


5-Axis Programming:gereedschapsassen en botsingsbesturingen begrijpen
 Als je tien verschillende 5-assige programmeurs zou vragen om hetzelfde onderdeel te programmeren, zou je hoogstwaarschijnlijk tien verschillende krijgen bewerkingsstrategieën. Afhankelijk van ervaring, machineconfiguratie, CAM-software, tooling, werkstukopspanning en een groot aantal andere criteria ziet iedereen het pad dat ze nodig hebben net een beetje anders. Maar ze leiden allemaal naar dezelfde plek... een succesvol afgerond onderdeel. Dit artikel zal deel één zijn in een meerdelige serie over 5-assig programmeren.
Als je tien verschillende 5-assige programmeurs zou vragen om hetzelfde onderdeel te programmeren, zou je hoogstwaarschijnlijk tien verschillende krijgen bewerkingsstrategieën. Afhankelijk van ervaring, machineconfiguratie, CAM-software, tooling, werkstukopspanning en een groot aantal andere criteria ziet iedereen het pad dat ze nodig hebben net een beetje anders. Maar ze leiden allemaal naar dezelfde plek... een succesvol afgerond onderdeel. Dit artikel zal deel één zijn in een meerdelige serie over 5-assig programmeren.
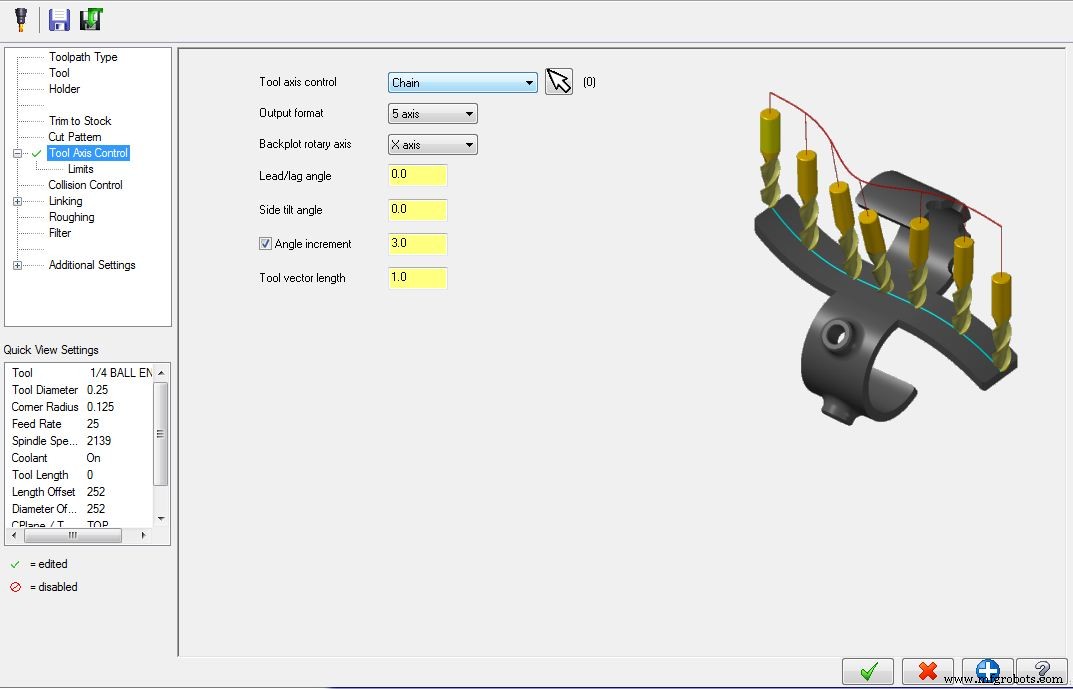
Wanneer u begint te programmeren in 5-assige NC, zult u zich snel realiseren dat een van uw eerste obstakels zal zijn om de impact te begrijpen van de uitputtende hoeveelheid regelparameterinstellingen. Het onjuist instellen van een van deze parameters kan zeker het verschil betekenen tussen succes en mislukking bij het genereren van het gewenste gereedschapspad - omdat elk van deze parameters een belangrijke taak heeft voor de gereedschapsas- en botsingscontrole.
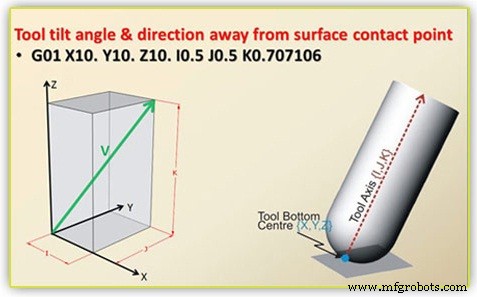
De parameters van Tool Axis Control bepalen hoeveel en in welke richting het gereedschap zal kantelen, en hoe die kanteling zal worden gecontroleerd en aangestuurd tijdens het bewerkingsproces. Gemeenschappelijke kenmerken zoals lijnen, oppervlakken, vlakken, punten en kettingen worden gebruikt om te bepalen hoe de aangewezen kantelhoek van een gereedschap wordt gehandhaafd. Als een tool eenmaal is gekoppeld aan een van de hierboven genoemde gemeenschappelijke functies, behoudt de tool die relatie met de functie; waardoor de kantelhoek wordt gecontroleerd ... als er bijvoorbeeld een punt of lijn is aangewezen, volgt de gereedschapspunt het geprogrammeerde gereedschapspad, maar de bovenrand van het gereedschap wijst altijd naar het aangegeven punt, of volgt de aangegeven lijn om de juiste hoeveelheid kanteling gespecificeerd door de programmeur. Evenzo, als een oppervlak of vlak wordt geselecteerd, zal het gereedschap continu de aangewezen kantelhoek behouden in relatie tot het oppervlak of vlak dat is geselecteerd als de bedieningsfunctie.
Naast - of samen met - het gebruik van geometrische kenmerken, kunnen voorloop-, vertragings- en zijkantelhoeken ook worden toegewezen om de kanteling van de gereedschapsas te regelen. In het geval van een voor- of naloophoek, is de aangegeven kantelhoek in relatie tot de rijrichting... de voorloophoeken kantelen met de rijrichting, alsof deze voor het gereedschap leiden; en vertragingshoeken kantelen weg van de rijrichting, alsof het gereedschap achterloopt op de snede. Zijwaartse kantelhoeken worden aangeduid als positieve of negatieve graden en zorgen ervoor dat het gereedschap naar de linker- of rechterkant van de rijrichting kantelt.
De programmeur moet ook leren om de botsingscontroleparameters te gebruiken, dit zijn limieten die het gereedschap beïnvloeden en hoeveel, en in welke richting, een gereedschap mag kantelen... ongeacht de gebruikte gereedschapsasbesturingsmethode. Door het gereedschap blindelings te laten kantelen, zonder enige aandacht voor limieten, kan het gereedschap of de gereedschapshouder contact maken met het werkstuk of de machine zelf, waardoor een botsing ontstaat. Het effectief leren gebruiken van de parameters Tool Axis Control en Collision Control is een van de dingen die een goede 5-assige programmeur kunnen onderscheiden van een geweldige 5-assige programmeur.
Een veel voorkomende vraag is misschien waarom we het gereedschap in de eerste plaats moeten kantelen. Waarom houdt u het gereedschap niet gewoon verticaal op het te snijden oppervlak, zoals bij 3-assige bewerking? Het antwoord waarom we het gereedschap kantelen in 5-assige bewerking is omdat we het kunnen! Het kantelen van de frees is het meest gebruikelijk voor gereedschappen met een hoekradius, en niet voor gereedschappen met vierkante hoeken, zoals platte vingerfrezen. De mogelijkheid om het gereedschap te kantelen betekent dat we op de radius snijden en niet in het midden onderaan de frees - wat ons een betere controle geeft over de spaanbelasting en voedingssnelheden, en ons een veel betere oppervlakteafwerking en langere levensduur van het gereedschap. Omdat het onderste midden van een roterend gereedschap geen effectieve snelheid heeft, werkt het gebruik van een verticaal uitgelijnd gereedschap meer alsof het wordt gesleept, in plaats van langs het gereedschapspad te snijden.

CNC machine
- 5-assige programmering:programmeren met gereedschapsvectoren?
- Computerondersteunde productie en de voordelen ervan begrijpen
- Nauwkeurigheid en positionering van CNC-bewerkingsmachines maximaliseren
- Schokbestendig gereedschapsstaal begrijpen voor het maken van ponsen en matrijzen
- Gereedschapsstaal begrijpen en hoe het wordt gemaakt
- Verschillende soorten ponsgereedschappen en hun primaire toepassingen begrijpen
- Bewerkingsproces en werktuigmachines begrijpen
- G- en M-codes begrijpen als een professional [Volledige gids]
- CNC-programmeercycli of CNC-voorgeprogrammeerde cycli voor- en nadelen
- CNC-gereedschapsvoorinstelling en CNC-gereedschapsmeting en inleiding
- CNC-programmeerprincipes en toepassingen