


Succesvol steken met miniatuur snijgereedschappen
Of uw gereedschap nu een krachtpatser met een diameter van 1 inch is of een precisie-vingerfrees van 0,032 inch, sleuven frezen is een van de moeilijkste bewerkingen op het gereedschap. Tijdens sleufbewerkingen wordt er veel kracht en druk uitgeoefend op de gehele snijkant van het gereedschap. Dit resulteert in lagere snelheden en voedingen en verhoogde gereedschapsslijtage, waardoor het een van de meest vervelende processen is, zelfs voor de beste snijgereedschappen.
Met miniatuurgereedschappen (voor de doeleinden van deze blog, minder dan 1/8 "diameter) verandert het spel. De manier waarop we miniatuurgereedschap benaderen is compleet anders als het gaat om slotting. In deze gevallen is het van vitaal belang om het juiste gereedschap voor deze bewerkingen te selecteren. Een paar van de suggesties zullen u misschien verbazen als u gewend bent om met grotere gereedschappen te werken, maar wees gerust, dit zijn beproefde aanbevelingen die uw slagingspercentage in miniatuur slotting-toepassingen drastisch zullen verhogen.
Gebruik zoveel mogelijk fluiten
Bij het uitvoeren van traditionele gereedschapspaden voor sleuven, is de grootste zorg met het snijgereedschap de beste spaanafvoer door het juiste aantal spaangroeven te gebruiken. Traditioneel wil je zo min mogelijk fluiten gebruiken. Bij aluminium/non-ferro banen is dit doorgaans niet meer dan 2/3 groeven, en in staal/ferro toepassingen wordt 4 groeven aanbevolen. Het lagere aantal groeven laat ruimte voor de spanen om te evacueren, zodat u geen spaanders opnieuw snijdt en de groeven op uw gereedschap in diepe sleuven verstopt.
Bij het frezen met miniatuurgereedschappen zijn de grootste zorgen de stijfheid, doorbuiging en kernsterkte van het gereedschap. Met micro-slotting zijn we niet aan het "slotten", maar eerder aan het "maken van een slot". Bij traditionele sleuven kunnen we een ½”-gereedschap 2xD naar beneden in het onderdeel drijven om een volledige gleuf te maken, en het gereedschap kan het aan! Maar deze techniek is gewoon niet mogelijk met een kleinere tool.
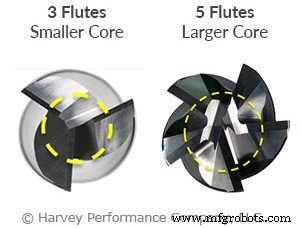
Laten we bijvoorbeeld een .015 "vingerfrees nemen. Als we met dat gereedschap een sleuf maken die 0,015 inch diep is, nemen we waarschijnlijk een axiale diepte van 0,001 inch tot 0,002 inch per pas. In dit geval zijn chips niet langer jouw probleem, omdat het geen traditioneel slotting-toolpad is. Stijfheid en kernkracht zijn nu de sleutelwoorden, wat betekent dat we zoveel mogelijk fluiten moeten toevoegen! Zelfs in materialen zoals aluminium zijn 4 of 5 fluiten een veel betere optie bij kleinere diameters dan traditionele 2/3 fluitgereedschappen. Door een gereedschap met een hoger aantal groeven te kiezen, hebben sommige eindgebruikers hun standtijd 50 tot 100 keer zien toenemen ten opzichte van gereedschap met een lager aantal groeven en minder stijfheid en sterkte.
Gebruik de sterkst mogelijke hoek bij het steken
Behalve dat je ervoor moet zorgen dat je een sterke kern op je miniatuurgereedschappen hebt terwijl je een gleuf maakt, moet je ook goed kijken naar je hoeksterkte. Het aanbrengen van een hoekradius op uw gereedschap is een geweldige stap en verbetert de hoeksterkte van het gereedschap aanzienlijk ten opzichte van een vierkant profielgereedschap. Als we echter de sterkste puntgeometrie willen, moet ook het gebruik van een kogelkopfrees worden overwogen.
Een kogelfrees geeft u de sterkst mogelijke punt van de drie meest voorkomende profielen. De eindgeometrie op de kogelneus kan bijna werken als een vingerfrees met hoge voeding, waardoor snellere voedingen mogelijk zijn op de lichte axiale passages die nodig zijn voor micro-slotting. De geleidingshoek op de kogelneus maakt ook axiale spaanverdunning mogelijk, waardoor u een langere standtijd krijgt en uw cyclustijden kunt verkorten.

Het juiste gereedschap vinden voor miniatuursleufbewerkingen
Precisie en nauwkeurigheid zijn van het grootste belang als het gaat om miniatuurgereedschap, ongeacht of u sleuffrezen, voorbewerken of zelfs gewoon een gat in een onderdeel wilt maken. Met de bovenstaande richtlijnen is het ook belangrijk om een verscheidenheid aan gereedschapsopties beschikbaar te hebben om aan uw specifieke sleufbehoeften te voldoen. Harvey Tool biedt 5 groeffrezen met een diameter tot 0,015 inch, die een geweldige optie zijn voor een sterker gereedschap met een hoog aantal groeven voor sleufbewerkingen.

Als u uw hoeksterkte wilt verbeteren, biedt Harvey Tool ook een brede selectie van miniatuurvingers in hoekradius en kogelneusprofielen, met tientallen opties voor bereik, snedelengte en groeftelling. Informatie over snelheden en voedingen voor al deze tools is ook beschikbaar, waardoor het programmeren van deze moeilijke toolpaths net iets eenvoudiger wordt.

Sleutelsucces behalen:samenvatting
Om de zaken af te ronden, zijn er drie belangrijke punten waarop u zich moet concentreren als het gaat om miniatuurslotting:het aantal fluiten, de hoeksterkte en de diepte van uw axiale passen.
Het is van vitaal belang ervoor te zorgen dat u een gereedschap met een hoekradius of kogelneus gebruikt en zoveel mogelijk groeven op uw gereedschap plaatst wanneer mogelijk. Dit houdt het gereedschap stijf en voorkomt doorbuiging terwijl het een superieure kernsterkte biedt.
Neem voor uw axiale passen lichte passen met meerdere stepdowns. Door uw gereedschap bijna als een vingerfrees met hoge voeding te bewerken, wordt een succesvolle sleufbewerking mogelijk, zelfs bij de meest minuscule diameters.
CNC machine
- CNC-routerbits Woordenlijst 2
- Betrouwbaarheidsverbeteringstools selecteren
- Hoe kiest u CNC-bewerkingsmachines?
- Een gids voor CNC-snijgereedschap voor digitale messen
- Resultaten optimaliseren tijdens het bewerken met miniatuur frezen
- Vereenvoudig uw bestellingen voor snijgereedschap
- 5-assige programmering:programmeren met gereedschapsvectoren?
- Draaibankmachinebewerkingen en draaibanksnijgereedschappen
- Een snelle vergelijking van CNC-bewerkingsmachines
- Typen snijgereedschappen voor draaibanken
- Gereedschapsoffset in CNC-draaibank met Fanuc-besturing