


Cyclustijd versus oppervlakteafwerking

De nooit eindigende beraadslaging … Cyclustijd Vs. Oppervlakteafwerking
Voor de meeste machinisten is het een constant dilemma, cyclustijd versus oppervlakteafwerking? Optimaliseer ik voor een perfecte oppervlakteafwerking of een minimale cyclustijd? Ik weet dat ik persoonlijk uren aan programmeertijd heb besteed om kostbare seconden aan cyclustijd te besparen. De realiteit is dat je in deze tijd waarschijnlijk niet het een volledig voor het ander kunt opofferen (cyclustijd versus oppervlakteafwerking), omdat de vraag naar beide altijd hoog zal zijn. Dus als je op mij lijkt, verhoog je de voedingssnelheid, organiseer je de gereedschapswisselingen, minimaliseer je de terugtrekhoogte en optimaliseer je het snijpad … en dat heeft je dichtbij gebracht … maar niet dichtbij genoeg. Dus wat nu?
Nou, goed nieuws ... dynamiek is hier!
Oké, dat klinkt misschien een beetje onstuimig, maar er is een goede reden voor de opwinding. Om te begrijpen waarom, moet je dynamiek begrijpen en we zijn van mening dat onze goede vrienden bij CNCCookbook uitstekend werk kunnen leveren door uit te leggen wanneer ze zeggen:
"De mogelijkheid om de contourdynamiek van de machine te controleren, lijkt een beetje op de rijregeling op de ophanging van een moderne, hoogwaardige auto:wil je comfortabel rijden, sportief of een volledige race?"
Ik denk er graag aan om over te schakelen van een drilboor naar een exact mes, maar je snapt het idee. Er zijn drie belangrijke parameters in het spel bij een dynamische aanpassing:
Kringresolutie: De fijnheid van bewegingen in een boog.
Versnelling: De verandering van snelheid in de tijd.
Eikel: De snelheid van verandering van versnelling.
Dus met behulp van een DATRON hogesnelheidsfreesmachine als voorbeeld - door deze waarden in Dynamic 1 in de besturingssoftware in te voeren, krijgen we de meest nauwkeurige bewegingen met de meest zachte acceleratiehelling, wat leidt tot de best mogelijke oppervlakteafwerking. Eerst moet je dat deel echter ruw maken en dit is waar Dynamic 5 uitblinkt. Met meer dan 4 keer grotere waarden dan in Dynamic 1, is het tijdsvoordeel dat u kunt behalen aanzienlijk.
Ik zal het bereik tussen Dynamic 1 en Dynamic 5 illustreren door het onderstaande deel te frezen.
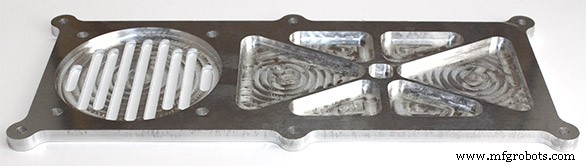
Op Dynamic 1 kun je elke 8 minuten 40 seconden een van deze onderdelen frezen Niet slecht, maar op Dynamic 5 wordt elk onderdeel in 6 minuten 3 seconden gefreesd. In beide gevallen is het spiltoerental 40.000 tpm en de voedingen 4 m/min. met een 6 mm enkele groeffrees en 3 m/min. met een 3 mm enkele groeffrees. Dus de enige variabele is de dynamische instelling.
Wat echt geweldig is, is dat, in tegenstelling tot de meer tijdrovende onderdelen van programma-optimalisatie, het aanpassen van deze instellingen net zo eenvoudig is als het typen van "dynamiek" in uw editor en het selecteren van 1-5.
Dus als u verbijsterd bent door het dilemma van cyclustijd versus oppervlakteafwerking, is het tijd om Dynamics te overwegen. Bel het in en geniet van het beste van beide werelden.
CNC machine
- Wat is oppervlakteafwerking?- Eenheden, symbolen en diagram
- Hoe de oppervlakteafwerking van aluminium zandgietwerk te verbeteren?
- Eindwerkend torentje verkort de cyclustijd
- Robotische schuurmachine verkort de cyclustijd, gebruik van schuurmiddelen
- Hoe de cyclustijd in de auto-industrie te verbeteren?
- Cyclustijd versus takttijd:waarom de verschillen ertoe doen
- Begin tot eind:de basisprincipes van oppervlaktemeting
- CNC-bewerkingscyclustijdberekening
- Investment Gieten Oppervlakteafwerking
- DIN 1725-1 klasse 3.3211 T4
- DIN 1725-1 klasse 3.3211 T6