


Gereedschapslijtage:flankslijtage, kraterslijtage en neusslijtagemechanisme
Vandaag zullen we het hebben over gereedschapsslijtage, het mechanisme, typen en vooral focussen op flankslijtage, kraterslijtage en neusslijtage. Gereedschapsslijtage is een veel voorkomend verschijnsel bij het snijden van metaal. Voordat we het hebben over gereedschapsslijtage, moeten we leren hoe een gereedschap faalt. De snijgereedschappen falen vanwege de volgende drie voorwaarden.
fysische toestand van gereedschap.3. Geleidelijke slijtage zoals flankslijtage, kraterslijtage etc.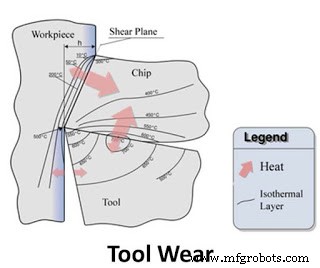 Geleidelijke slijtage kan niet volledig worden geëlimineerd, maar kan worden verminderd. Vandaag bespreken we deze slijtageoorzaken, mechanisme, soorten zoals flankslijtage, kraterslijtage, neusslijtage, gunstige staat enz. Over het algemeen worden gereedschappen gemaakt van hard en bros materiaal. Het snijdt materiaal door plastische vervorming. Wanneer het gereedschap met de scherpe rand over het werkstuk wrijft, schuif dan wat materiaal af en geef het gewenste vorm aan het werkstuk. Door deze wrijving en vele andere mechanismen is het gereedschap ook versleten, wat bekend staat als gereedschapsslijtage. Elk gereedschap heeft een gespecificeerde standtijd die afhankelijk is van het materiaal, het werkstukmateriaal, de snijomstandigheden enz. Vandaag zullen we hier alles over bespreken.
Geleidelijke slijtage kan niet volledig worden geëlimineerd, maar kan worden verminderd. Vandaag bespreken we deze slijtageoorzaken, mechanisme, soorten zoals flankslijtage, kraterslijtage, neusslijtage, gunstige staat enz. Over het algemeen worden gereedschappen gemaakt van hard en bros materiaal. Het snijdt materiaal door plastische vervorming. Wanneer het gereedschap met de scherpe rand over het werkstuk wrijft, schuif dan wat materiaal af en geef het gewenste vorm aan het werkstuk. Door deze wrijving en vele andere mechanismen is het gereedschap ook versleten, wat bekend staat als gereedschapsslijtage. Elk gereedschap heeft een gespecificeerde standtijd die afhankelijk is van het materiaal, het werkstukmateriaal, de snijomstandigheden enz. Vandaag zullen we hier alles over bespreken.
fysische toestand van gereedschap.3. Geleidelijke slijtage zoals flankslijtage, kraterslijtage etc.
De eerste twee slijtage breukslijtage en slijtage door plastische vervorming zijn zeer schadelijk voor zowel machine als werkstuk. Het moet dus volledig worden geëlimineerd door een gunstige staat te gebruiken en een hoge veiligheidsfactor te nemen.
Geleidelijke slijtage kan niet volledig worden geëlimineerd, maar kan worden verminderd. Vandaag bespreken we deze slijtageoorzaken, mechanisme, soorten zoals flankslijtage, kraterslijtage, neusslijtage, gunstige staat enz. Over het algemeen worden gereedschappen gemaakt van hard en bros materiaal. Het snijdt materiaal door plastische vervorming. Wanneer het gereedschap met de scherpe rand over het werkstuk wrijft, schuif dan wat materiaal af en geef het gewenste vorm aan het werkstuk. Door deze wrijving en vele andere mechanismen is het gereedschap ook versleten, wat bekend staat als gereedschapsslijtage. Elk gereedschap heeft een gespecificeerde standtijd die afhankelijk is van het materiaal, het werkstukmateriaal, de snijomstandigheden enz. Vandaag zullen we hier alles over bespreken. Tool Wear:
Mechanisme voor gereedschapsslijtage:
1. Schuurslijtage:
Deze slijtage is afhankelijk van de uitharding van het werkstuk. Wanneer het gereedschap het werkstuk doorsnijdt, ontstaan er kleine spanen die als harde deeltjes fungeren. Deze harde deeltjes werken als een kleine snijkant zoals een slijpschijf, die slijtage van het gereedschap veroorzaakt.2. Hechtingsslijtage:
Deze gereedschapsslijtage is te wijten aan het schuiven van spanen over het gereedschap. De spaanders die door het snijden van metaal worden gevormd, zijn hard en hebben een hoge temperatuur. Deze slijtage is te wijten aan het wrijven van deze spanen over het gereedschap. Deze slijtage wordt veroorzaakt door hoge wrijving en hoge temperatuur van spanen die over het gereedschapsvlak stromen.
3. Diffusie:
Diffusie betekent diffuus van hard metaal in zacht metaal vanwege de hoge temperatuur van het contactoppervlak tussen hard materiaal en zacht materiaal. Bij gereedschapsslijtage fungeren spanen als hard materiaal en gereedschap als zacht materiaal.
4. Oxidatie:
Oxidatie betekent diffuus van het gereedschapsvlak van zuurstofdeeltjes. Het is ook afhankelijk van de oppervlaktetemperatuur van gereedschap en gereedschapsmateriaal.
5. Chemische ontleding:
Als gevolg van hoge temperatuur en druk is er een verandering in de chemische samenstelling van het gereedschap, waardoor de levensduur wordt verkort.
Soorten gereedschapsslijtage:
 |
| Slijtage van de flanken, kraterslijtage en neusslijtage |
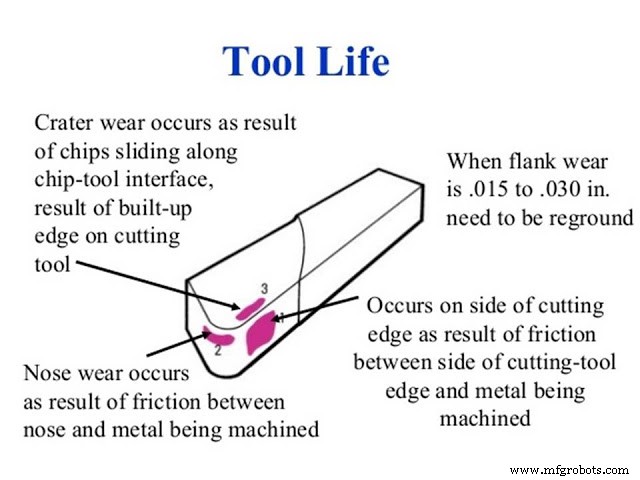
1. Flankslijtage:
Flankslijtage is te wijten aan schurende werking van discontinuïteiten zoals vuil van de opgebouwde rand enz. Het verslijt de zijkant en de eindflank van het gereedschap. Het komt voor bij de werkstukinterface van het gereedschap. Deze slijtage overheerst bij lage snelheid.2. Kraterslijtage:
Kraterslijtage treedt over het algemeen op bij het bewerken van ductiel materiaal als gevolg van slijtage en diffusie van metaal aan de voorkant van het gereedschap. Het komt voor aan het gezicht op korte afstand van de snijkant. Deze slijtage overheerst bij hoge snelheden.3. Neusslijtage:
Neusslijtage wordt beschouwd als een apart onderdeel van slijtage. Het verslijt de gereedschapshoek. Het is het matterende deel van flank en gezicht dat een combinatie-effect is van kraterslijtage en flankslijtage. Het wordt beschouwd als afzonderlijke slijtage omdat de gereedschapshoeken erg belangrijk zijn voor het correct snijden van het werkstuk.
Productieproces
- Slijtage en corrosie van slaglagers
- Gereedschapsbreuk, slijtage, chippen Oorzaken en oplossingen
- Gereedschapsstaalsoorten voor ponsen en matrijzen
- Oorzaken en oplossingen van onregelmatigheden en breuken in het ponsgereedschap
- Verschillende eigenschappen en kwaliteiten van gereedschapsstaal
- Gereedschapsstaal begrijpen en hoe het wordt gemaakt
- Draaicentrum en machinetechnologie
- Hardmetalen gereedschappen en hardmetalen gereedschapshouders - Voordelen en toepassingen
- Wat is een kleine gereedschaps- en snijmolen?
- Wat is een CNC-gereedschaps- en snijmolen?
- Bewerkingsproces en werktuigmachines begrijpen