


Verbindingen aanspannen met momentsleutels
De volgende richtlijnen zijn bedoeld om u te helpen valkuilen te identificeren met betrekking tot het aandraaien van boutverbindingen.
Gebruik de juiste tool: Zorg ervoor dat een gekalibreerd momentgereedschap wordt gebruikt en dat een momentwaarde is gespecificeerd op de aanhaalspecificatie. Houd er rekening mee dat bepaalde automatische aanhaalgereedschappen, zoals slagmoersleutels, kunnen leiden tot aanzienlijke variaties in de koppelwaarde en de voorspanning van bouten. Gebruik daarom een gekalibreerd momentgereedschap voor de laatste aanhaalbewerking of inspectie.
Geef het juiste aanhaalmoment op: Specificeer indien mogelijk het aanhaalmoment op basis van feitelijke testresultaten in plaats van een theoretische waarde. Maak een experimentele bepaling van het aanhaalmoment door de boutverlenging en rekstrookjes te meten of door een loadcel te gebruiken die in de verbinding is ingebed.

Figuur 1. Kriskras aanhaalvolgorde.
Geef een aanhaalvolgorde op: De meeste verbindingen bestaan uit meer dan één bout en verbinden oppervlakken die niet helemaal vlak zijn. De volgorde van het aandraaien van de bouten kan een grote invloed hebben op de resulterende voorspanningen. Geef bij dergelijke verbindingen de volgorde voor het aandraaien van de bouten aan. Omdat de verbindingsoppervlakken samendrukken, heeft het aandraaien van de ene bout in de buurt van een andere invloed op de voorspanning die wordt gegenereerd door de eerste aangedraaide bout.
Een goede aanhaalvolgorde zorgt voor een gelijkmatige verdeling van de voorspanning in de verbinding (Figuur 1). Omdat verbindingen die conventionele pakkingen bevatten een relatief lage drukstijfheid hebben, zijn de voorspanningen van de bouten in dergelijke verbindingen bijzonder gevoelig voor de aanhaalvolgorde. Op basis van ervaring, als de bouten in een cirkelvormig patroon zijn, wordt normaal gesproken een kruiselingse volgorde gespecificeerd. Voor niet-ronde boutpatronen wordt een spiraalvolgorde gespecificeerd die in het midden begint (Figuur 2).
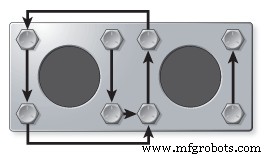
Afbeelding 2. Spiraal aanhaalvolgorde.
Op kritieke verbindingen kunt u een patroon specificeren dat de bouten meer dan eens aandraait om een gelijkmatige verdeling van de voorspanning te garanderen.
Let op met gewone ringen: Ruimte tussen de boutschacht en het ringgat kan resulteren in relatieve zijwaartse beweging. Het kan het wrijvingsoppervlak veranderen van moer en ring naar ring en verbindingsoppervlak tijdens het vastdraaien. Dit beïnvloedt de koppel-spanningsrelatie en leidt tot grote variaties in voorspanning. In sommige situaties, zoals om sleuven af te dekken of om de oppervlaktedruk onder de boutkop te verminderen, worden onderlegringen gespecificeerd. Zorg er in dergelijke omstandigheden voor dat ze voldoende dik en hard zijn en goed aansluiten op de boutschacht.
Flenskopbouten: Overweeg op relatief zachte materialen of wanneer bouten met hoge treksterkte worden gebruikt, het gebruik van flenskopbouten en moeren. Dergelijke bevestigingsmiddelen verminderen de oppervlaktedruk onder het moeroppervlak, waardoor de hoeveelheid voorspanning die verloren gaat bij het inbedden wordt verminderd. Vanwege de lagervlakken met een grotere diameter is een hoger aanhaalmoment vereist omdat er meer koppel wordt afgevoerd door wrijving.
Pakkingen: Conventionele pakkingen zijn niet-elastisch; dit resulteert in een vermindering van de boutvoorspanning in de tijd. Deze toestand treedt meestal kort na installatie op en veroorzaakt boutontspanning. Om het effect van dergelijke problemen te verminderen, draait u de bouten weer vast nadat u enige tijd heeft gelaten na het eerste aandraaien.
Inbedding: Deze plastische vervorming treedt op in de schroefdraad van de bevestiger en in de verbinding. Het wordt veroorzaakt door hoge spanningen die worden gegenereerd door het aanhaalproces. Dit resulteert in een verlies van boutverlenging en dus in voorspanning. Doorgaans is het verlies van voorbelasting als gevolg van inbedding ongeveer 10 procent. Het neemt toe met het aantal verbindingsoppervlakken dat wordt geklemd en met de ruwheid van die oppervlakken. Hoge oppervlaktedrukken onder de boutkop kunnen ook een oorzaak zijn van overmatige inbedding. Dit kan te wijten zijn aan het gebruik van bevestigingsmiddelen met een hoge treksterkte in relatief zachte materialen. Geharde ringen of het gebruik van flensbevestigingen kunnen dergelijke effecten verminderen.
Wees voorzichtig bij het gebruik van korte bouten om meerdere interfaces aan elkaar te klemmen. Bij dergelijke verbindingen kan de kleine hoeveelheid boutverlenging aanzienlijk worden verminderd door de grote hoeveelheid inbedding die kan worden verwacht.
Dit artikel is geleverd door Mountz Inc., een fabrikant van momentsleutels. Ga voor meer informatie naar www.etorque.com .
Onderhoud en reparatie van apparatuur
- Aankooptips voor boormachines/drivers
- Frezen in harmonie met CNC-machines verhogen de betrouwbaarheid
- Aanscherping van de koppelnormen bespaart Boeing veel geld
- Leidinggevend met volharding en doorzettingsvermogen
- Betrouwbaarheidsverbeteringstools selecteren
- Een betrouwbaarheidsprogramma starten
- Verminder knelpunten met 5 eenvoudige tools
- ATI werkt samen met 3M om webinar over materiaalverwijderingstools te presenteren
- Universal Robots werkt samen met Phillips Machine Tools India
- Automatisch draaien met korte werktijden
- 3 voordelen die gepaard gaan met een hoogwaardige koppelbegrenzer