


Spuitgieten gedemystificeerd:een uitgebreide gids voor de productie van kunststofonderdelen
Inzicht in spuitgieten
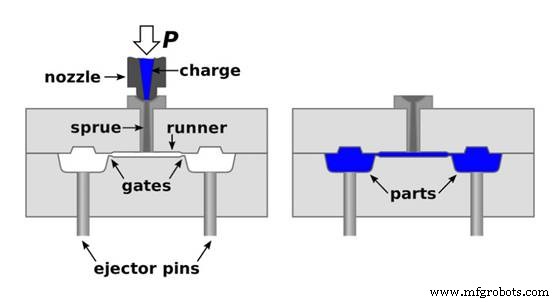
Spuitgieten is een precisieproductietechniek waarbij kunststofonderdelen van hoge kwaliteit worden vervaardigd door gesmolten polymeer in een op maat gemaakte mal te persen. De hars wordt tot ver boven het smeltpunt verwarmd en vervolgens onder hoge druk geïnjecteerd, waardoor elk detail van de holte kan worden opgevuld voordat het afkoelt en stolt tot de uiteindelijke geometrie.
Werkprincipes
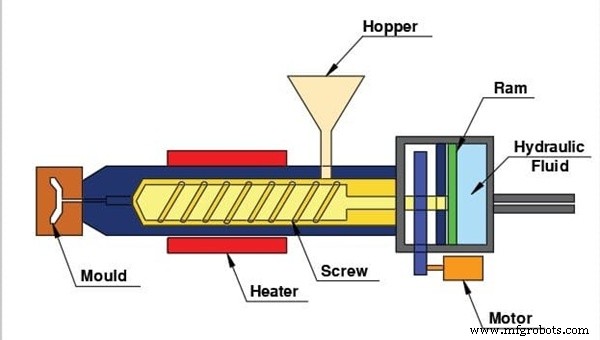
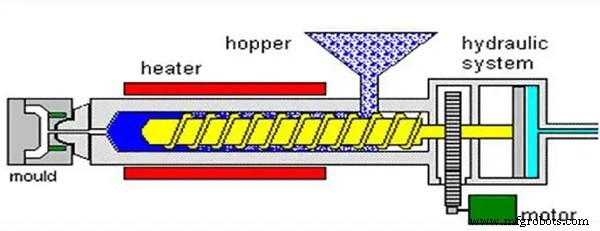
Het proces lijkt op een spuit:ruwe pellets worden in een trechter gevoerd, in een vat verwarmd totdat ze vloeibaar worden, en vervolgens dwingt een hydraulische schroef het gesmolten plastic in de gesloten mal. Injectie vindt plaats bij een druk van 100–150 MPa, waardoor de holte volledig gevuld is voordat het onderdeel begint af te koelen.
Zodra de mal opengaat, verwijderen uitwerppennen het gestolde deel. De cyclus herhaalt zich binnen enkele seconden, waardoor de productie van duizenden eenheden per minuut mogelijk is.
1. Matrijsontwerp en -creatie
De mal is de hoeksteen van het proces. Het definieert de vorm, grootte en structurele kenmerken van het onderdeel. CNC-bewerking of geavanceerd 3D-printen wordt doorgaans gebruikt om de exacte geometrie, diepgangshoeken en kritische afmetingen te bereiken die nodig zijn voor betrouwbare uitwerping en koeling.
Spuitgietmatrijzen zijn meestal gemaakt van aluminium of staal en bestaan uit kern- en holtecomponenten, poorten, lopers, sprues en uitwerpsystemen. De juiste materiaalkeuze en bewerkingsprecisie zijn essentieel voor duurzaamheid en herhaalbaarheid.
2. Materiaalkeuze
Het kiezen van het juiste polymeer is cruciaal. Houd rekening met mechanische sterkte, flexibiliteit, chemische bestendigheid en temperatuurtolerantie, zodat deze overeenkomen met het beoogde gebruik van het onderdeel. Veelgebruikte thermoplastische kunststoffen zijn onder meer ABS, polypropyleen en nylon, die elk verschillende prestatiekenmerken bieden.
3. Machine-instellingen
Vóór de productie stellen operators de parameters voor temperatuur, druk en cyclustijd in. Ze lijnen ook de mal uit, laden het plastic en voeren een testinjectie uit om de systeemintegriteit en de kwaliteit van de onderdelen te verifiëren.
4. Spuitgietcyclus
Tijdens de cyclus vult het gesmolten plastic de holte, vormt zich rond de contouren van de mal en begint te stollen. De koeltijd varieert afhankelijk van het materiaal, de wanddikte en de onderdeelgrootte; interne koelkanalen helpen een uniforme temperatuur te behouden en defecten te verminderen.
5. Onderdelen uitwerpen
Na voldoende koeling gaat de mal open en laten uitwerppennen of -platen het onderdeel automatisch los. Deze automatische uitwerping voorkomt schade en versnelt de doorvoer.
6. Inspectie en nabewerking
Na het uitwerpen voeren kwaliteitscontroleteams visuele inspecties, maatvoeringscontroles en mechanische tests uit om naleving van de specificaties te garanderen. Afhankelijk van de toepassing kunnen onderdelen oppervlakteafwerkingen, machinale bewerkingen of montagebewerkingen ondergaan.
Basisontwerpoverwegingen
Succesvol spuitgieten is afhankelijk van een doordacht ontwerp. Hieronder vindt u de belangrijkste factoren waarmee u rekening moet houden.
Toleranties
Typische toleranties zijn ±0,005 inch. Het bereiken van nauwere toleranties verhoogt de kosten, en de krimpsnelheid van elk polymeer moet in het ontwerp worden meegenomen om dimensionale afwijkingen te voorkomen.
Muurdikte
Een uniforme wanddikte vermindert kromtrekken en zinksporen. Streef naar variaties die niet groter zijn dan 0,04–0,15 inch, aangepast aan de onderdeelgrootte en het materiaal.
Kerngeometrie
Ontwerp de kern om een gelijkmatige materiaalstroom en efficiënte koeling te bevorderen. Vermijd scherpe interne hoeken die spanningsconcentraties veroorzaken en het onderdeel verzwakken.
Drafthoek
Zorg voor een trek van 1 à 2 graden (of meer voor diepe delen) om het uitwerpen te vergemakkelijken zonder het onderdeel te beschadigen.
Ondersnijdingen
Minimaliseer of elimineer ondersnijdingen, tenzij ze een functioneel doel dienen, omdat ze het matrijsontwerp ingewikkelder maken en de kosten verhogen.
Poorten
De grootte en plaatsing van de poort beïnvloeden de doorstroming, cyclustijd en oppervlaktekwaliteit. Precisieonderdelen profiteren van kleinere, strategisch geplaatste poorten.
Ribben
Ribben versterken de sterkte terwijl de wanddikte consistent blijft. Houd de ribdikte op 40-60% van de omringende muur om zinksporen te voorkomen.
Uitwerppennen
Plaats de uitwerppennen om zichtbare markeringen of vervorming te voorkomen. Als er voldoende diepgang is, zijn pinnen mogelijk helemaal niet meer nodig.
Soorten spuitgietprocessen
Spuitgieten omvat verschillende gespecialiseerde technieken.
Inzetgieten
Integreert kant-en-klare componenten, zoals metalen inzetstukken of schroefdraadelementen, rechtstreeks in het plastic onderdeel, waardoor een robuuste structuur uit meerdere materialen ontstaat.
Blaasgieten
Ideaal voor holle voorwerpen zoals flessen. Verwarmd plastic wordt tegen de wanden van een mal geblazen, waardoor een lichtgewicht, duurzame container ontstaat.
Overmolding
Brengt een zachter polymeer aan op een stevig substraat, vaak gebruikt om grip te geven of componenten uit twee materialen te creëren.
Vloeibaar spuitgieten (vloeibaar siliconenrubber)
Maakt gebruik van thermohardende polymeren om flexibele, hittebestendige onderdelen te produceren, zoals medische afdichtingen en pakkingen.
Veelgebruikte polymeerharsen
Hieronder vindt u een korte verwijzing naar de meest gebruikte thermoplasten.

ABS (acrylonitril-butadieen-styreen)
Biedt taaiheid, slagvastheid en een gladde afwerking. Wordt veel gebruikt in de auto-industrie, elektronica en consumentengoederen.
Nylon (polyamide)
Hoge sterkte, slijtvastheid en temperatuurstabiliteit maken nylon ideaal voor tandwielen, lagers en complexe mechanische onderdelen.
Polycarbonaat (PC)
Transparante, slagvaste hars geschikt voor optische behuizingen en elektrische behuizingen; krasgevoelig maar thermisch stabiel.
PMMA (Acryl)
Helder, lichtgewicht en gemakkelijk te vormen, maar minder schokbestendig dan polycarbonaat.
Polypropyleen (PP)
Lichtgewicht, chemisch bestendig en kosteneffectief, gebruikelijk in verpakkingen en auto-onderdelen.
Polyethyleen (PE)
Veelzijdig, sterk en flexibel, met HDPE-varianten die extra sterkte bieden voor containers en buizen.
Additieven
Versterkers zoals PTFE, koolstofvezel, kevlar, talk, klei en glasvezels worden in het basispolymeer gemengd om de smering, sterkte, slagvastheid of maatvastheid te verbeteren.
Voor- en nadelen
Voordelen
- Hoge efficiëntie :Snelle cycli maken massaproductie mogelijk met minimale stilstand.
- Precisie :Geschikt voor complexe geometrieën met nauwe toleranties.
- Weinig afval :Overtollig materiaal kan tussen de runs door worden gerecycled.
- Veelzijdigheid :Ondersteunt thermoplastische kunststoffen, thermoharders en speciale polymeren.
- Kosteneffectief op schaal :Hoge initiële gereedschapskosten worden gecompenseerd door lage kosten per eenheid bij grote volumes.
- Automatisering :Machines kunnen werken met minimale menselijke tussenkomst, waardoor de consistentie wordt verbeterd.
Beperkingen
- Hoge kosten vooraf :Vormcreatie en machine-investeringen zijn aanzienlijk.
- Ontwerpstijfheid :Wijzigingen aan de mal zijn kostbaar en tijdrovend.
- Doorlooptijd :Aangepaste mallen kunnen weken tot maanden nodig hebben voor de fabricage.
- Krimpen en kromtrekken :Een juiste materiaalkeuze en een goed ontwerp verzachten deze problemen, maar kunnen deze niet elimineren.
- Milieuproblemen :Plastic afval en niet-recyclebare materialen vormen uitdagingen op het gebied van duurzaamheid.

Experttips voor succes
Kies het juiste materiaal
Zorg ervoor dat de polymeereigenschappen (sterkte, flexibiliteit, temperatuurtolerantie) overeenkomen met de functionele eisen van het onderdeel en de blootstelling aan de omgeving.
Plan voor bulkproductie
Spuitgieten schittert als de volumes hoog zijn. Kleine batchtaken kunnen voordeliger zijn met CNC-bewerking of 3D-printen.
Optimaliseer de wanddikte
Een consistente, minimale wanddikte vermindert het materiaalverbruik en de koeltijd, maar moet nog steeds aan de sterkte-eisen voldoen.
Ondersnijdingen verminderen
Vereenvoudig de geometrie om het uitwerpen te vergemakkelijken en de matrijskosten te verlagen.
Verfijn het poortontwerp
Een juiste maat en plaatsing van de poort voorkomt defecten zoals ongelijkmatige vulling of zinksporen. Voor grotere onderdelen zijn mogelijk meerdere poorten nodig.
Verbeter de koeling en ventilatie
Goed ontworpen koelkanalen en ventilatiesystemen bevorderen een uniforme stolling en elimineren gasporositeit.
Gemeenschappelijke toepassingen
Automobiel
Lichtgewicht componenten (brandstoftanks, bumpers, deurpanelen) verbeteren het brandstofverbruik en de veiligheid.
Medisch
Biocompatibele, steriliseerbare onderdelen zoals infuusslangen, handschoenen en wegwerpsets profiteren van de precisie en kostenefficiëntie van spuitgieten.
Voedings- en drankverpakkingen
Plastic flessen, zakjes en zakjes vervangen glas en metaal, waardoor ze chemische bestendigheid en een lager gewicht bieden.
Lucht- en ruimtevaart
Hoogwaardige polymeren zoals PEEK creëren structurele en interne componenten die lichtgewicht en corrosiebestendig zijn.
Elektronica en elektriciteit
Isolerende behuizingen, kabelafsluitingen en beschermende behuizingen zijn voor de veiligheid en betrouwbaarheid afhankelijk van spuitgegoten kunststoffen.
Wanneer spuitgieten gebruiken
Ideaal voor herhaalbare onderdelen met grote volumes die nauwe toleranties vereisen. Vermijd prototypen met een laag volume of ontwerpen die vaak veranderen. Alternatieve processen zoals 3D-printen of CNC-bewerking kunnen geschikter zijn.
Bonus 1:Overzicht spuitgietmachines
Machines variëren – hydraulisch, elektrisch of hybride – maar delen allemaal de kerncomponenten:
- Klemeenheid :Beveiligt de mal tijdens het injecteren.
- Injectie-eenheid :Smelt en injecteert hars via schroef en vat.
- Schimmel :Het precisiegereedschap dat het onderdeel vormt.
- Besturingssysteem :Reguleert de temperatuur, druk en stroming.
- Koelsysteem :Versnelt het stollen.
- Uitwerpsysteem :Verwijdert voltooide onderdelen.

Bonus 2:veel voorkomende defecten en oplossingen
- Kromtrekken :Geadresseerd door uniforme koeling en evenwichtige materiaalstroom.
- Zinksporen :Geminimaliseerd door consistente wanddikte en voldoende koeling.
- Flitser :Gecontroleerd door de juiste poortafmetingen en drukbeheer.
- Korte opnames :Te vermijden door te zorgen voor voldoende injectiedruk en matrijsvulling.
- Brandplekken :Verminderd door het optimaliseren van de temperatuurinstellingen en de luchtstroom.
Bonus 3:Kostenreductiestrategieën
- Behoud een uniforme wanddikte om materiaal en gereedschapscomplexiteit te snijden.
- Maak gebruik van schaalvoordelen met bulkproductieruns.
- Plan regelmatig onderhoud om de levensduur van het gereedschap te verlengen.
- Gebruik gerecyclede of kosteneffectieve harsen als de prestaties dit toelaten.
Spuitgieten blijft de industriestandaard voor het produceren van zeer nauwkeurige, kosteneffectieve kunststof onderdelen in diverse sectoren. Door zich te houden aan gedegen ontwerpprincipes en procesbeheersing kunnen fabrikanten de opbrengst maximaliseren, verspilling minimaliseren en betrouwbare componenten op schaal leveren.
Industriële technologie
- Veelgestelde vragen over zandgieten
- Spanningsdelercircuits
- Hoe u 'gemiste verbindingen' in de koopcyclus kunt vermijden
- 4 trends op het gebied van snijgereedschap in metaalbewerking en productie
- Hoe maak je een onfeilbaar magazijnlocatienummeringssysteem?
- Alle hens aan dek!
- Hoe draadloze energie de productie transformeert
- 5 CNC-freestechnieken voor uw beste ontwerpen
- Beoordeling van R, X en Z (weerstand, reactantie en impedantie)
- Expertgids 2025:Top 10 CNC-freesmaterialen voor precisieproductie
- Swanton Welding zoekt personeel!