


Gaten met schroefdraad maken:overwegingen bij het tappen van een gat
Draadsnijden is een van de belangrijkste bewerkingsprocessen. Het wordt gebruikt om schroefdraad te maken, die wordt gebruikt om materialen en componenten aan elkaar te bevestigen.
Draadgaten zijn heel gebruikelijk in de productie. Vanwege de veelzijdigheid en het gebruiksgemak zijn ze zo veelzijdig dat ze in alles terug te vinden zijn, van auto's tot vliegtuigen.
Maar het tappen van draadgaten is niet zo eenvoudig als we denken. Het is dus belangrijk om meer te weten te komen over alle verschillende machinaal bewerkte draadsnijtechnologieën die beschikbaar zijn, zodat u de beste keuze kunt maken voor uw projecten. De volgende informatie helpt u het tappen van een draadgat beter te begrijpen.
Wat is een draadgat?
Een draadgat is een gat dat is voorzien van schroefdraad of getapt, met interne schroefdraad. Het is een rond gat dat wordt gebruikt voor tap- en boorprocessen. Voor het maken van schroefdraad op de wanden van het geboorde gat, kunt u het tapproces gebruiken, en het komt voor in een gebied en op een plaats waar bouten en moeren niet kunnen werken, zoals in metalen.
Soms worden draadgaten ook wel tapgaten genoemd. Dit type gat wordt gebruikt wanneer het nodig is om twee delen met elkaar te verbinden met behulp van een bevestigingsmiddel zoals een schroef of een bout. De schroefdraad in het gat zorgt voor weerstand, zodat de bevestiger na verloop van tijd niet losraakt en maakt het ook gemakkelijker om de bevestiger indien nodig te verwijderen.
Wat is een getapt gat?
Het getapte gat is een type gat dat wordt gebruikt om interne schroefdraad te maken. Het wordt gemaakt door een gat in het materiaal te boren en vervolgens met een kraan schroefdraad in de wanden van het gat te snijden. Tapgaten komen vaak voor in metalen onderdelen die aan elkaar moeten worden vastgezet, zoals in het geval van een moer en bout.
Het getapte gat heeft veel vergelijkbare aspecten als een geleidegat. Beide worden gebruikt om een schroefdraad in een werkstuk te maken, zodat er een schroef of bout in kan worden gestoken. Een belangrijk verschil tussen de twee is dat een getapt gat al is voorzien van schroefdraad en alleen een gereedschap nodig heeft om de bijpassende schroefdraad te maken, terwijl een geleidegat eerst moet worden geboord voordat het kan worden getapt.
Het belang van het maken van een getapt gat

Tapgaten zijn essentiële aspecten van machineonderdelen , en u kunt een CNC-machine gebruiken om een gat toe te voegen. Tijdens het tapproces kunt u schroefdraad maken op de wanden van het geboorde gat. Machineschroeven kunnen hun eigen schroefdraad niet maken. Als u een schroef in een metalen materiaal wilt draaien, hebt u een getapt gat nodig en moet u schroefdraadelementen toevoegen aan een CNC-machineproces.
Elke functie wordt op de juiste manier toegevoegd aan onderdelen met schroefdraad, en de meeste discussielijnen kunnen kiezen afhankelijk van hun functies. Laten we eens kijken waarom het belangrijk is om een getapt gat te maken.
1. Verbinding
Als u een bout of schroef in de metalen wilt schroeven, kan het mogelijk zijn om twee delen betrouwbaarder te bevestigen. Draadsnijden kan een bout, moer en schroef permanent bevestigen met een metaal.
2. Gemakkelijk transport
Een getapt gat maakt het assembleren van kleine onderdelen en producten gemakkelijk voor verzending om de arbeidskosten aanzienlijk te verlagen.
3. Eenvoudige bediening
Het kan een plaats bieden voor schroefbevestigingen en getapte gaten. U kunt gemakkelijker een schroef of bout op metaal draaien zonder een geleidegat te maken.
U kunt schroefdraad maken aan de binnenzijde van het boorgat en het kost minder tijd dan het boren van een bout, een moer of een schroef in hout. Het tappen van een gat kan voldoen aan de vereisten van uw project, of u nu een doorgaand of een blind gat nodig heeft.
Hoe maak je een gat voordat je tikt?
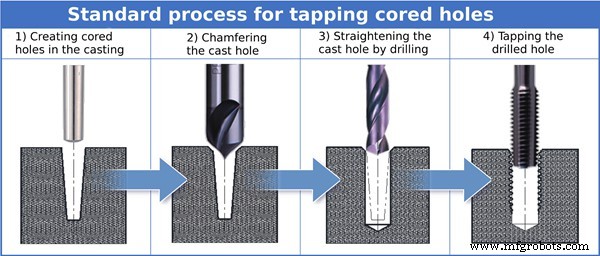
Het is essentieel om rechte, goede en juiste maat gaten te hebben voor het inrijgen in het proces van het maken van gaten. De moderne boorfactor (overmaat) wordt meestal verwijderd, maar is van groot belang bij het maken van gaten, dus het is van cruciaal belang om te overwegen hoe u een gat maakt voordat u gaat tappen.
Met behulp van een tapboor en een boorkop werd een getapt gat gevormd. Een pilootboor kan het eerste gat maken, terwijl een tapboor meestal wordt gebruikt om de schroefdraad in een getapt gat te snijden. Na het inbrengen van een schroef, kunnen de buitenste schroefdraad (externe schroefdraad) in de interne schroefdraad worden gedraaid. Interne schroefdraad kan een tikje in een getapt gat veroorzaken.
Sommige machinisten gebruiken nog steeds de oude regels en normen en tapboortabellen voor een draadgat. Een voorbeeld van schroefdraad is omdat ze 17/32 matrijs en tapboor gebruiken voor 5/8-11, deze percentages schroefdraad maken het werk soms ingewikkelder. Daarom is het noodzakelijk om de standaard van schroefdraad en het gebruik van verschillende tapgereedschappen zorgvuldig te begrijpen voordat het gat wordt getapt.
Voordat u een draadgat maakt, kunt u verschillende opties krijgen voor de maat van de pilootboor en de maat van de tapboor, een deskundige persoon vinden die de tapboren begrijpt en verschillende schroefdraadmaten kunnen een groot verschil maken voor uw project.
Wat zijn blinde gaten en doorgaande gaten?
Er zijn twee soorten gaten voor het definiëren van gaten met schroefdraad. Elk type gat vereist specifieke overwegingen om ervoor te zorgen dat draadgaten gemakkelijk te bewerken zijn.
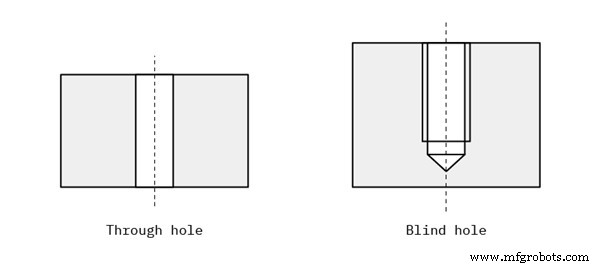
Blind gat :Dit gat heeft een bepaalde diepte en kan niet door het hele werkstuk gaan. Diepte moet afzonderlijk worden vastgesteld. De bodem van het gat kan eindigen op een plat oppervlak of eindigen in een kegel.
Door gat of doorlaatgat :Een gat kan in een doorgaand gat door het hele werkstuk gaan. De diepte van een doorgaand gat is de dikte van een bepaalde muur. Als u een bout, een schroef en moeren gebruikt, moet u een doorgaand gat gebruiken voor een gemakkelijke procedure.
Wat zijn de verschillen tussen boren en tappen?
Het belangrijkste verschil tussen boren en tappen is de volgorde en uitvoering van functies en boor. Dit proces vindt eerst plaats om met een boor een rond en glad gat te maken, dit wordt boren genoemd.
De vorming van een getapt gat wordt voltooid met behulp van een tapboor en een boorkop waarin de pilootboor aanvankelijk het gat vormt en vervolgens de schroefdraad kan snijden met behulp van een tapboor. Kranen kunnen de meeste soorten materialen aan, zoals aluminium, staallegeringen, staal en gietijzer,
Dit ronde en gladde gat wordt in dit proces gemaakt, terwijl aan de andere kant, wanneer een gat wordt geboord, een proces van tappen plaatsvindt om schroefdraad te maken door een tap aan de binnenkant van het gat aan te brengen.
Met uitzondering van deze processen, kan het creëren van draden de buitenkant van een cilindrisch object bereiken en accommoderen in een gestanst proces met behulp van een matrijs. De schroefdraad op een bout is een voorbeeld van een gestanst.
Drie soorten tappen voor draadsnijden
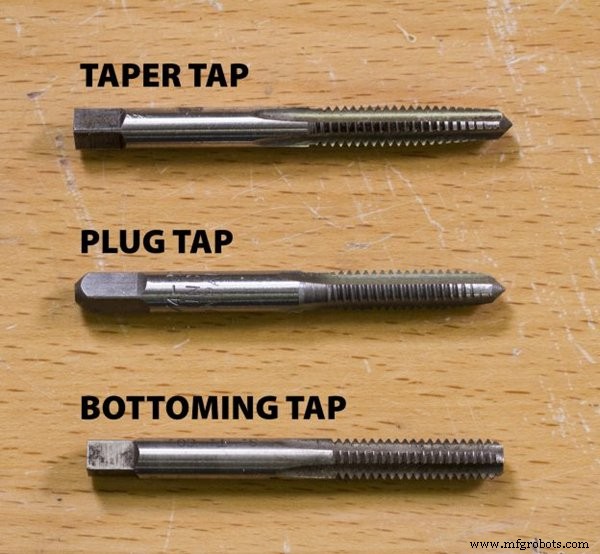
De belangrijkste soorten kranen zijn:Plug-tap, Taper-tap, Bottom-tap.
Deze typen worden gebruikt en ontworpen om een specifieke functie of doel uit te voeren en kunnen specifiek rond elk gat worden gegooid dat naar hen wordt gegooid.
Tapere kranen
Een taper tap heeft een conische punt en een lichte hoek met de schroefdraad, ook wel een afschuining genoemd. Meestal zijn de eerste zeven tot tien draden niet volledig gevormd. Door de taps toelopende hoek van de schroefdraad kunnen de schroefdraad veel gemakkelijker worden gestart dan wanneer u met een ondertap zou beginnen. Dit type tap wordt over het algemeen gebruikt om een nieuwe schroefdraad in een gat te maken.
Als het te tappen gat erg groot is, of als het materiaal erg hard is, wordt het gebruik van een taps toelopende tap afgeraden. In deze gevallen is het beter om in plaats daarvan een spiraalpunt te gebruiken. Taper taps worden ook niet aanbevolen voor blinde gaten (gaten die niet helemaal door het materiaal gaan).
Plugkranen
Tussen een taps toelopende en ondertapkraan komen plugkranen voor en wordt daarom ook wel een ‘tweede kraan’ genoemd. Plugtappen hebben meer kracht nodig om te draaien, omdat ze meer draden tegelijk snijden.
Plugkranen zijn het beste voorbeeld om schroefdraad te repareren die een beetje moet worden gerepareerd. Plug tappen zijn perfect voor het tappen van een gat dieper dan taper taps schroefdraad.
Er zijn een paar gevallen waarin het gebruik van een plugkraan wordt afgeraden. Een voorbeeld is als het gat dat wordt getapt zich zeer dicht bij de rand van het materiaal bevindt. Dit komt omdat de kraan gemakkelijk kan breken als deze tijdens gebruik de rand raakt. Bovendien kan het gebruik van een plugkraan op een gat met een zeer kleine diameter moeilijk zijn en kan leiden tot het breken van de kraan.
Tik onderaan
De onderste kraan is een soort kraan die begint vanaf de bodem van het gat. Het wordt gebruikt wanneer er niet genoeg ruimte is om de kraan van bovenaf te starten. De ondertap maakt het mogelijk om schroefdraad tot aan de bodem van een doorgaand gat te snijden. Dit type tik is ook handig voor het herstellen van fouten die zijn gemaakt tijdens het tikken vanaf de bovenkant. Het wordt meestal gebruikt voor:
Een ondiep blind gat inrijgen of inrijgen
Diepe schroefdraad en ondiep gat
Een nieuw gat tikken
Een ondertap is een gespecialiseerd hulpmiddel en is mogelijk niet in alle maten beschikbaar, dus het is belangrijk om dit te controleren voordat u aan een project begint.
Tips en overwegingen voor getapte gaten
Tapgaten worden als essentieel beschouwd voor het toevoegen van mechanische bevestigde onderdelen met machines. Het zal grote schade toebrengen aan de CNC-gefreesde onderdelen als u een schroot op de verkeerde manier probeert toe te voegen en te forceren. Zorgvuldige overwegingen en planning voordat u een draadgat gaat bewerken, zijn dus essentieel en helpen u onnodige problemen te voorkomen.
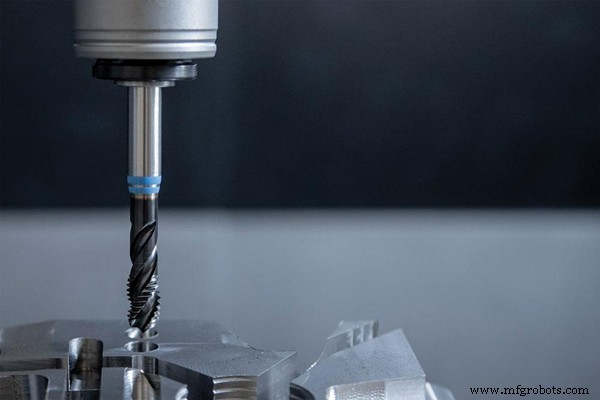
1. Methoden om tapgaten te maken:snijden en vormen
U kunt op twee manieren een binnendraad in getapte gaten maken:
met behulp van een vormtap
met behulp van een snijgereedschap
Hoewel beide methoden hetzelfde resultaat opleveren, moet u rekening houden met een aantal factoren om een van deze methoden te kiezen, zoals de grootte van het draadgat, machinedraaibanken, hardheid van het materiaal en blind of doorgaand gat.
1:Grootte van het draadgat - U kunt een vormtap of een traditionele snijtap gebruiken als het draadgat maximaal M6 is. U kunt een gereedschap met enkele lip gebruiken om het draadgat meer dan M6 te snijden. Omdat je de grotere tap nodig hebt voor het snijden van schroefdraadgaten voor meer machinevermogen.
2:Voor harde materialen - Voor harde materialen kunt u een snijtap gebruiken en voor harde materialen kunt u een snijtap gebruiken. De ribbels van de snijkraan zorgen ervoor dat smeermiddel langs een pad stroomt en geeft metaalkrullen meer ruimte aan de snijkant.
3:Voor een zacht materiaal - Gebruik vormtappen voor non-ferro zachte metalen materialen zoals messing, lood, staal en aluminium. Vormtappen kunnen interne schroefdraad maken in zachtere metalen zonder te breken. Dit komt omdat de snijactie langzamer en meer gecontroleerd is, wat helpt om schade aan het materiaal te voorkomen.
2. Gebruik indien mogelijk de standaard draadmaat
De maat van de schroefdraad die in CNC-machines wordt gebruikt, is van groot belang. Het heeft grote invloed op het hele bewerkingsproces. U moet onder mogelijke omstandigheden proberen standaardmaten draad te gebruiken.
Er zijn een paar gangbare schroefdraadmaten, waaronder 1/4-20, 3/8-16 en 1/2-13. Elk van deze maten komt overeen met een andere diameter en spoed, wat ervoor zorgt dat de schroefdraad goed op het gewenste object past. Daarnaast zijn er ook metrische schroefdraadmaten. De meest voorkomende metrische maten zijn M6 x 1,0, M8 x 1,25 en M10 x 1,5.
Het bewerkingsproces vereist geen speciaal bewerkingsgereedschap of materiaal wanneer standaard schroefdraadmaten worden gebruikt. Bovendien helpt het ook bij het verminderen van de doorlooptijd van de bewerking en het materiaalgebruik en maakt het het een kosteneffectief proces.
3. Geschikte draadgatdiameter
U moet ervoor zorgen dat de diameter van het draadgat zich binnen het werkstuk of onderdeel moet bevinden. De buitendiameter van het draadgat moet groter zijn dan de binnendiameter. Dit betekent dat de binnendiameter kleiner is dan de buitendiameter.
De draadbreuk kan optreden via de zijkant van het onderdeel als het draadgat zich dicht bij de rand van een onderdeel bevindt. Het breken van de schroefdraad kan resulteren in het breken van het snijgereedschap of de tap, waardoor de oppervlakteafwerking wordt vernietigd.
4. Overweeg schuine oppervlakken
Het kan moeilijk zijn om gaten in schuine oppervlakken te machinaal bewerken. U kunt een draadgat toevoegen aan een bestaand schuin oppervlak door een vlak oppervlak te maken door holtes te bewerken. Het schroefdraadgat wordt toegevoegd vanaf dit vlakke oppervlak.
Maar als er geen schuin oppervlak aanwezig is, moet u eerst het draadgat aan het onderdeel toevoegen voordat u het schuine oppervlak gaat bewerken. U moet ervoor zorgen dat de diepte van het draadgat overeenkomt met het ontwerp na het toevoegen van het schuine oppervlak.
5. Soorten draadgaten
De schroefdraadgaten zijn verdeeld in twee typen. Beide soorten gaten vereisten duidelijke overwegingen tijdens het ontwerpen van het onderdeel. Het wordt gedaan om de bewerking van beide draadgaten te garanderen.
Bovendien voorkomt het ook de interferentie van draadgaten met andere onderdelen. Hieronder volgen de belangrijkste soorten draadgaten:
Blinde draadgaten
De blinde draadgaten gaan niet helemaal door een onderdeel heen, maar naar specifieke onderdelen. De blinde gaten stoppen na het bereiken van de specifieke diepte. Als een draadgat wordt gemaakt met een frees, kan het gat eindigen op een plat oppervlak. Als het gat niet helemaal door het materiaal gaat, weet je dat het een geboord gat is. Maar als het is gemaakt met behulp van een traditionele molen, kan het eindigen op een kegel. Als het nodig is om de volledige schroefdraad tot aan de onderkant van het blinde draadgat te verlengen, wordt dit gedaan met behulp van een aftapkraan.
Maatvoering van een blind gat
De gatdiameter wordt vermeld voor de specificatie van het blinde gat. Het vereist ook dimensie voor het regelen van de diepte. De resterende hoeveelheid materiaal wordt geïdentificeerd of de gatdiepte wordt direct gespecificeerd om de diepte te regelen.
Door draadgat
Het doorgaande gat gaat volledig door een deel. De draadgaten zijn aan beide zijden van het onderdeel of werkstuk aanwezig. De onderdeeldikte wordt bepaald als het snijgereedschap of het tapbereik niet het hele diepe gat kan inrijgen.
U moet de volgende opties overwegen als het snijgereedschap of het tapbereik niet aan de ene kant van het gat kan draaien.
Blijf draden toevoegen totdat het snijgereedschap of de kraan dit toelaat. Houd er rekening mee dat er geen draad is in een deel van het gat.
Blijf aan beide kanten schroefdraad toevoegen totdat dit is toegestaan met het snijgereedschap of de tap. Houd er rekening mee dat de draden die aan beide kanten samenkomen, mogelijk niet op één lijn liggen.
6. Diepte van het gat
Diepe draadgaten bieden unieke bewerkingsuitdagingen in vergelijking met ondiepere draadgaten. De grotere diepte van de schroefdraad zorgt voor meer contacttijd tussen het gereedschap en het werkstuk, wat meer warmte genereert en een grotere snijkracht vereist. Deze factoren verhogen het risico op gereedschapsbreuk bij het bewerken van diepe draadgaten. Om deze uitdagingen het hoofd te bieden, moet speciale aandacht worden besteed aan het selecteren en gebruiken van snijgereedschappen, en het bewerkingsproces moet nauwlettend worden gecontroleerd om ervoor te zorgen dat gereedschapsbreuk niet optreedt.
Conclusie
Als het gaat om het tappen van draadgaten, is het belangrijk om het fabricageproces volledig te begrijpen. Zo weet je zeker dat de onderdelen die je produceert van hoge kwaliteit zijn. Hoewel het misschien een beetje ingewikkeld lijkt, kun je het beste overleggen met experts in threading-technieken.
Bij WayKen hebben we twee decennia ervaring in verspanen. Ons team van ingenieurs is goed thuis in verschillende machinale projecten en we stellen onze klanten altijd op de eerste plaats. Als u vragen heeft over het tappen of bewerken van schroefdraad, neem dan gerust contact met ons op!
CNC machine
- Overwegingen voor Zwitserse machinale bewerking met hoge productie
- 4 belangrijke ontwerpoverwegingen voor 3D-printen
- C++ voor Loop
- t om te zoeken in een CNC-machine
- t Praktijken voor preventief CNC-onderhoud
- maanden oorzaken voor CNC-reparaties
- es van koelvloeistof voor CNC-bewerking
- Projectideeën voor uw mini-CNC-machine
- Belangrijke overwegingen bij het gebruik van CNC-freestechnologie voor het bewerken van gehard staal
- Typen PCB-gaten
- Gatenbeplating