


5-assige programmering:programmeren met gereedschapsvectoren?
Bij het programmeren in 5-assige hebben we twee verschillende opties die we kunnen gebruiken om roterende bewegingen en posities aan te bevelen. We kunnen de gegevens uitvoeren met behulp van rotatiehoeken of gereedschapsvectoren. Hoewel elk zijn voor- en nadelen heeft, zou ik er de voorkeur aan geven een postprocessor te configureren om deze roterende commando's als IJK-gereedschapsvectoren uit te voeren, in plaats van de meer gebruikelijke ABC-as-rotatiehoeken, als ik een keuze krijg.
Het gebruik van IJK-toolvectoren maakt het programma onafhankelijk van een bepaalde machineconfiguratie. Aangezien we geen specifieke asoproep (A, B of C) opdragen, is de machine vrij om alle beschikbare assen te gebruiken om het gereedschap in de opgedragen positie en kantelhoek te positioneren. Deze vrijheid maakt het mogelijk om hetzelfde onderdeelprogramma te delen met verschillende machines in de werkplaats – ongeacht de machineconfiguratie – en kan een enorme hoeveelheid vrijheid bieden bij het plannen van taken op de werkvloer.
Toolvectoren kunnen het maken van een postprocessor ook gemakkelijker maken. Bij het programmeren van een 5-assig gereedschapspad met behulp van een CAM-systeem, berekent de software automatisch de opgedragen bewegingen intern met behulp van gereedschapsvectoren. Daarom zou het logisch zijn dat een postprocessor die deze eerder gemaakte zetten eenvoudig kan uitvoeren, zonder ze te vertalen, veel eenvoudiger te maken zou zijn. Als we de post configureren om elke beweging te vertalen naar een A-as, B-as of C-as commando, dan zal de postprocessor meer werk moeten doen - en zal op zijn beurt complexer zijn en meer tijd kosten om te configureren en test.
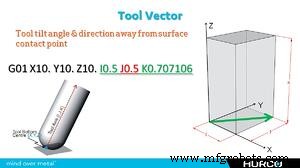
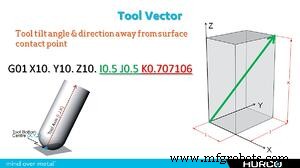
Dus, wat is een gereedschapsvector? Gereedschapsvectoren zijn gewoon IJK-waarden in een programma, toegevoegd aan het einde van een XYZ-positie, die bepalen in welke hoek en richting het gereedschap weg moet kantelen van de opgedragen XYZ-positie. Bijvoorbeeld:een gereedschapsvectorcommando van G01 X10. Y10. Z10. I0.5 J0.5 K0.707106 zou hetzelfde gereedschap en dezelfde aspositie zijn als G01 X10. Y10. Z10. B45. C45...zonder specifieke ascommando's uit te hoeven roepen. Het tweede commando kan ALLEEN worden gebruikt op een machine met een BC-machineconfiguratie.
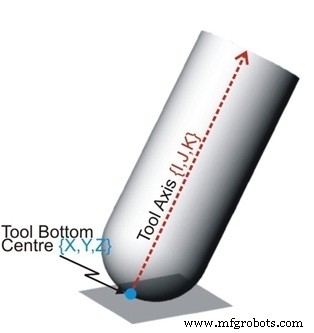
Hoewel vectorgegevenspunten van gereedschap GEEN gemeten afstanden zijn en er geen maateenheid aan is gekoppeld, zie ik ze in mijn gedachten als ik een opgedragen kantelhoek van het gereedschap probeer te visualiseren. De drie letters die in een vector worden gebruikt, komen overeen met de drie assen van de machine... I valt langs de X-as, J langs de Y-as en K is in de richting van de Z-as. Laten we in het onderstaande voorbeeld, alleen voor visualisatiedoeleinden, aannemen dat elk IJK-token een maat in inches is. Neem vanaf het XYZ-gereedschapscontactpunt een punt in de ruimte aan dat 0,50" positief is in de X-as, 0,50" positief in de Y-as en 0,70716" omhoog in de positieve Z-richting. Stel je nu een lijn voor die begint in het midden van de gereedschapspunt en zich naar boven uitstrekt door het punt in de ruimte dat is gemaakt door de IJK-tokens. Dat zou de opgedragen kantelhoek en richting van het gereedschap zijn. Zo eenvoudig is het!

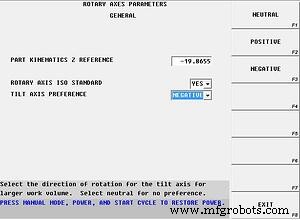
Er is nog een laatste ding dat we moeten bespreken als we het hebben over het gebruik van gereedschapsvectoren om in 5-assen te programmeren. Wanneer u de machine laat bepalen hoe deze de beschikbare rotatie-assen gaat gebruiken om het gereedschap in de opgedragen kantelhoek te positioneren, en we erkennen dat er ten minste twee acceptabele oplossingen zijn voor elke 5-assige combinatie, moeten we een manier om de besturing te dwingen degene te kiezen die het beste past bij de individuele machineconfiguratie. We doen dit door iets toe te passen dat "voorkeur voor kantelas" wordt genoemd ... een instelling binnen de besturingsparameters voor elke besturing van een bewerkingsmachine die kan worden geprogrammeerd met gereedschapsvectorinvoer.
De voorkeur voor kantelas wordt gebruikt om de oplossing van het huidige 5-assige commando te forceren die de meest geschikte draairichting is voor de machine waarop het programma wordt uitgevoerd. Bijvoorbeeld:op een tapmachine, waar de A-as 110 graden in de negatieve richting kan kantelen, maar slechts 30 graden in de positieve richting (zoals bij alle Hurco 5-assige tapmachines), moeten we doen wat we kunnen om de besturing te "forceren" om altijd negatief te kantelen wanneer mogelijk ... ervoor te zorgen dat we voldoende asverplaatsing hebben om de beweging te voltooien.

CNC machine
- Functies Pointers in C Programmeren met voorbeelden
- Python - Extensie programmeren met C
- ATtiny85 programmeren met Arduino Uno
- 5-assige CNC:5-assige transformatievlakken programmeren met IJK UVW-vectoren
- 5-Axis Programming:gereedschapsassen en botsingsbesturingen begrijpen
- Eenvoudiger 5-assig programmeren met ASR
- Word productiever met een absolute gereedschapslengte
- Gang Tool-draaibank met polymeerbasis - SNK
- Draaien opnieuw uitgevonden met PrimeTurning
- Afsteken met Y-as bewerking
- Gereedschapsoffset in CNC-draaibank met Fanuc-besturing