


Nieuwe gereedschapsbenaderingen voor het bewerken van gietijzer
Dit uitdagende materiaal stelt unieke eisen aan snijgereedschappen, maar een combinatie van R&D, laboratoriumtests en de resultaten van praktijktoepassingen leidt tot effectieve oplossingen.
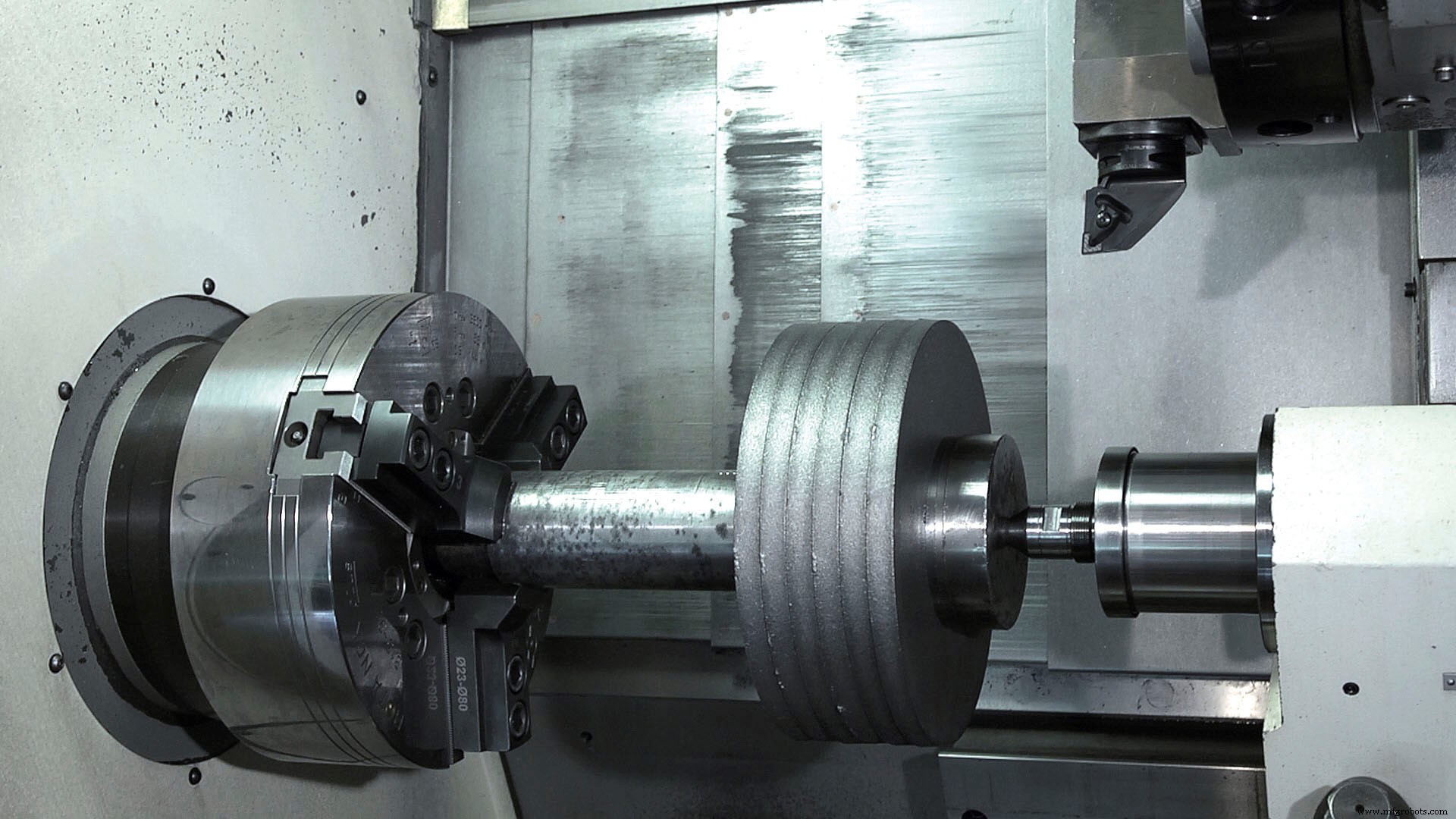
Gietijzer blijft een van de moeilijkste materialen om te bewerken. Dat komt vooral omdat het inconsistenties heeft in zijn samenstelling en de structuur varieert, vooral aan de buitenkant. Dit leidt tot aanzienlijke variaties in de bewerkbaarheid. Bij het bewerken van gietijzer moet mogelijk ook rekening worden gehouden met onderbroken sneden of onstabiele machineomstandigheden. Deze factoren zijn bijzonder uitdagend voor de snijgereedschappen, met name voor voorbewerkingsgereedschappen die worden gebruikt in de productie van grote volumes, waar standtijd en procesbetrouwbaarheid een grote invloed hebben op de kosten.
Gietijzer wordt nog steeds veel gebruikt, ondanks het toegenomen gebruik van lichte metaallegeringen. Door de opkomst van lichte metaallegeringen zijn bijvoorbeeld de motorblokken in kleine en middelgrote auto's tegenwoordig vaak gemaakt van aluminium. In grotere auto's met grotere motoren van ongeveer twee liter of meer zouden aluminium motorblokken echter aanzienlijk groter moeten zijn. In dit geval zorgt gietijzer voor dunnere wanden en een compactere motor. Dit is vooral bij dwars gemonteerde automotoren een belangrijke factor.
De kwestie van "gietijzer of aluminium" is niet van toepassing op dieselmotoren of bedrijfsvoertuigen. Op dit gebied is er geen concurrentie vanwege de trillingsdempende effecten van gietijzer, normaal gesproken in de vorm van verdicht gietijzer met grafiet. Zijn kracht ligt tussen die van grijs ijzer en nodulair gietijzer.
"Gietijzerbewerking is een zeer belangrijk toepassingsgebied voor ons", zegt Gerd Kussmaul, senior productmanager draaien bij Walter. Het is een gevoel dat wordt gedeeld door andere toonaangevende gereedschapsbedrijven, vooral in de afgelopen jaren, omdat de auto-industrie heeft aangedrongen op efficiëntere en betrouwbaardere manieren om dit essentiële maar moeilijke materiaal te bewerken. "Daarbinnen hebben we verschillende focussectoren, zoals de auto-industrie, de algemene industrie en de bouw, met componenten zoals motorblokken, wielnaven, pompen en differentieel- of versnellingsbakhuizen", voegde hij eraan toe.
Het gebruik van gietijzer om dunnere motorwanden mogelijk te maken, werd eerder genoemd. Het machinaal bewerken van deze dunnere wanden veroorzaakt echter typisch trillingen. Daarom zijn gereedschappen nodig die zowel zacht snijdend als stevig zijn. Om die mix te bereiken, moeten deze gereedschappen bepaalde kenmerken hebben, waarvan de eerste een hoogwaardige coating is. Waarom?
"De coating moet een geoptimaliseerde microstructuur hebben die een verhoogde thermische slijtvastheid mogelijk maakt en een maximale standtijd en snijsnelheden biedt", antwoordt hij. "Bovendien een speciale oppervlaktebehandeling die de trekspanningen in de coating omzet in drukspanningen." Dit is ontworpen om de taaiheid van het materiaal van het snijgereedschap te vergroten, wat de betrouwbaarheid van de snijkant verhoogt, vooral bij het bewerken van gegoten schaal. Zowel de slijtvastheid als de taaiheid zijn daarom groter dan bij conventionele coatings.
Kussmaul benadrukt dat de juiste wisselplaatgeometrie ook cruciaal is, aangezien de macro- en microgeometrie van een snijkant een significante invloed hebben op de spaanvorming en dus op de resulterende snijkrachten. Het kiezen van de juiste geometrie voor de toepassing, bij voorkeur een met een grondcontactoppervlak om een veilige plaatsing van de wisselplaat te garanderen, is cruciaal. "Een geavanceerde coating in combinatie met de geoptimaliseerde geometrieën en de nieuwe materiaalsoorten voor snijgereedschappen van vandaag kunnen leiden tot maximale snijprestaties en een verlenging van de standtijd tot 75 procent", zegt hij.
Meerdere randen om te frezen
Misschien zijn de meeste werkstukken die men tegenkomt bij het bewerken van gietijzer, en over het algemeen ook de grootste, kubisch van vorm en daarom een taak voor een freesmachine of bewerkingscentrum. Een van de meest voorkomende bewerkingen is het vlakfrezen van afdichtings- en bevestigingsoppervlakken, zoals cilinderkopoppervlakken op motorblokken.
“In de auto-industrie is het belangrijk om zoveel mogelijk oppervlakken in de kortst mogelijke tijd en met proceszekerheid te verwerken. Voor de juiste verspaningscapaciteit zijn grote frezen met meerdere snijkanten nodig”, zegt Wolfgang Vötsch, freesspecialist productmanagement bij Walter.
Vötsch wijst op de F4045 van zijn bedrijf als een goed voorbeeld van het type gereedschap dat nodig is om de productiviteit en procesbetrouwbaarheid van gietijzer te maximaliseren. De wisselplaten van de F4045 bieden 14 bruikbare snijkanten omdat de symmetrische wisselplaten niet alleen radiaal, maar ook omkeerbaar zijn. Deze kenmerken zorgen voor een zeer efficiënte gietijzeren frees, die de snijkantkosten verlaagt. Bovendien zorgt een positieve algehele geometrie voor lage snijkrachten en een lager stroomverbruik.
Een ander wenselijk kenmerk van een frees is een wisselplaatwigklemsysteem, zodat de indexeerbare wisselplaat nauwkeurig en veilig in zijn zitting kan worden geplaatst. Bij dit ontwerp zwenkt de klemwig na slechts enkele slagen van de klemschroef naar de zijkant om snelle en gemakkelijke toegang tot de wisselplaat mogelijk te maken.
"Handling is van cruciaal belang voor een gereedschap met veel bruikbare snijkanten", legt Vötsch uit. "Als de indexeerbare wisselplaten niet snel en gemakkelijk met de hand kunnen worden omgedraaid of geïndexeerd, gaat er veel kostbare tijd verloren."

Industriële technologie
- Gietijzeren kachel
- Trelleborg kondigt nieuwe distributeur voor gereedschapsmaterialen aan
- Hoe gietijzer te lassen:een complete gids
- De zeven vereisten voor geoptimaliseerde bewerkingen
- Gietijzer gebruikt voor machinale bewerking
- Smeedijzer versus gietijzer
- Snel prototype voor precisiebewerking
- Terminologieën voor precisiebewerking
- Snijgereedschap voor precisiebewerking
- Inleiding tot gietijzeren gietstukken
- Wat is CI-casting?