


14 bewezen ontwerptips om de kosten van CNC-bewerking te verlagen
Bij computer numerieke besturing (CNC) bewerking, of u nu een enkel prototype wilt maken of naar grootschalige productie wilt gaan, de belangrijkste prioriteit is vaak het verlagen van de productiekosten. Gelukkig kunnen ontwerpbeslissingen helpen om de prijs laag te houden. Door simpelweg de ontwerp-voor-bewerkbaarheidsregels te volgen, kunt u betaalbare onderdelen maken die nog steeds voldoen aan de functionele ontwerpvereisten.
In dit artikel vindt u uitgebreide tips om uw ontwerp te optimaliseren. We beginnen met te onderzoeken wat de kosten van CNC-bewerkingen opdrijft. Vervolgens presenteren we uitgebreide richtlijnen met beproefde ontwerptips om de kosten van uw project te verlagen.
Hoeveel kost CNC-bewerking?
Een offerte voor CNC-gefreesde onderdelen wordt bepaald door de volgende factoren:
-
Bewerkingstijd :Hoe langer het duurt om een onderdeel te bewerken, hoe duurder het is. Bewerkingstijd is vaak de belangrijkste kostenfactor in CNC, vooral voor grootschalige producties waar eenvoudige ontwerpfouten schaalvoordelen kunnen schaden.
-
Opstartkosten: Met betrekking tot computer-aided design (CAD) bestandsvoorbereiding en procesplanning, zijn de opstartkosten aanzienlijk voor kleinere volumes. Gelukkig zijn ze ook gerepareerd. Als het ontwerp en de oppervlakteafwerking geschikt zijn voor kostenschaling, kunt u de eenheidsprijs verlagen door schaalvoordelen toe te passen principes.
-
Andere productiekosten: Om nauwe toleranties te definiëren of onderdelen te ontwerpen met functies die moeilijk te CNC-bewerken zijn (bijv. zeer dunne wanden), hebt u mogelijk speciaal gereedschap nodig, een betere kwaliteitscontrole en meer bewerkingsstappen bij een lagere bewerkingssnelheid. Dit heeft ook invloed op de totale productietijd en -kosten.
-
Materiaalkosten: De prijs van het bulkmateriaal en het gemak waarmee dat materiaal kan worden bewerkt, hebben een grote invloed op de totale kosten in CNC. Door uw ontwerp te optimaliseren en tegelijkertijd uw materiaal zorgvuldig te overwegen, kunt u de kosten verlagen.
Door te begrijpen wat de kosten van CNC-bewerking veroorzaakt, kunnen we het ontwerp optimaliseren om het budget te verlagen.
Hoe de kosten voor CNC-bewerking te verlagen
1. Een straal toevoegen aan interne verticale randen
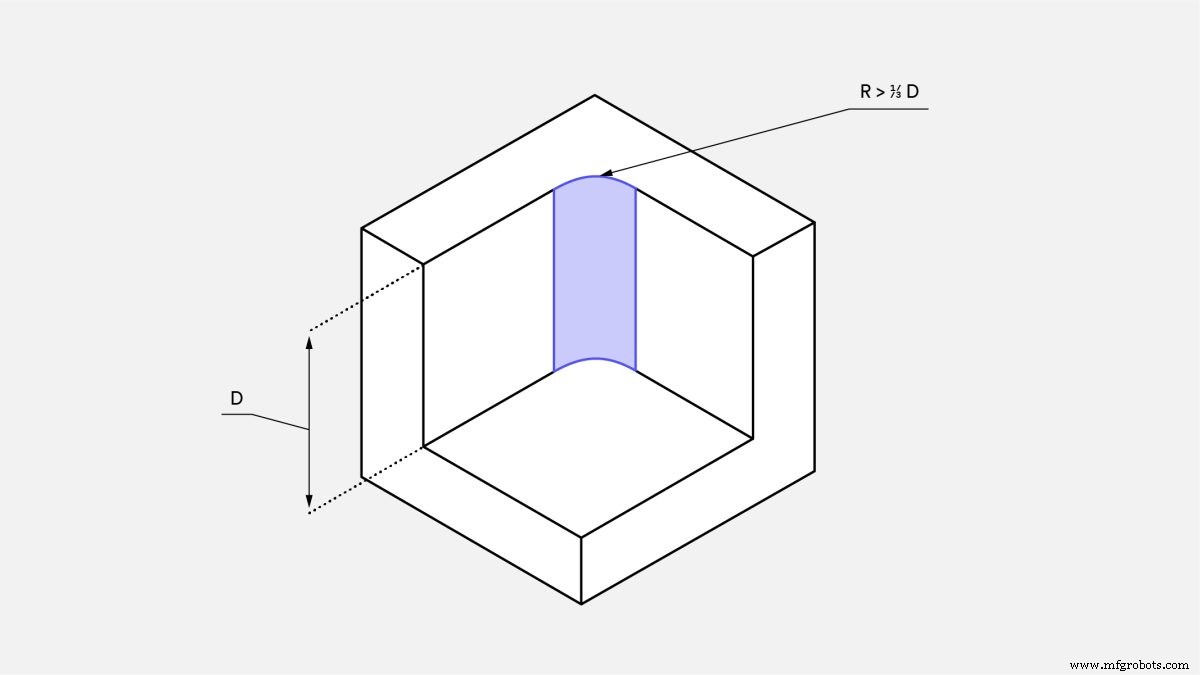
Alle CNC-freesgereedschappen hebben een cilindrische vorm en creëren een radius bij het snijden van de rand van een zak. Een hoekradius kan worden verkleind door een gereedschap met een kleinere diameter te gebruiken. Dit vereist meerdere doorgangen bij lagere snelheid omdat kleinere gereedschappen materiaal niet zo snel kunnen verwijderen als grotere gereedschappen in slechts één beweging. Dit verhoogt de bewerkingstijd en -kosten.
Om de kosten te minimaliseren:
-
Voeg een straal toe van ten minste een derde van de diepte van de holte - hoe groter, hoe beter.
-
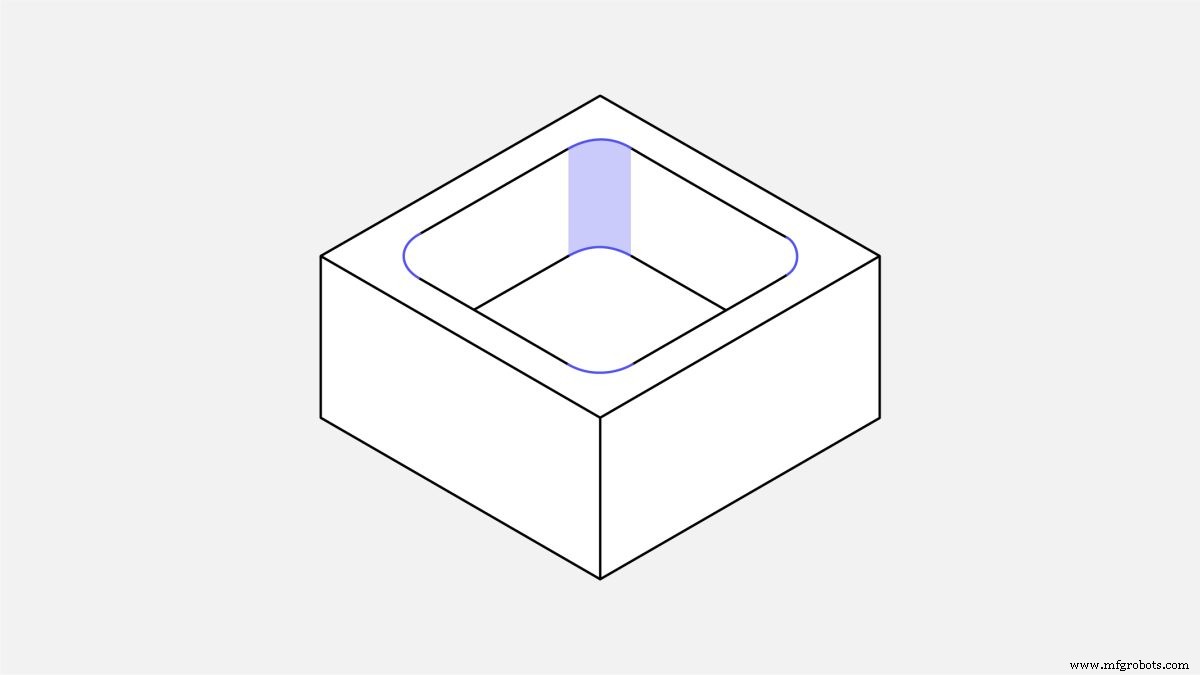
Gebruik dezelfde radius voor alle binnenranden om de noodzaak van gereedschapswisselingen te elimineren.
-
Gebruik op de bodem van de spouw een kleinere straal (0,5 of 1 mm) of helemaal geen straal.
Goed om te weten :Idealiter zou de hoekradius iets groter moeten zijn dan de radius van het gereedschap dat wordt gebruikt om de holte te bewerken. Dit vermindert de belasting van het gereedschap en dus de fabricagekosten. Als uw ontwerp bijvoorbeeld een holte heeft die 12 mm diep is, voegt u een straal van 5 mm (of groter) toe aan de hoeken. Hierdoor kan een gereedschap met een diameter van 8 mm sneller snijden.
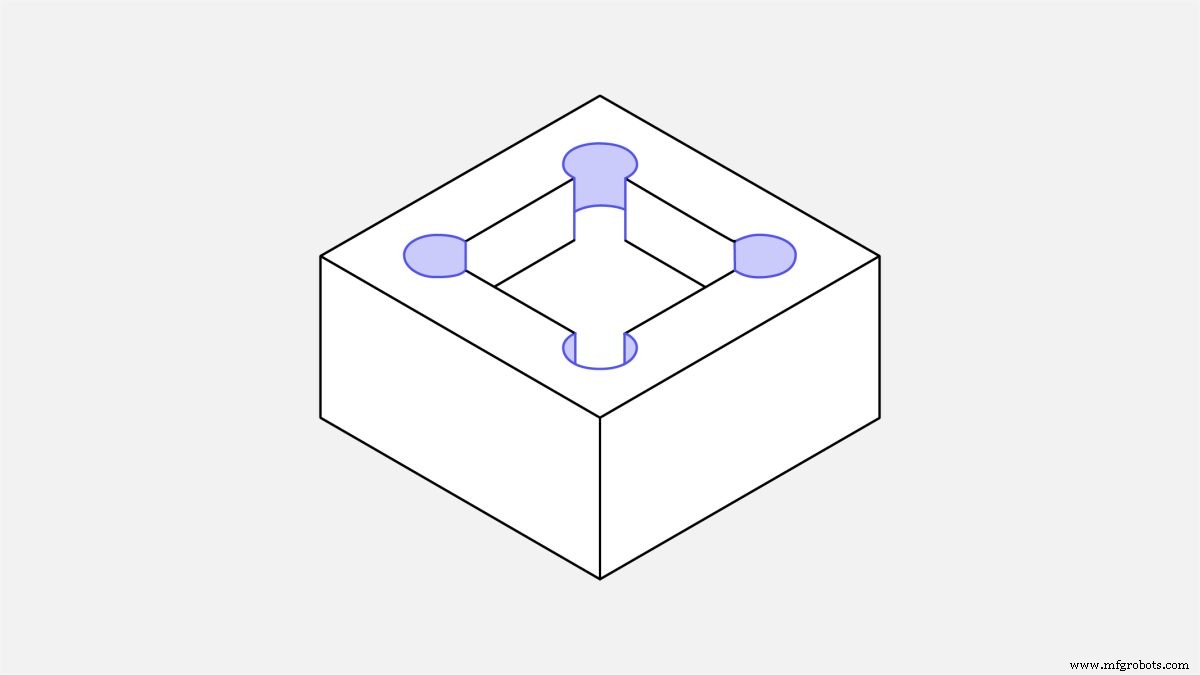
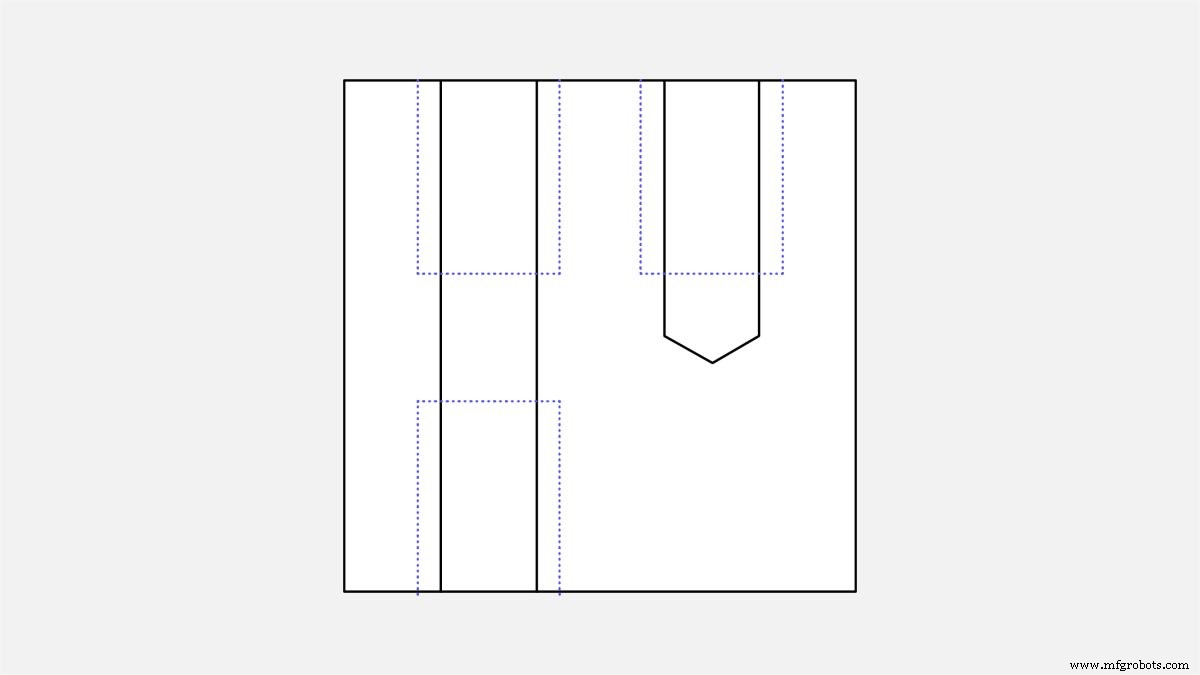
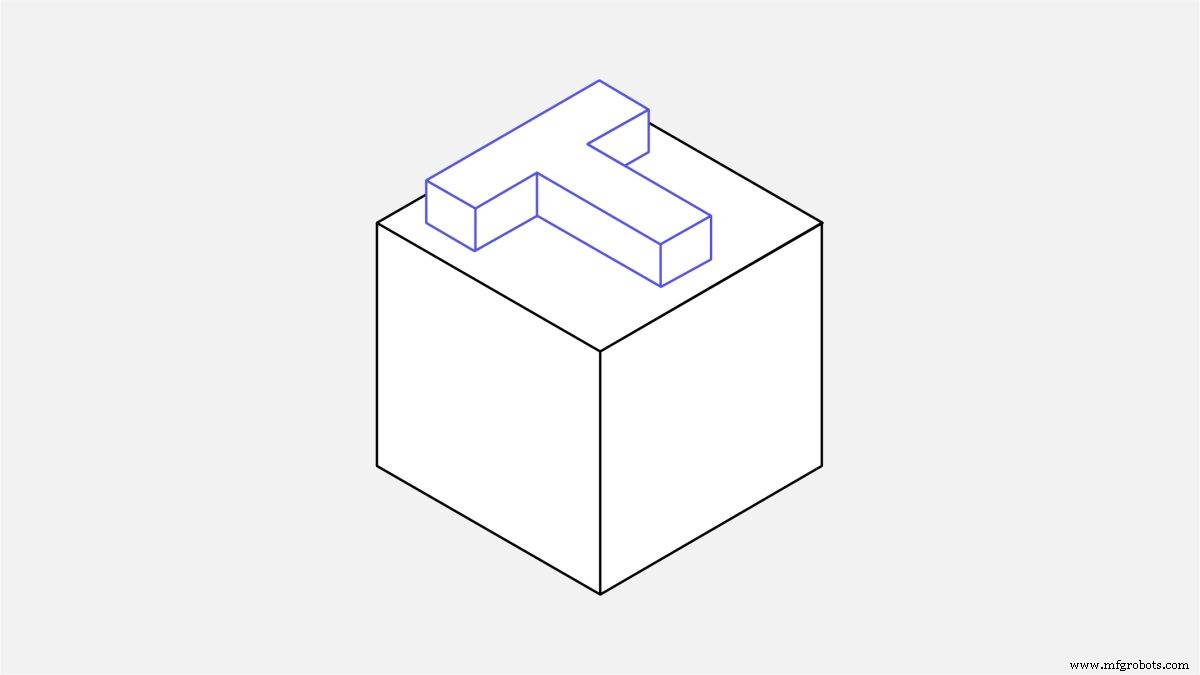
Pro-tip: Als u binnenranden met scherpe hoeken nodig heeft (bijvoorbeeld wanneer een onderdeel met een rechthoekige vorm in de holte moet passen), gebruikt u in plaats van de straal van de binnenrand te verkleinen een vorm met ondersnijdingen zoals in de onderstaande afbeelding.
2. Beperk de diepte van holtes
Het bewerken van diepe holtes heeft een dramatische invloed op de kosten van CNC-onderdelen, omdat er veel materiaal moet worden verwijderd. Dit is zowel tijdrovend als verspillend.
CNC-gereedschappen hebben een beperkte snijlengte. Ze werken doorgaans het beste bij het snijden van holtes met een diepte tot twee tot drie keer hun diameter. Een frees met een diameter van 12 mm kan bijvoorbeeld veilig holtes tot 25 mm diep snijden. Het is mogelijk om diepere holtes te snijden (tot vier keer de diameter van het gereedschap of groter), maar dit verhoogt de kosten omdat er speciaal gereedschap of meerassige CNC-systemen nodig zijn.
Om de kosten te minimaliseren:
-
Beperk de diepte van alle holtes tot vier keer hun lengte, dat wil zeggen de grootste afmeting op het XY-vlak.
-
Pas de interne hoekradii dienovereenkomstig aan. Gebruik indien nodig het advies in tip nummer 1.
3. Vergroot de dikte van dunne muren
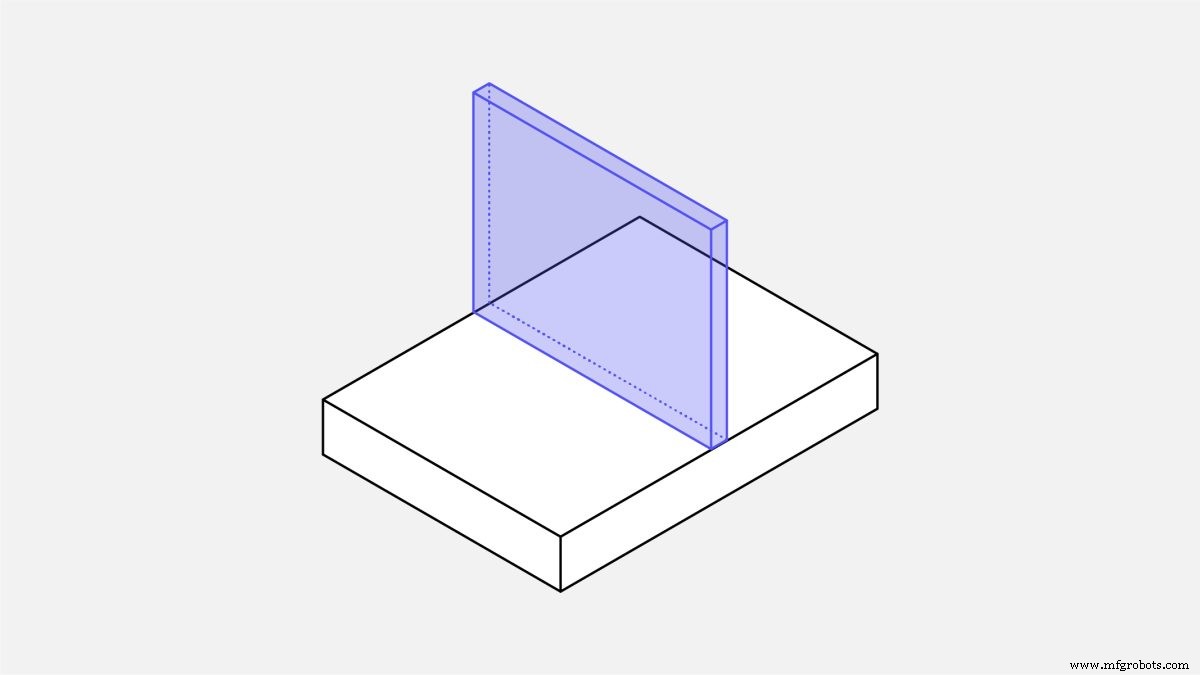
Tenzij gewicht een grote zorg is, moet u dikke massieve secties vervaardigen omdat ze stabieler zijn en minder duur om te bewerken. Om vervorming of breuken te voorkomen bij het bewerken van een dunne wand, gebruikt u meerdere gangen bij lage zaagdieptes. Dunne onderdelen zijn ook zeer gevoelig voor trillingen, dus het nauwkeurig bewerken ervan is een uitdaging en verlengt de bewerkingstijd aanzienlijk.
Om de kosten te minimaliseren:
-
Ontwerp voor metalen onderdelen muren die dikker zijn dan 0,8 mm - hoe dikker, hoe beter.
-
Houd voor kunststof onderdelen de minimale wanddikte boven 1,5 mm.
Goed om te weten: De minimale wanddikte die voor metalen kan worden bereikt is 0,5 mm. Voor kunststoffen is dit 1 mm. Beoordeel de bewerkbaarheid van dergelijke functies per geval.
Belangrijk: Dunne wanden zijn vaak een probleem bij het plaatsen van gaten (en draden) heel dicht bij de rand van een onderdeel. Houd hier rekening mee bij het ontwerpen voor CNC-bewerking.
4. Beperk de lengte van de draden
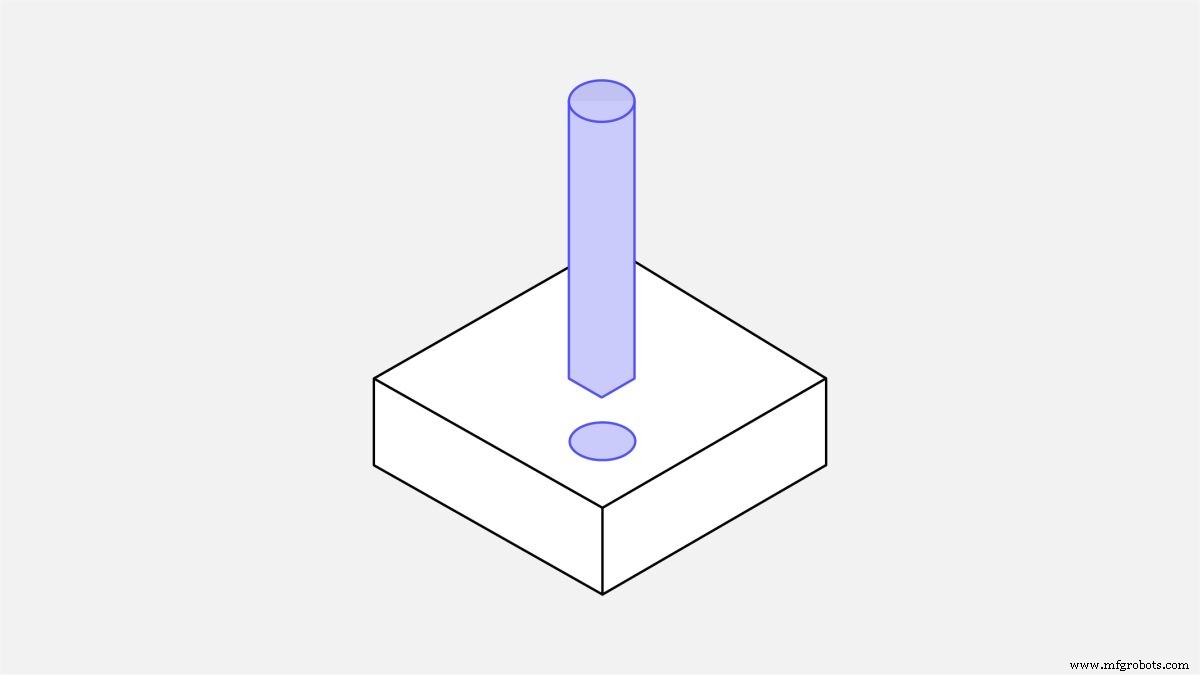
Het opnemen van schroefdraad die langer is dan nodig kan de kosten van CNC-onderdelen verhogen, omdat er mogelijk speciaal gereedschap nodig is. Draden die langer zijn dan 1,5 keer de diameter van het gat verbeteren de sterkte van een verbinding niet.
Om de kosten te minimaliseren:
-
Ontwerp schroefdraad met een maximale lengte tot driemaal de gatdiameter.
-
Voeg voor schroefdraad in blinde gaten ten minste de helft van de diameter van de lengte zonder schroefdraad toe aan de onderkant van het gat.
5. Gebruik standaard gatformaat
Gaten kunnen snel en met grote nauwkeurigheid CNC-gefreesd worden met behulp van standaard boren. Voor afwijkende maten is een extra bewerkingsstap nodig, wat de kosten opdrijft.
Gebruik indien mogelijk doorlopende gaten in plaats van blinde gaten, omdat deze gemakkelijker te bewerken zijn.
Beperk de diepte van gaten tot vier keer hun diameter. Er kunnen diepere gaten (tot 10 keer de diameter) worden gemaakt, maar ze zullen waarschijnlijk de kosten opdrijven omdat ze meer tijd vergen om te bewerken.
Om de kosten te minimaliseren:
-
Ontwerp gaten met een diameter van 0,1 mm voor diameters tot 10 mm. Gebruik voor die boven de 10 mm een stapgrootte van 0,5 mm.
-
Gebruik bij het ontwerpen in inches conventionele fracties van een inch of raadpleeg een tabel met boorbits van fractionele inch.
6. Geef alleen toleranties op als dat nodig is
Het definiëren van nauwe toleranties verhoogt de kosten van het bewerken van een kenmerk, dus het mag alleen worden gedaan als het absoluut noodzakelijk is. Als er geen specifieke tolerantie is gedefinieerd op de technische tekening, worden de onderdelen bewerkt met de standaard tolerantie (± 0,125 mm of beter). Dit is voldoende voor de meeste niet-kritieke functies.
Om de kosten te minimaliseren:
-
Definieer alleen nauwere toleranties wanneer dit absoluut noodzakelijk is.
-
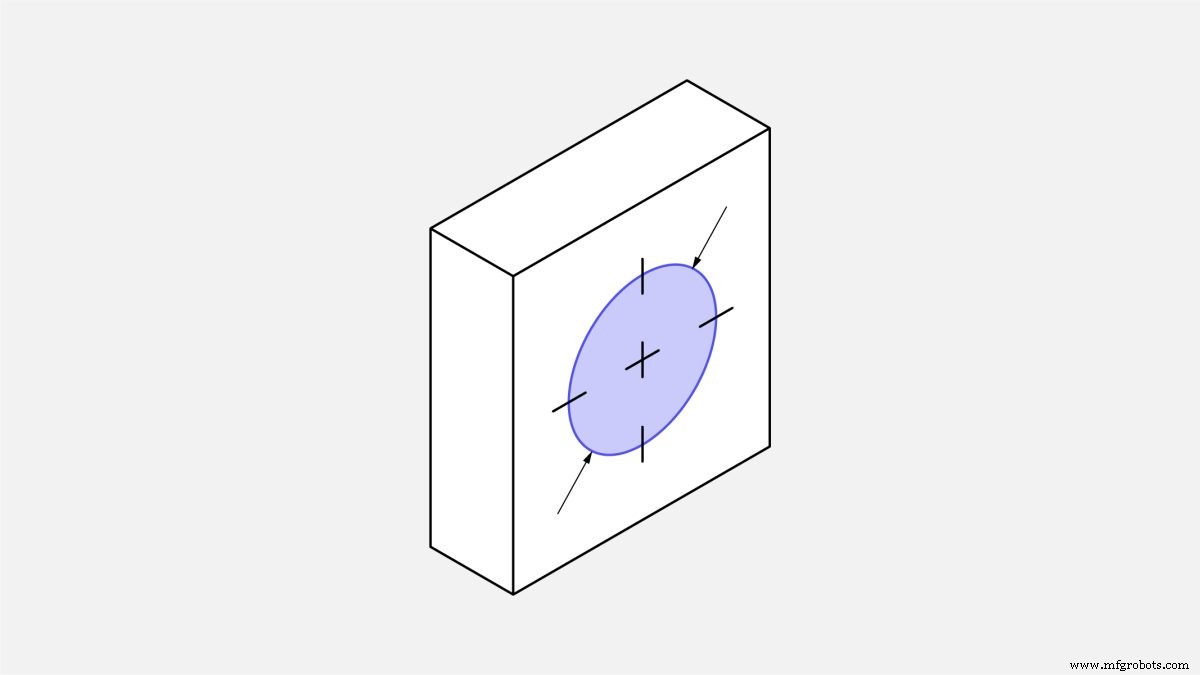
Definieer een enkel referentiepunt (bijv. de doorsnede van twee randen) als referentie voor alle afmetingen met toleranties.
Pro-tip :Geometrische maatvoering en tolerantie gebruiken (GD&T) in technische tekeningen om de kosten van CNC-bewerking te verlagen. GD&T bevat functies zoals vlakheid, rechtheid, rondheid en ware positie. Het definieert vaak een lossere tolerantie, hoewel het geavanceerde ontwerpkennis vereist om effectief toe te passen.
7. Minimaliseer het aantal machine-instellingen
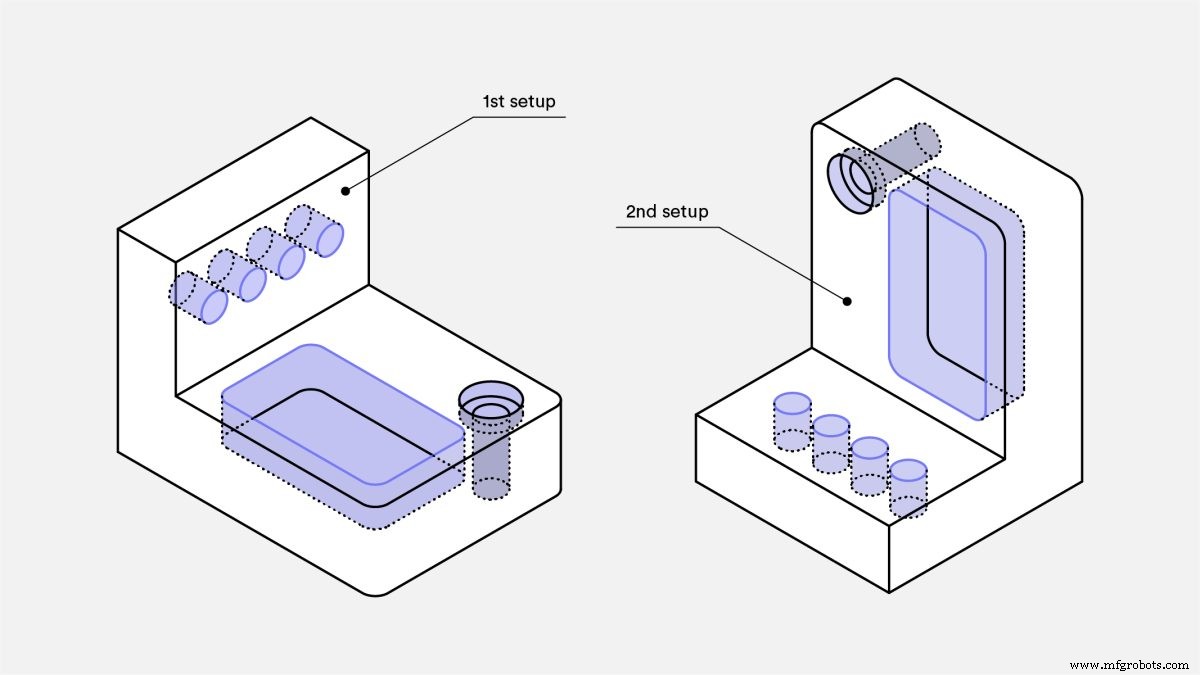
Ontwerp onderdelen die in zo min mogelijk machineopstellingen kunnen worden bewerkt. Gebruik bij voorkeur slechts één opstelling. Een onderdeel dat aan beide zijden blinde gaten heeft, moet bijvoorbeeld in twee opstellingen worden bewerkt omdat het moet worden gedraaid voor toegang tot beide zijden.
Het roteren of verplaatsen van een onderdeel drijft de productiekosten op, omdat dit meestal handmatig moet worden gedaan. Bovendien kunnen ingewikkelde geometrieën een aangepaste armatuur vereisen, wat de kosten verhoogt. Vooral gecompliceerde geometrieën vereisen mogelijk een meerassig CNC-systeem, wat ook de kosten verhoogt.
Overweeg om het onderdeel op te splitsen in meerdere geometrieën die in één opstelling CNC-gefreesd kunnen worden en die later aan elkaar kunnen worden vastgeschroefd of gelast. Dit geldt ook voor onderdelen met zeer diepe zakken.
Om de kosten te minimaliseren:
-
Ontwerp onderdelen met een eenvoudige 2.5D-geometrie die kunnen worden vervaardigd in een enkele CNC-machineconfiguratie.
-
Als dit niet mogelijk is, verdeel het onderdeel dan in meerdere geometrieën die later kunnen worden geassembleerd.
8. Vermijd kleine functies met een hoge beeldverhouding
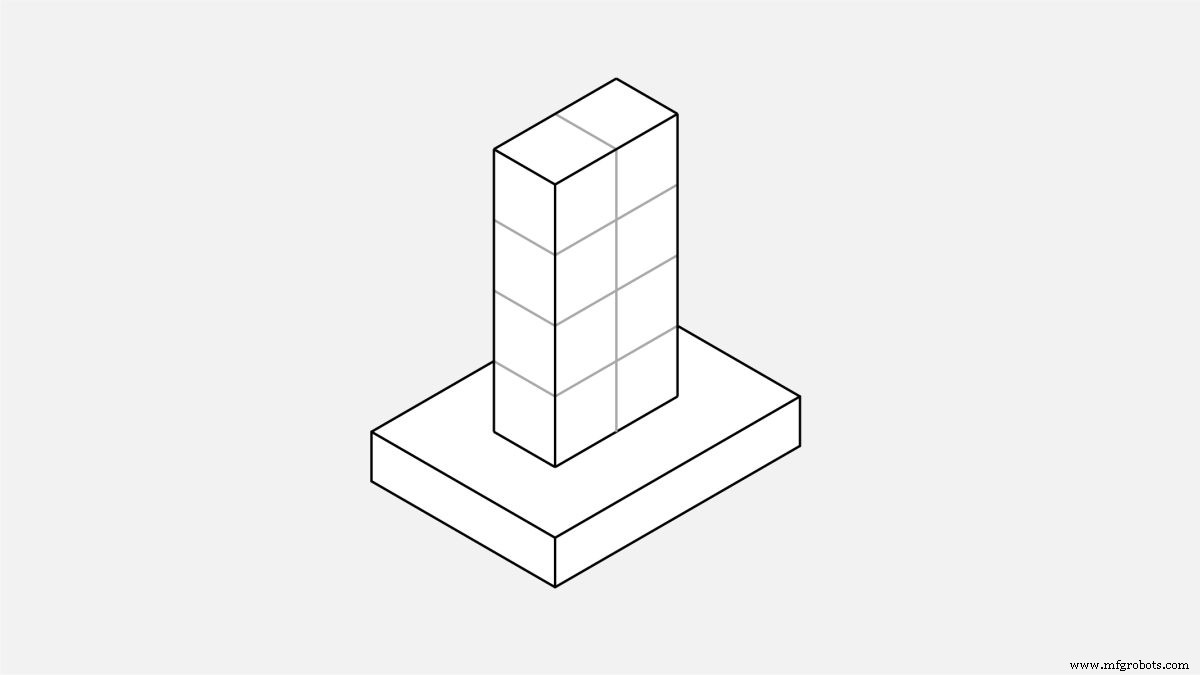
Kleine objecten met een hoge breedte-hoogteverhouding zijn gevoelig voor trillingen en zijn daarom moeilijk nauwkeurig te bewerken.
Om de kosten te minimaliseren:
-
Ontwerpkenmerken met een hoogte-breedteverhouding van minder dan vier.
-
Voeg verstevigende ondersteuning toe rond kleine objecten of verbind ze met een muur om hun stijfheid te verbeteren.
9. Alle tekst en letters verwijderen
Het toevoegen van tekst op het oppervlak van een CNC-gefreesd onderdeel kan de kosten aanzienlijk opdrijven omdat er extra bewerkingsstappen voor nodig zijn, wat meer tijd kost. Oppervlakteafwerkingsmethoden, zoals zeefdrukken of schilderen, zijn een meer kosteneffectieve manier om tekst toe te voegen aan het oppervlak van een CNC-gefreesd onderdeel.
Om de kosten te minimaliseren:
-
Verwijder alle tekst en letters van uw CNC-gefreesde onderdelen.
-
Als tekst nodig is, kies dan gegraveerd boven reliëfletters.
-
Gebruik minimaal 20 sans serif-lettertypen (bijv. Arial of Verdana).
10. Houd rekening met de bewerkbaarheid van het materiaal
Bewerkbaarheid verwijst naar het gemak waarmee een materiaal kan worden gesneden. Hoe hoger de bewerkbaarheid, hoe sneller een materiaal CNC kan worden bewerkt, waardoor de kosten worden verlaagd. De bewerkbaarheid hangt af van de fysieke eigenschappen van elk materiaal. Gewoonlijk geldt:hoe zachter en taaier een metaallegering, hoe gemakkelijker deze te bewerken is.
C360 messing is de legering met de hoogste bewerkbaarheid, waardoor machinale bewerkingen op hoge snelheid mogelijk zijn. Aluminiumlegeringen (bijv. 6061 en 7075) kunnen ook heel gemakkelijk worden bewerkt, maar vereisen iets lagere snelheden.
Roestvast staal heeft een 10 keer lagere bewerkbaarheid dan aluminium en kost minstens twee keer zoveel tijd om te bewerken. Verschillende staalsoorten hebben verschillende bewerkbaarheid. Roestvrij staal 304 heeft bijvoorbeeld een bewerkbaarheidsindex van 45 procent, terwijl 303 roestvrij staal (een legering met een zeer vergelijkbare chemische samenstelling) een index van 78 procent heeft, waardoor het gemakkelijker te bewerken is.
De bewerkbaarheid van kunststoffen hangt voornamelijk af van hun thermische eigenschappen en stijfheid, omdat ze tijdens de bewerking vatbaar zijn voor smelten en buigen.
POM (Derlin) is het gemakkelijkst te bewerken plastic, terwijl ABS op de tweede plaats komt. PEEK en nylon 6 zijn veelvoorkomende technische kunststoffen die moeilijker te bewerken zijn.
Om de kosten te minimaliseren:
-
Als je opties hebt, kies dan het materiaal met een betere bewerkbaarheid, vooral voor grotere bestellingen.
11. Overweeg de prijs van het bulkmateriaal
De prijs van het bulkmateriaal is een andere factor die de kosten van CNC-gefreesde onderdelen sterk kan beïnvloeden.
De onderstaande tabel geeft een overzicht van de prijs van metaallegeringen en plastic materialen die vaak worden gebruikt in CNC voor een plaat met afmetingen van 6'' x 6'' x 1'' (of ongeveer 150 x 150 x 25 mm).
| Materiaal | Prijs |
|---|---|
| Aluminium 6061 | $25 |
| Aluminium 7075 | $80 |
| Roestvrij staal 304 | $90 |
| Roestvrij staal 303 | $ 150 |
| C360 messing | $ 148 |
| ABS | $17 |
| Nylon 6 | $30 |
| POM (Derlin) | $27 |
| KIJKEN | $300 |
Bron: McMaster
Aluminium 6061 is verreweg de meest kosteneffectieve manier om metalen prototypes te maken vanwege de lage kosten en de zeer goede bewerkbaarheid.
Metalen die een grotere bewerkbaarheid bieden, zoals roestvrij staal 303 en C360-messing, kosten meer en zijn dus beter geschikt voor productie in grotere volumes. In dit geval spelen schaalvoordelen een rol omdat de hogere materiaalkosten niet opwegen tegen de veel kortere bewerkingstijden.
Als het op kunststoffen aankomt, kosten ABS, nylon en POM (Derlin) ongeveer hetzelfde als aluminium 6061. Ze zijn echter moeilijker te bewerken, dus verwacht hogere kosten. PEEK is erg duur materiaal en mag alleen worden gebruikt als het absoluut noodzakelijk is.
Om de kosten te minimaliseren:
-
Kies een materiaal met een lage bulkprijs, vooral voor bestellingen met een laag volume.
12. Vermijd meerdere oppervlakteafwerkingen
Oppervlakteafwerkingen verbeteren het uiterlijk van CNC-gefreesde onderdelen en hun weerstand tegen ruwe omgevingen, maar ze verhogen ook de kosten. Het aanvragen van meerdere oppervlakteafwerkingen op hetzelfde onderdeel drijft de kosten verder op omdat het extra stappen vereist (bijvoorbeeld het maskeren van de oppervlakken). Een artikel dat de voordelen van elke oppervlakteafwerking voor CNC-onderdelen samenvat, vindt u hier .
Om de kosten te minimaliseren:
-
Kies de "as machinaal bewerkte" oppervlakteafwerking.
-
Vraag alleen meerdere oppervlakteafwerkingen aan als dit absoluut noodzakelijk is.
13. Rekening voor blanco formaat
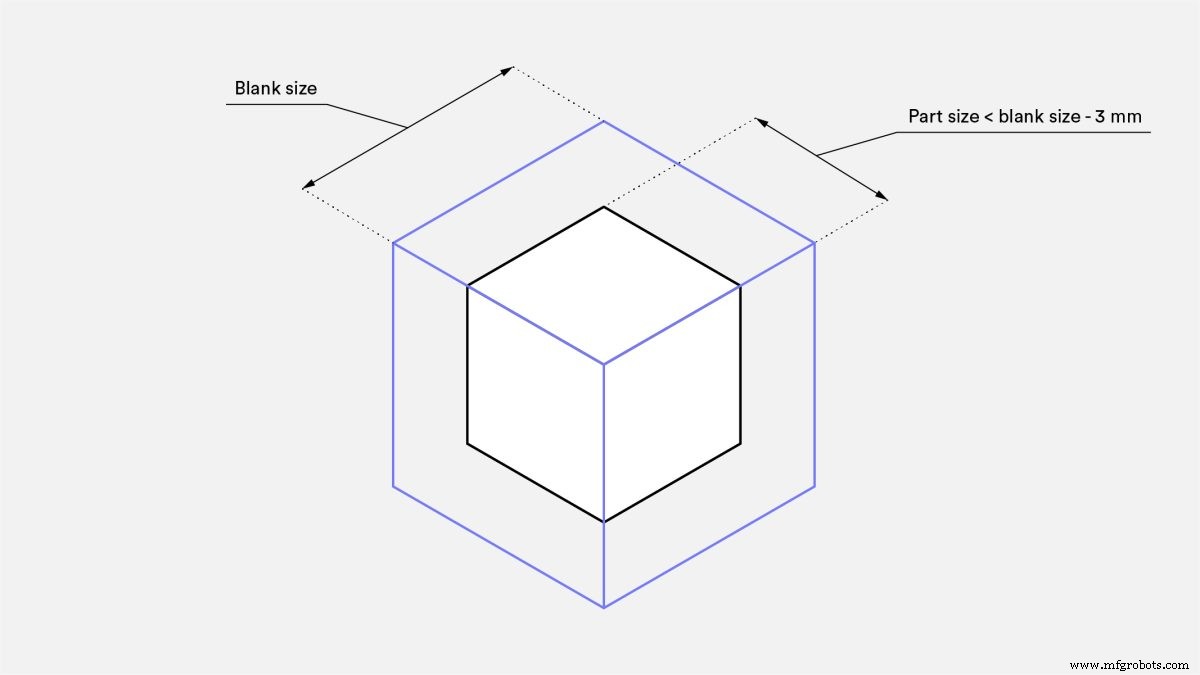
De grootte van de blanco, dat wil zeggen het voorraadmateriaal, kan van invloed zijn op de totale kosten. Als vuistregel geldt dat de plano minimaal 3 mm groter moet zijn dan het eindstuk. Om nauwkeurigheid te garanderen, moet er wat materiaal van alle randen van het onderdeel worden verwijderd.
Als voorbeeld van hoe het blanco formaat de prijs in CNC beïnvloedt, kunt u overwegen een onderdeel te ontwerpen met een envelop van 30 x 30 x 30 mm. Voor deze afmetingen zou een grotere plano moeten worden gebruikt, die in dit geval meestal wordt gesneden uit een plaat met een dikte van 35 mm. Als het onderdeel echter een envelop van 27 x 27 x 27 mm had, zou een vel van 30 mm kunnen worden gebruikt, wat veel materiaal bespaart.
Om de kosten te minimaliseren:
-
Ontwerp onderdelen die een afmeting hebben die 3 mm kleiner is dan een standaard blanco formaat.
14. Profiteer van schaalvoordelen
Bij CNC-bewerkingen heeft de hoeveelheid een grote invloed op de eenheidsprijs. Dit komt omdat de opstartkosten relatief hoog zijn en, wanneer de hoeveelheden klein zijn, een groot percentage van de kosten vertegenwoordigen. Bij grote hoeveelheden nemen de kosten per eenheid echter af.
In de onderstaande grafiek plotten we de gemiddelde eenheidsprijs van 12 verschillende onderdelen vervaardigd in roestvrij staal 304.
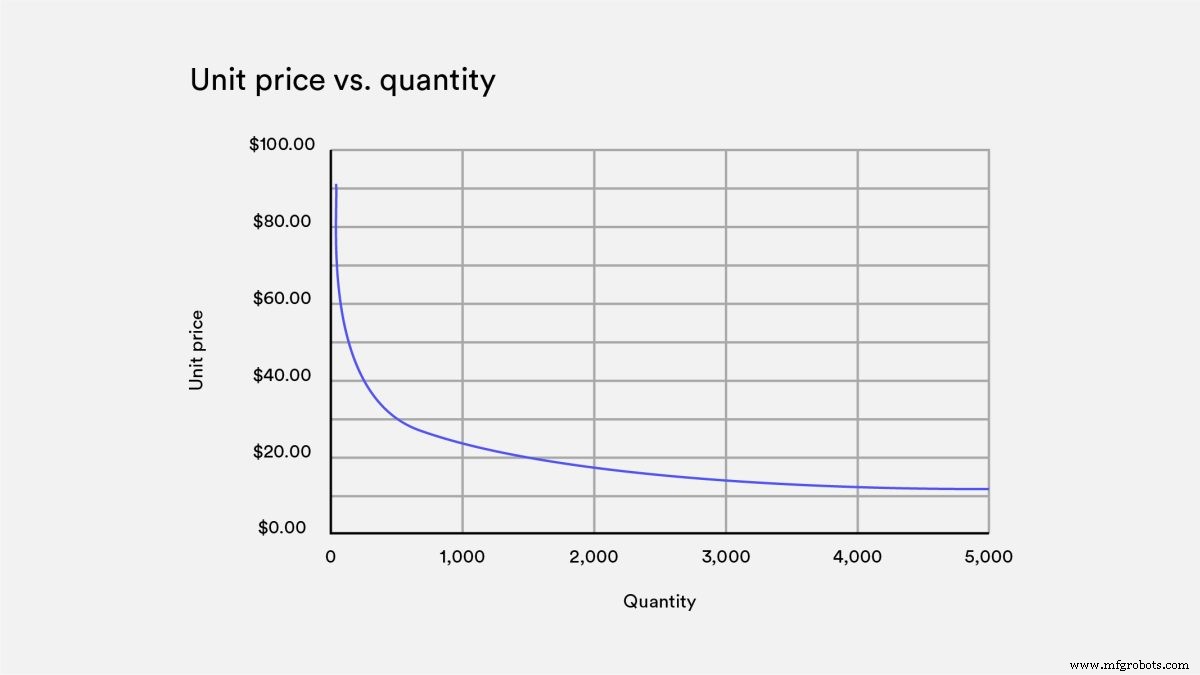
De daling van de eenheidsprijs is bijna exponentieel, wat betekent dat zelfs een verhoging van het volume van één naar vijf de eenheidsprijs kan halveren. Ook het bestellen van zeer grote volumes (> 1.000 onderdelen) verlaagt de eenheidsprijs met vijf tot tien keer.
Om de kosten te minimaliseren:
-
Profiteer van schaalvoordelen door grotere hoeveelheden te bestellen.
Best practices voor het verlagen van CNC-kosten
Kortom, houd uw CNC-bewerking eenvoudig.
Complexiteit heeft een hoge prijs in CNC. Geometrieën die speciaal gereedschap of bevestigingen vereisen, meerdere machineconfiguraties of speciale materialen kosten meer.
Dus om de kosten laag te houden, moet u, voordat u een offerte aanvraagt, de volgende vragen stellen:
-
Is mijn onderdeel geoptimaliseerd met behulp van richtlijnen voor ontwerp voor bewerkbaarheid?
-
Zijn alle functies in mijn model absoluut noodzakelijk? Of kan ik verwijderen of vereenvoudigen met behoud van de volledige functionaliteit van het onderdeel?
-
Kan mijn ontwerp worden opgedeeld in meerdere delen die gemakkelijker te CNC-machine zijn en later in elkaar te zetten?
-
Is er een manier om mijn ontwerp aan te passen om de noodzaak voor meerdere machine-instellingen of speciaal gereedschap te elimineren?
-
Is er een materiaal dat minder duur of gemakkelijker te bewerken is en dat aan mijn ontwerpvereisten kan voldoen?
Het heden en de toekomst van CNC-bewerkingen
De mogelijkheden van CNC-bewerking worden voortdurend uitgebreid. Recente ontwikkelingen op het gebied van CNC-gereedschappen maken het bijvoorbeeld mogelijk dat moderne CNC-systemen gaten over hun hele lengte schroefdraad maken, en gaten van elke diameter kunnen CNC-gefreesd worden, zonder noemenswaardig effect op de prijs, door gebruik te maken van een CNC-duikgereedschap en gebruik te maken van profielinterpolatie (d.w.z. een spiraalvormig gereedschapspad).
In dit artikel hebben we ons gericht op algemene ontwerp-voor-maakbaarheidstips die universeel toepasbaar zijn, ongeacht welk CNC-systeem wordt gebruikt. Interpreteer deze tips als algemene goede praktijken waarmee u onderdelen efficiënter kunt ontwerpen.
Download de CNC-checklist om kosten te verlagen
Als u dit artikel nuttig vond en het offline wilt halen, kunt u onze essentiële checklist voor kostenreductie voor CNC-bewerking downloaden.
CNC machine
- De voordelen van messing CNC-bewerking besproken
- Strategieën om gereedschapsdoorbuiging bij CNC-bewerking te verminderen
- Leer de basisprincipes van CNC-draaibankbewerking
- CNC-bewerking in de auto-industrie
- Hoe u de CNC-bewerkingskosten kunt verlagen?
- Hoe de kosten van CNC-bewerkingsonderdelen te verlagen?
- De impact van CNC-bewerkingen op de productie
- De toekomst van CNC-bewerking
- De rol van de CNC-machinist
- Precisie CNC-bewerking:wat beïnvloedt de kosten?
- Precisie CNC-bewerking - De stappen