprinte onderdelen
- In-process inspectie:3D-geprinte onderdelen verbeteren
- Blijf jezelf vast met functionele 3D-geprinte onderdelen!
- De Go Kart opnieuw vormgeven met 3D-geprinte onderdelen
- Uw onderdelen labelen met Engraver Filler
- 3D-geprinte extreme drones
- Maatnauwkeurigheid van 3D-geprinte onderdelen
- Hoe krijg je sterkere 3D-geprinte onderdelen
- Inspectiemethode voor 3D-geprinte onderdelen (deel 3)