


Hoe een gereedschapsset voor eindige bewerkingen de cyclustijd verlengt
Net als onze spuitgietservice is CNC-bewerking bij Protolabs een beetje onconventioneel. Om onderdelen zo snel mogelijk te bewerken, hebben we geautomatiseerde processen ontwikkeld om onderdelen te citeren, de maakbaarheid van ontwerpen te analyseren en toolpaths te genereren. Bovendien helpen onze gestandaardiseerde toolsets ons om de bewerkingen van onze bewerkingscentra te stroomlijnen en de cyclustijd te verbeteren.
Waarom een eindige toolset?
Terwijl een kleine machinewerkplaats het exacte gereedschap vindt om de geometrie van een onderdeel te bewerken - of in sommige gevallen zelf te maken - gebruiken wij een eindige, gestandaardiseerde toolset voor ons bewerkingsproces.
Waarom doen we dit? In één woord:snelheid. We groeperen materialen in vergelijkbare categorieën en hebben standaard gereedschapssets bestaande uit verschillende vingerfrezen en boren voor elk. Dit betekent dat we onderdelen sneller kunnen bewerken en u weken ontwikkelingstijd kunnen besparen en productiekosten kunnen verlagen. Deze combinatie van zorgvuldig geselecteerde tools is gericht op het accommoderen van de meeste geometrieën van onderdelen, terwijl de snelle doorlooptijden behouden blijven die vaak vereist zijn door productontwikkelaars.
 Onze bewerkingsgereedschapset bevat een combinatie van kogel- en platte vingerfrezen. Voor metalen zoals titanium en staal gebruiken we ook puntfrezen.
Onze bewerkingsgereedschapset bevat een combinatie van kogel- en platte vingerfrezen. Voor metalen zoals titanium en staal gebruiken we ook puntfrezen. Gaten, schroefdraad en functies buiten de as frezen
Onze beperkte toolset vereist soms een creatieve benadering van het frezen van bijvoorbeeld gaten. In de meeste winkels worden gaten geboord met een boor - niet zo verwonderlijk. Maar we vertrouwen meestal op onze vingerfrezen om gaten te maken. Door gaten te boren met vingerfrezen kunnen we verschillende gatdiameters, sleuven en andere kenmerken bewerken, allemaal met één enkel gereedschap. Dit verkort de cyclustijd (en daarmee de kosten) en heeft als bijkomend voordeel een verbeterde oppervlakteafwerking in gaten.
Laten we het nu hebben over draadsnijden. Een traditionele machinewerkplaats gebruikt meestal een tap of matrijs om schroefdraad in een onderdeel te snijden. Dit is een handmatig proces waarbij de technicus het onderdeel uit de machine moet verwijderen en vervolgens met de hand of met een machine zoals een boormachine in de gaten moet tikken. Wanneer handarbeid in het spel komt, kunt u een aanzienlijk langere productietijd verwachten.
Om de hoeveelheid tijd die nodig is om schroefdraad te snijden te verminderen, hanteren we een meer geautomatiseerde aanpak door draadfrezen te gebruiken. Dus als een onderdeel moet worden voorzien van schroefdraad, boren we eerst het gat tot de juiste diameter en vervolgens snijdt de draadfrees de schroefdraad. Hierdoor kunnen we draadgaten in de machine maken, wat insteltijd en kosten bespaart. Met één gereedschapsset kunnen we UNC- en UNF-schroefdraad snijden van #2 tot 1/2 inch, evenals metrische schroefdraad van M2 tot M12.
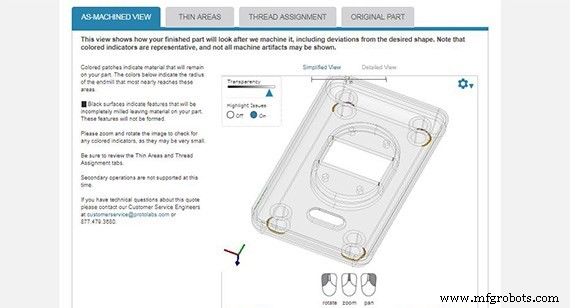
Met behulp van de as-machined-weergave in uw offerte kunt u kenmerken identificeren die moeilijk te frezen en te begrijpen zijn precies hoe uw laatste onderdeel eruit zal zien voordat het wordt vervaardigd. Het snijden van cilindrische kenmerken en niet-cilindrische kenmerken binnen één enkele machine is een andere manier waarop we de cyclustijd verkorten. Voor geometrieën met uitwendige schroefdraad, zoals een schroef, draaien we die onderdelen in een CNC-draaibank die is uitgerust met onder spanning staande gereedschappen. Dit is een draaibank met vingerfrezen voor het frezen van niet-cilindrische elementen. Een gebruikelijke toepassing van draaien met onder spanning staande gereedschappen zijn zeskantbouten of cilindrische onderdelen met sleuven en gaten.
Een ondersnijding is elk kenmerk dat een molen niet kan bereiken. Sommige machinewerkplaatsen hebben ondersnijdende vingerfrezen of maken in sommige gevallen een aangepast gereedschap. Onze toolset bevat geen tools voor het frezen van ondersnijdingen, maar we kunnen alle off-axis functies frezen met onze 3+2 of 5-assige geïndexeerde bewerkingsmogelijkheden.
Machinebronnen
Als je vragen hebt over je ontwerp en of onze toolset daar geschikt voor is, kun je het beste een onderdeel uploaden. U ontvangt een ontwerpanalyse, inclusief een bewerkte weergave die precies laat zien hoe uw onderdeel eruit zal zien als het uit de molen komt. Als u alleen een idee wilt krijgen van hoe onze ontwerpanalyse werkt, bekijk dan een voorbeeldofferte voor bewerking.
Een gesprek met een van onze applicatie-ingenieurs is een andere manier om te bepalen of uw ontwerp binnen onze mogelijkheden past en welke mogelijke wijzigingen u kunt aanbrengen om de maakbaarheid ervan te verbeteren. Stuur ons gewoon een e-mail op ADMIN@MFGROBOTS.COM
En sluit niet uit dat u zelf wat nabewerkingswerk doet. We kunnen altijd samenwerken met uw interne machinewerkplaats door het eerste snijwerk te doen. Laten we zeggen dat er een verzonken element is met een hoek waar onze vingerfrezen niet helemaal bij kunnen, zodra u het onderdeel ontvangt, kunt u het zelf opruimen en het precies zo hebben als u nodig heeft. Dit is een geweldige manier om aan onderdelen te komen en de kosten laag te houden.
Industriële technologie
- Hoe een machinist te worden in Quebec
- Vier-assige VTL kan de bewerkingstijd verkorten
- Hoe de cyclustijd in de auto-industrie te verbeteren?
- Hoe AI en machine learning van invloed zijn op CNC-bewerkingen
- Is het tijd om high-performance machinale bewerkingen te omarmen?
- Hoe kiest u uw industriële machine?
- CNC-bewerkingscyclustijdberekening
- Hoe sieraden te bewerken met CNC-bewerking?
- Hoe snijvloeistoffen de bewerkingsprocessen beïnvloeden
- Hoe VMC Machine uw productiviteit verhoogt
- Hoe een bewerkingsmolen selecteren?