


Kostenbesparingen bij het machinaal bewerken van titanium met spiraalvormige oplossingen
Toen het productieteam van Geospace Technologies op zoek was naar een betere standtijd en betere prestaties bij een titanium CNC-freestaak, wendden ze zich tot Harvey Performance Company en de lokale Application Engineer Mike Kanigowski om enkele Helical Solutions End Mills in te schakelen. Met de hulp van Mike behaalde Geospace Technologies, onder leiding van hoofdfreesprogrammeur Tranquilino Sosa, enorm succes en uitgebreide kostenbesparingen op het gebied van titaniumbewerking, waardoor ze hun gereedschapsrepertoire volledig hebben verschoven naar Helical's hoogwaardige vingerfrezen in hun werkplaats.
Problemen met de standtijd van gereedschap
Voordat Geospace Technologies overstapte naar Helical, ondervond Geospace Technologies problemen met de standtijd van een klus waarbij zowel voor- als nabewerking van gereedschapsbanen op een titanium (Ti-6AL-4V) onderdeel nodig was. Voor hun voorbewerkingspassage gebruikte Geospace een 4 fluits, 3/8 "diameter vingerfrees van een concurrent met een 30° spiraalhoek en TiALN-coating. In traditionele voorbewerkingspaden draaide dit gereedschap op 1.750 tpm met een voedingssnelheid van 10 IPM. Het gereedschap zou vier stappen nodig hebben, drie met een axiale snedediepte van .200” en een laatste doorgang op .100” voor een totale diepte van .700”.
Bij het afwerken gebruikte het team een 1/2”-versie van hetzelfde gereedschap van de concurrent, draaiend op 900 tpm met een voedingssnelheid van 8 IPM. Dit zou twee passen vergen, één op .400” diep en de laatste naar de onderkant van het deel op .700”.

Met deze strategie en tooling creëerde het team onderdelen van hoge kwaliteit met een cyclustijd van 15 minuten en 22 seconden per onderdeel, maar zag het voorbewerkingsgereedschap gemiddeld slechts 60 onderdelen meegaan en het nabewerkingsgereedschap ongeveer 120 onderdelen. Hierdoor waren de gereedschapskosten hoger dan ze zouden willen en kostte het het team kostbare tijd met frequente gereedschapswisselingen.
Sosa had een deel van het succes gezien dat andere winkels hadden met titaniumfrezen met behulp van Helical Solutions-vingerfrezen, en dus namen ze contact op met Kanigowski om te zien hoe Helical hen kon helpen hun kosten per onderdeel te verlagen en een nog betere afwerking te bereiken.

Toolselectie inbellen
Toen Mike in contact kwam met het team van Geospace, wist hij dat er een aantal directe voordelen waren aan het veranderen van de toolpaths die in deze baan werden gebruikt. Met behulp van hun ESPRIT-software kon het team een nieuw programma inbellen met behulp van HEM-toolpaden (High Efficiency Frezen) via ESPRIT's "Profit Milling"-technologie.
Nu de HEM-toolpaths aanwezig waren, had Geospace nieuwe hoogwaardige tools nodig om optimaal te profiteren van de programmeeraanpassingen. Na veel testen en evalueren van verschillende opties uit Helical's uitgebreide lijn vingerfrezen voor Titanium, koos Geospace voor twee solide gereedschappen.
Helical biedt veel verschillende opties voor titaniumfrezen in HEM-gereedschapsbanen. Tijdens het testen heeft het team van Geospace gekozen voor Helical EDP 59424, een frees met een diameter van 3/8” en 7 groeven met hoekradius. Dit gereedschap heeft een variabele spoedgeometrie en offset spaanbrekers voor optimale spaanafvoer, verminderde harmonischen en minimale gereedschapsdruk, evenals Helical's Aplus-coating voor hoge temperatuurbestendigheid, verminderde slijtage en verbeterde standtijd.

Toen we naar het gereedschapspad voor de afwerking keken, koos Geospace voor Helical EDP 82566, een 3/8”, 6-fluit, vierkante vingerfrees uit de bekende HEV-6-productlijn van Helical. Deze tool had een ontwerp met variabele pitch om chatter te verminderen en een superieure afwerking achter te laten. Hoewel Helical ook verschillende gereedschappen biedt voor het afwerken van gereedschapsbanen in Titanium, heeft dit gereedschap Geospace tijdens het testen de beste afwerking gegeven voor hun specifieke onderdeelgeometrie.
Het "spiraalvormige verschil" ervaren
Met de nieuwe tools nam het team van Sosa contact op met Helical voor hulp bij het inbellen van snelheden en feeds. Het technische team van Helical kon ze instellen op Machining Advisor Pro, een geavanceerde rekenmachine voor snelheden en voedingen, ontwikkeld door de experts achter Helical Solutions-tooling. Met deze "wonderwerker"-toepassing in hun arsenaal kon het team eenvoudig hun nieuwe gereedschappen inbellen voor hun specifieke materiaalkwaliteit, snedediepte en machine-instelling.
Het team zag direct positieve resultaten en kostenbesparingen op deze klus. Ze waren in staat om hun voorbewerkingspaden te vergroten tot 4.500 tpm en 157 IPM. Het afwerkingspad bleef grotendeels hetzelfde, maar resulteerde in een sterk verbeterd slotdeel. In totaal daalde de cyclustijd van 15 minuten en 22 seconden per onderdeel naar 12 minuten en 17 seconden per onderdeel, wat geweldig was, maar de verbetering van de standtijd was waar Sosa het meest van onder de indruk was.
Met de nieuwe Helical-vingerfrees in de winkel, kon Geospace beide gereedschappen voor 580 onderdelen gebruiken met zeer minimale slijtage van het gereedschap. Dit was een verbetering van bijna 1000% in standtijd voor hun voorbewerkingsgangen en een verbetering van 483% in standtijd voor de nabewerking. In totaal ging één voorbewerkingsgereedschap meer dan 42 uur mee in de snede voordat deze moet worden vervangen.
Het elimineren van de noodzaak van een gereedschapswissel om de 60 onderdelen was ook een aanzienlijke tijdsbesparing. Constante gereedschapswisselingen veroorzaakten ernstige stilstand van de machine, die werd geëlimineerd door de langere standtijd van de spiraalvormige vingerfrezen. Wat een klein ongemak lijkt, zal in de loop van een paar maanden echt oplopen tot tientallen uren aan tijdwinst voor het team van Sosa.
Geospace was enthousiast over de resultaten die ze zagen bij deze Titanium-klus, aangezien ze nog nooit een lange standtijd in Titanium hadden ervaren bij een ander concurrerend merk. Sosa en zijn team zijn verheugd om het Helical Solutions-product in de toekomst voor al hun andere taken te blijven gebruiken en om met Kanigowski en het Helical-techteam te blijven werken aan het inbellen van gereedschapsselectie en snelheden en feeds voor toekomstige projecten.
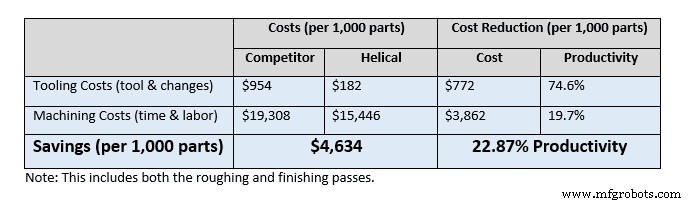
Zie hieronder voor een directe uitsplitsing van de prestaties van de spiraalvormige vingerfrezen in termen van totale kosten en gewonnen productiviteit ten opzichte van die van de concurrent. Deze aantallen worden gemeten per 1.000 onderdelen, waarbij rekening wordt gehouden met gereedschapskosten, gereedschapswisseltijd, arbeidskosten, bedrijfsparameters en cyclustijden.
CNC machine
- IMTEC-deuroplossingen bieden maximale veiligheid en kostenbesparingen
- Worstelen met grafiet:een bewerkingsgids
- Titanium aanpakken:een gids voor het bewerken van titanium en zijn legeringen
- Resultaten optimaliseren tijdens het bewerken met miniatuur frezen
- Strategieën om gereedschapsdoorbuiging bij CNC-bewerking te verminderen
- Wij bieden CNC-bewerkings- en gereedschapsoplossingen
- Titanium bewerken:vind de juiste freesgereedschappen voor superlegeringen
- Afsteken met Y-as bewerking
- Hoe u de CNC-bewerkingskosten kunt verlagen?
- De kosten van CNC-bewerking
- Kosten in verband met precisie CNC-bewerkingen